
一种双色车身涂装喷涂方法及车辆.pdf

莉娜****ua

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种双色车身涂装喷涂方法及车辆.pdf
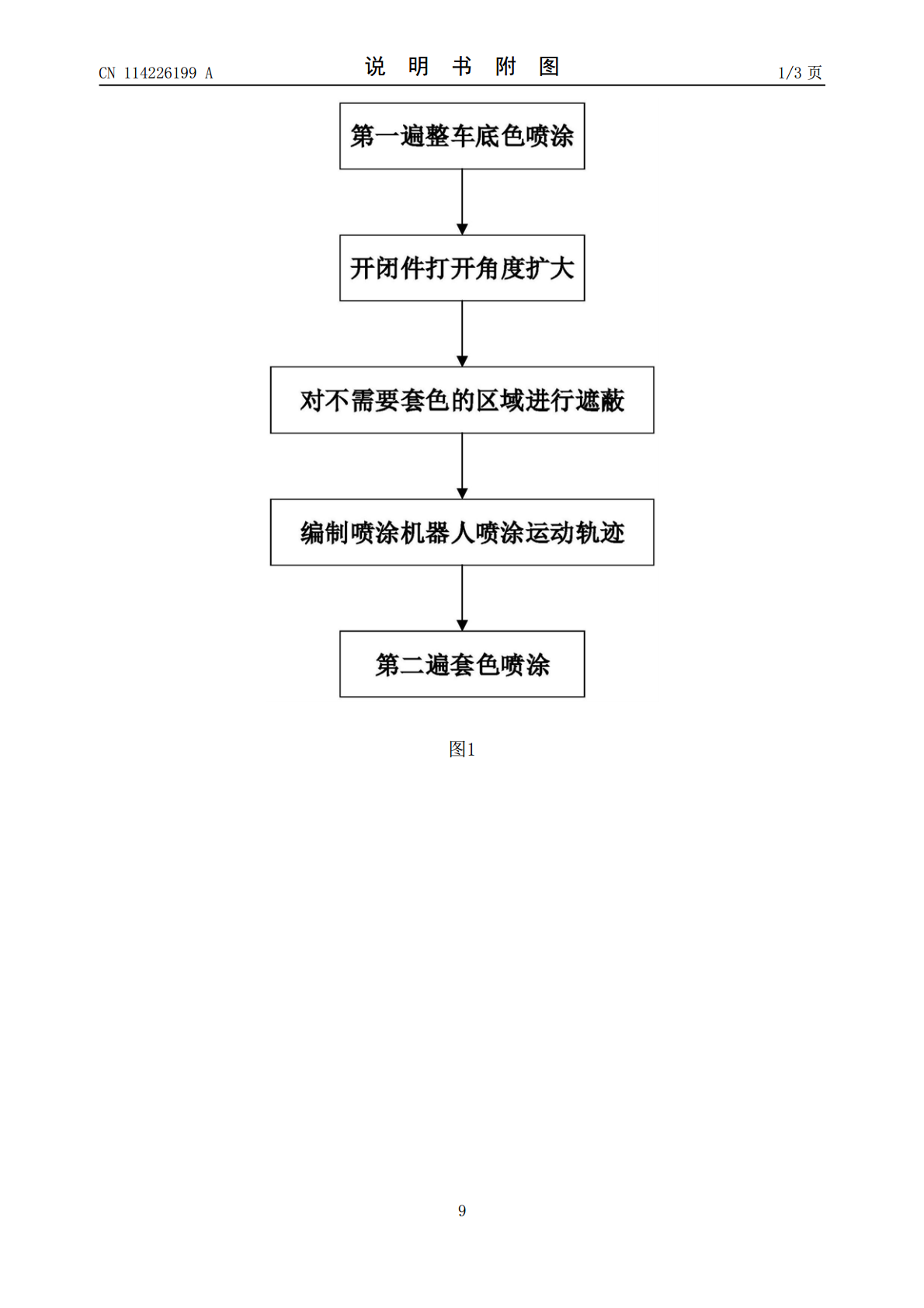
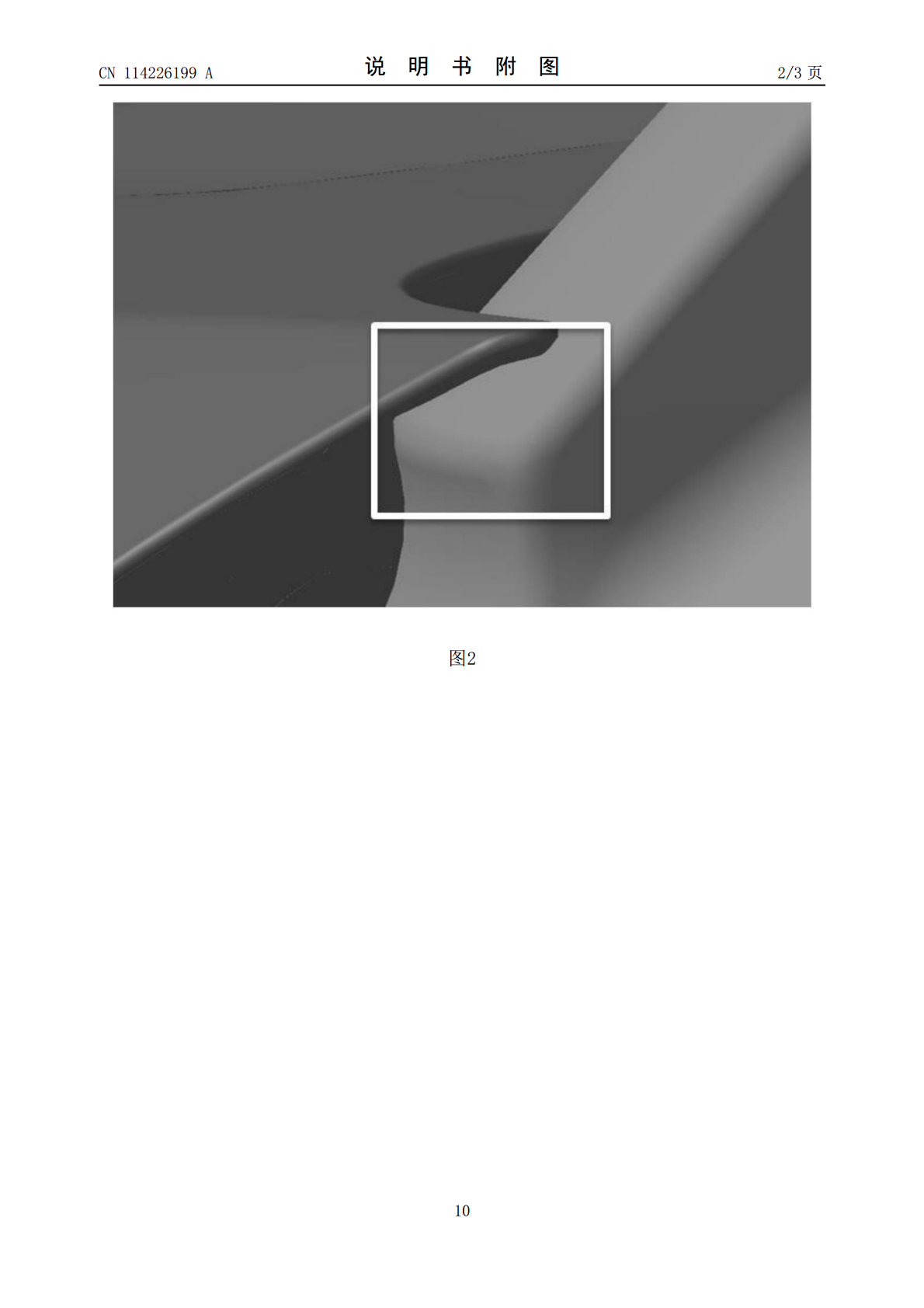
本发明公开了一种双色车身涂装喷涂方法及车辆,包括以下步骤:对车身进行完第一遍整车底色喷涂;将开闭件的打开角度扩大,使目标件完全外露,具备喷涂条件;对不需要套色的区域进行遮蔽;编制喷涂机器人喷涂运动轨迹;对车身进行第二遍套色喷涂。本发明在第二遍套色区域喷涂前,在对套色区域进行遮蔽前,将形成遮挡的开闭件通过专用支撑辅具打开,打开至约和顶盖同等高度,进而扩大A柱下方与前盖的间隙,将A柱下方被前盖遮挡的区域减小到最少,使原被遮挡位置通过开闭件角度的变化,实现外露,获得可喷涂表面,实现A柱下方原本被前盖遮挡无法喷涂

