
一种用于焊缝跟踪的单斜线激光视觉传感方法及系统.pdf

悠柔****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于焊缝跟踪的单斜线激光视觉传感方法及系统.pdf
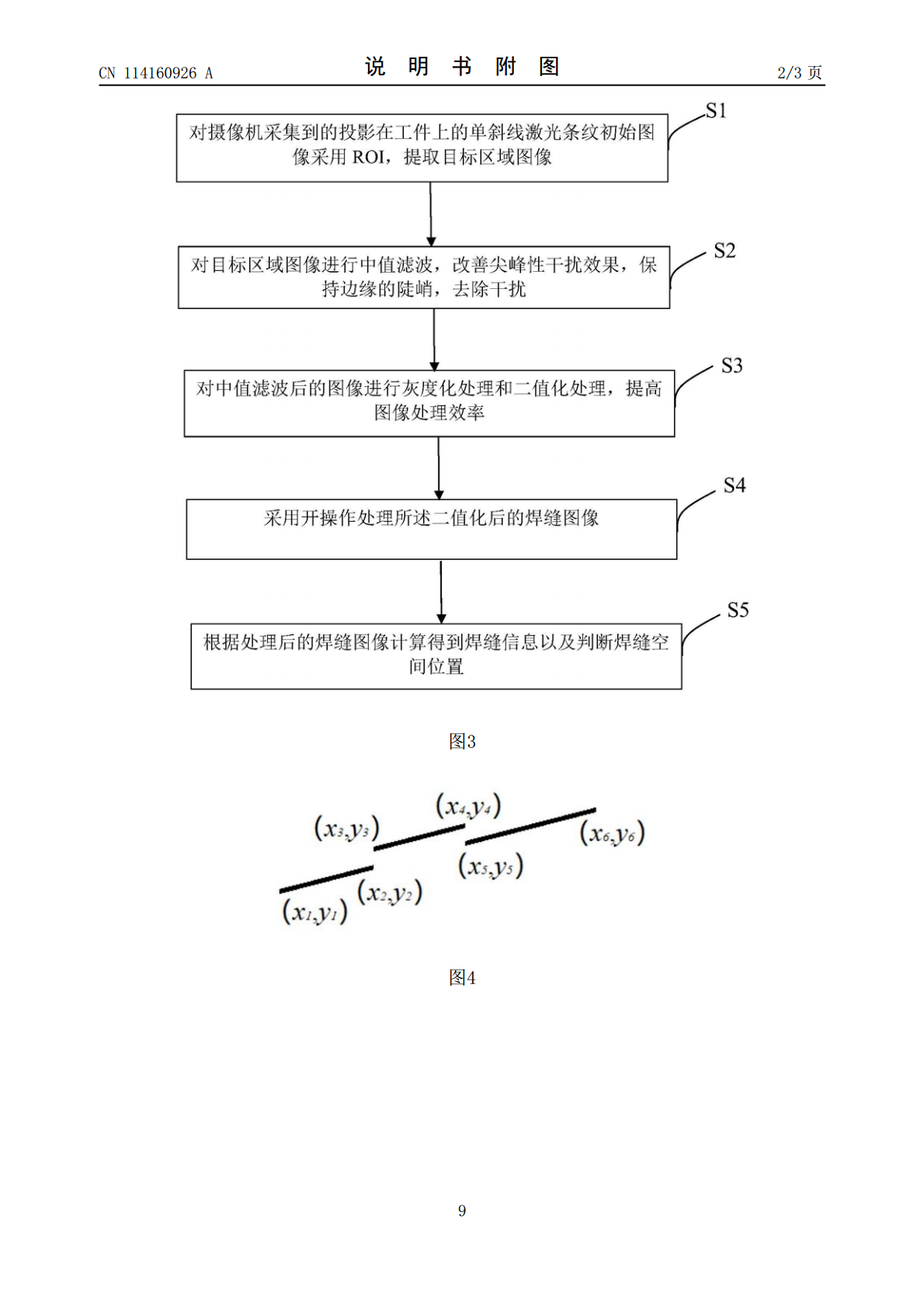
本发明提供了一种用于焊缝跟踪的单斜线激光视觉传感方法及系统,所述方法包括:对摄像机采集到的投影在工件上的单斜线激光条纹初始图像采用ROI,提取目标区域图像;对目标区域图像进行中值滤波,改善尖峰性干扰效果,保持边缘的陡峭,去除干扰;对中值滤波后的图像进行灰度化处理和二值化处理,提高图像处理效率;采用开操作处理所述二值化后的焊缝图像;以及根据处理后的焊缝图像计算得到焊缝信息以及判断焊缝空间位置。本发明的用于焊缝跟踪的单斜线激光视觉传感方法及系统用于自动焊接时焊缝空间位置识别和焊缝跟踪,可提升焊接质量。

激光视觉传感焊缝识别与自动跟踪系统的中期报告.docx
激光视觉传感焊缝识别与自动跟踪系统的中期报告一、项目背景随着工业自动化的普及,激光焊接已经成为了现代焊接技术中非常重要的一部分。