
一种精纺呢绒面料的弹性处理方法.pdf

景山****魔王

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精纺呢绒面料的弹性处理方法.pdf
本发明涉及一种精纺呢绒面料的新型弹性处理工艺技术,采用了一种高效率、易控制的方法对精纺呢绒面料进行化学弹性整理。本工艺技术充分挖掘了平洗连煮设备的功能,对精纺呢绒面料生产的工艺流程和参数进行了革新,由传统的绳状匹染机弹性处理变为目前的平洗连煮弹性处理,并采用了平幅连续加工方式,包括以下步骤:生修→烧毛→一次平洗连煮(加弹性处理剂)→烘干→洗呢→开幅→二次平洗连煮→烘干→中检→刷毛→剪毛→第一次蒸呢→烘干(浸轧法,加入抗静电剂和柔软剂)→揩油→第二次蒸呢。本发明的工艺技术显著提高了生产效率,同时有效避免了折

精纺呢绒的三防浸渍处理方法.pdf
本发明公开了一种精纺呢绒的三防浸渍处理方法,采用整理助剂进行整理,整理助剂的组分及各组分的百分比为:纳米整理剂2%、渗透剂0.1%—0.3%、柔软剂1%—2%,通过添加醋酸控制助剂的PH值为5—6;将待处理的精纺呢绒完全浸入整理助剂中,在30—40℃的温度条件下浸泡30—40min,浴比为1:20—1:30;将浸泡之后的精纺呢绒脱水,之后在80℃的温度条件下进行烘干,持续时间为2—3min,最后在140—160℃的高温下焙烘2—4min即可。采用的整理助剂严格控制各组分的含量,确保整理效果,使整理后的精纺
含PLA纤维、竹纤维的精纺呢绒面料.pdf