浅谈汽车涂装双色车身喷涂工艺.docx
浅谈汽车涂装双色车身喷涂工艺随着科技的不断发展,汽车的款式及种类也越来越多样化。为了满足消费者日益增长的需求,汽车制造商越来越注重汽车的外观设计,车身的涂装工艺也变得越来越重要。越来越多的汽车选择了双色车身喷涂工艺,让我们来浅谈一下这种技术的工艺流程和优缺点。一、双色车身喷涂的工艺流程1.准备工作:在进行双色车身喷涂之前需要进行各种准备工作,比如准确测量车身表面、进行清洗和抛光处理等,确保表面光洁,能够更好地吸附并保持颜色。2.定位:在喷涂前,需要对车身进行定位,确定双色线条的位置和宽度,同时对车身进行遮
一种PVD双色喷涂方法及其喷涂装置.pdf
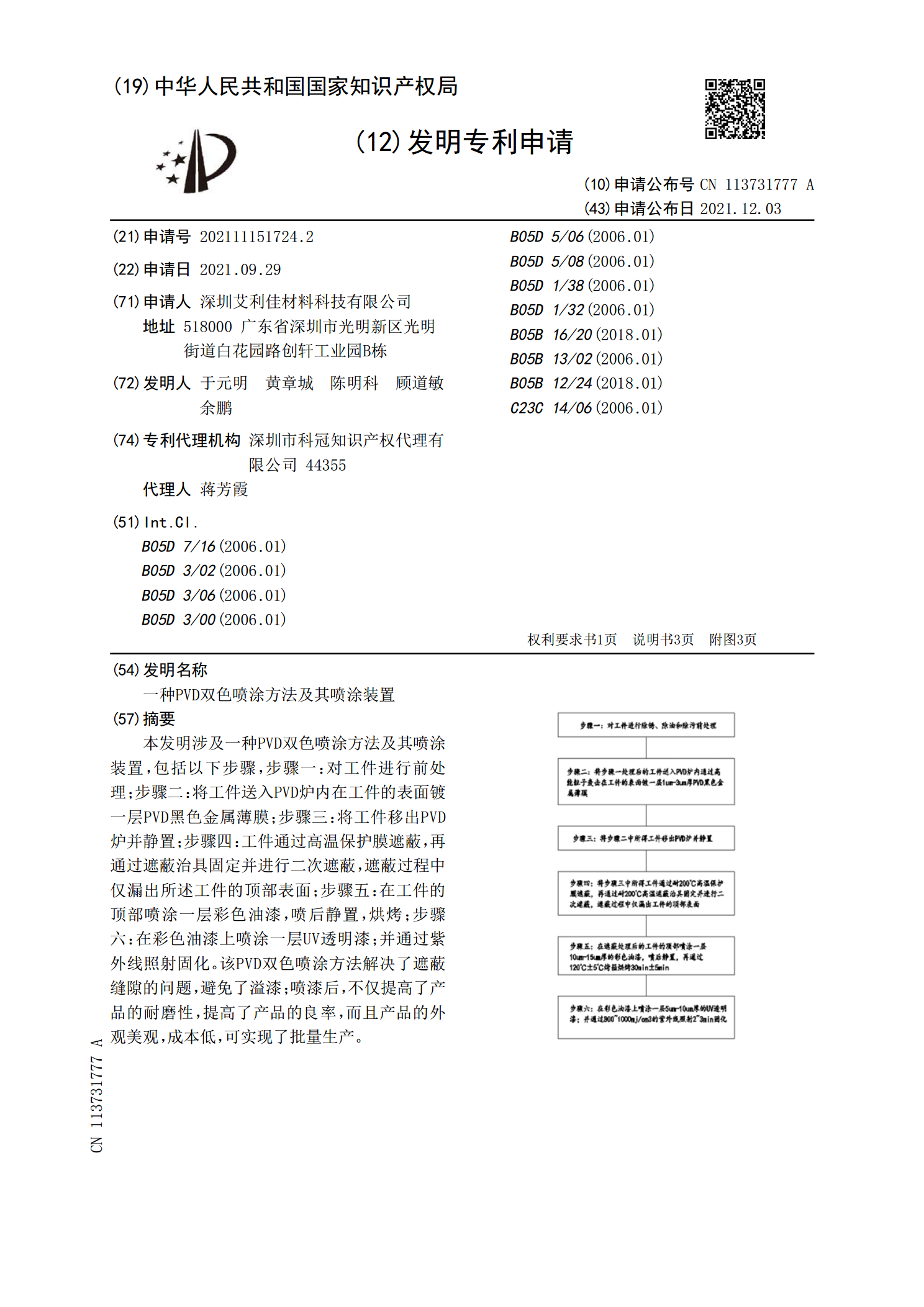
本发明涉及一种PVD双色喷涂方法及其喷涂装置,包括以下步骤,步骤一:对工件进行前处理;步骤二:将工件送入PVD炉内在工件的表面镀一层PVD黑色金属薄膜;步骤三:将工件移出PVD炉并静置;步骤四:工件通过高温保护膜遮蔽