在激光焊接过程中,焊缝识别和自动跟踪是影响焊接质量和效率的重要因素,因此需要开发一套激光视觉传感焊缝识别与自动跟踪系统,实现对焊缝的精准识别和准确跟踪。二、项目目标本项目旨在研究和开发一套激光视觉传感焊缝识别与自动跟踪系统,实现以下目标:1.精准识别焊缝。通过激光传感器获取焊缝图像,并对焊缝图像进行处理和分析,提取出焊缝的特征信息,实现对焊缝的精准识别。2.实现自动跟踪。通过控制
一种基于激光视觉的焊缝跟踪图像处理方法.pdf
本发明提供了一种基于激光视觉的焊缝跟踪图像处理方法,属于图像处理技术领域。其技术方案为:包括以下步骤:步骤一、搭建结构光视觉传感系统;步骤二、采用暗通道算法完成水下图像增强;步骤三、利用焊缝视觉传感系统确定目标区域位置;步骤四、通过数字图像处理技术滤除无效信息;步骤五、利用模板匹配算法确定焊缝中心图像坐标完成焊缝识别。本发明的有益效果为:利用激光条纹绿色的特征从绿色通道进行目标区域的划分,提高了目标区域划分的准确性;利用数字图像处理技术,包括暗通道方法、二值化过程以及线性模板匹配方法等,在保证识别准确率的
双目激光焊缝跟踪器及焊缝跟踪系统.pdf
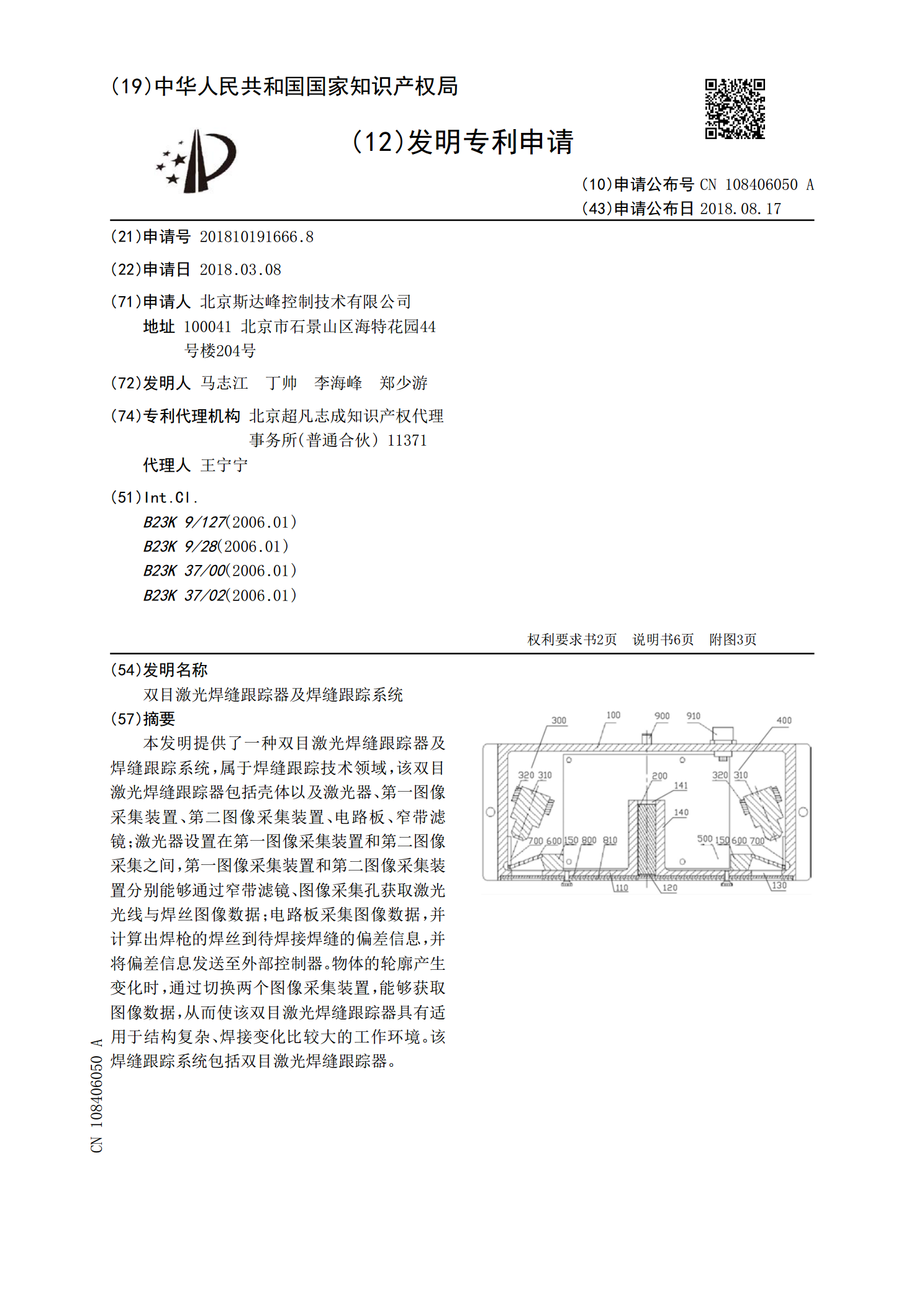