本发明公开了一种含PLA纤维、竹纤维的精纺呢绒面料,包括:该面料由经纱、纬纱交错编织而成,所述经纱为精纺纱线,所述精纺纱线由竹纤维与羊毛或羊绒混纺而成,所述竹纤维为天然竹原纤维,所述精纺纱线的纱支为2股60公支—2股75公支,所述纬纱为PLA纤维,其为30—40公支单股纱,该面料经纱密度为276~300根/10厘米,纬纱密度为230~265根/10厘米。通过上述方式,本发明具有光泽自然、吸湿透气、穿着舒适、防寒保暖的特点,贴身穿着可保持皮肤持续干爽,改善了精纺呢绒面料不易打理、易起皱的缺点。
一种半精纺超薄型双面顺毛呢绒面料.pdf
本发明公开了一种半精纺超薄型双面顺毛呢绒面料,采用优质羊毛与天丝纤维混纺而成,所述面料的经纱和纬纱均采用半精纺纱,保持双面呢风格;包括530~550克/平方米超薄克重;其加工方法:采用粗纺精织,织物经纱、纬纱应用半精纺纱,后整理工序采取正反起毛双蒸多剪工艺技术,采用烫光预缩技术、低温多烫工艺,从而显露优质羊毛本色,增设预缩工艺,使面料正反面缩率一致;然后采用刺果逆反联合顺毛技术,两台刺果联合工作逆反一次性完成正反顺毛工艺。优点是:该面料能保持双面呢风格,附合当前人们追求健康时尚的消费需求。
一种精纺羊绒面料抗皱处理装置.pdf
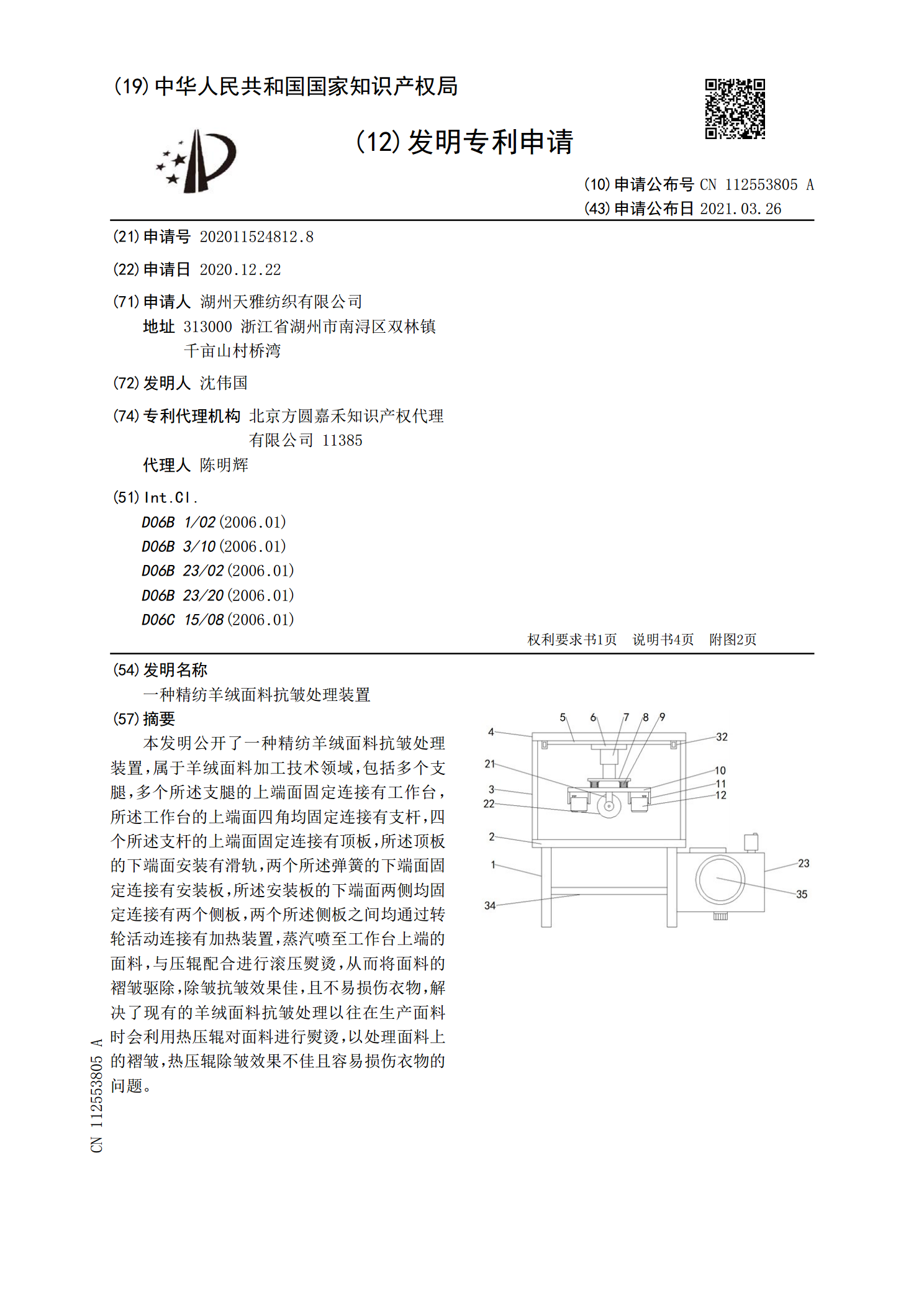
本发明公开了一种精纺羊绒面料抗皱处理装置,属于羊绒面料加工技术领域,包括多个支腿,多个所述支腿的上端面固定连接有工作台,所述工作台的上端面四角均固定连接有支杆,四个所述支杆的上端面固定连接有顶板,所述顶板的下端面安装有滑轨,两个所述弹簧的下端面固定连接有安装板,所述安装板的下端面两侧均固定连接有两个侧板,两个所述侧板之间均通过转轮活动连接有加热装置,蒸汽喷至工作台上端的面料,与压辊配合进行滚压熨烫,从而将面料的褶皱驱除,除皱抗皱效果佳,且不易损伤衣物,解决了现有的羊绒面料抗皱处理以往在生产面料时会利用热压