本发明提供了一种双目激光焊缝跟踪器及焊缝跟踪系统,属于焊缝跟踪技术领域,该双目激光焊缝跟踪器包括壳体以及激光器、第一图像采集装置、第二图像采集装置、电路板、窄带滤镜;激光器设置在第一图像采集装置和第二图像采集之间,第一图像采集装置和第二图像采集装置分别能够通过窄带滤镜、图像采集孔获取激光光线与焊丝图像数据;电路板采集图像数据,并计算出焊枪的焊丝到待焊接焊缝的偏差信息,并将偏差信息发送至外部控制器。物体的轮廓产生变化时,通过切换两个图像采集装置,能够获取图像数据,从而使该双目激光焊缝跟踪器具有适用于结构复杂

基于激光视觉的焊缝跟踪系统研究与开发的任务书.docx
基于激光视觉的焊缝跟踪系统研究与开发的任务书任务书一、选题背景在现代制造业中,焊接是一种重要的加工工艺,广泛应用于各种各样的机械制造领域。在生产过程中,焊接质量是一个巨大的挑战,需要对焊接过程进行严格的质量控制和监测。传统的焊缝跟踪方法主要依靠操作人员的经验和技能,这种方法存在很大的人为误差和不稳定性,因此需要一个更加可靠和高效的焊缝跟踪系统。基于激光视觉的焊缝跟踪系统可以自动跟踪焊缝,并实时调整焊接参数,从而提高焊接质量和效率。本研究旨在研发一种基于激光视觉的焊缝跟踪系统,建立高精度的焊缝模型,并采用机