,再通过遮蔽治具固定并进行二次遮蔽,遮蔽过程中仅漏出所述工件的顶部表面;步骤五:在工件的顶部喷涂一层彩色油漆,喷后静置,烘烤;步骤六:在彩色油漆上喷涂一层UV透明漆;并通过紫外线照射固化。该PVD双色喷涂方法解决了遮蔽缝隙的问题,避免了溢漆;喷漆后,不仅提高了产品的耐磨性,提高了产品的良率,而

一种针对护栏栏杆的双色材料喷涂装置.pdf
本发明涉及一种针对护栏栏杆的双色材料喷涂装置,包括底板,所述底板开有滑槽,滑槽上水平滑动安装有活动架,所述活动架下部连接有丝杠,活动架上部通过轴承安装有圆筒,圆筒右侧设有横截面为方形的内槽,内槽内滑动安装有方杆,方杆连接有上齿轮,所述丝杠连接有下齿轮,所述上齿轮与下齿轮之间设有与二者啮合相配的不完全齿轮,所述不完全齿轮连接有电机。本发明自动化程度高,通过轮齿交替式啮合传动,配合丝杠螺母传动以及两个喷枪的上下滑动,能够实现将护栏上的每根栏杆按照自右向左顺序进行依次双色防护材料的喷涂加工,控制操作便捷。
一种便于控制喷涂量的车辆喷涂装置.pdf
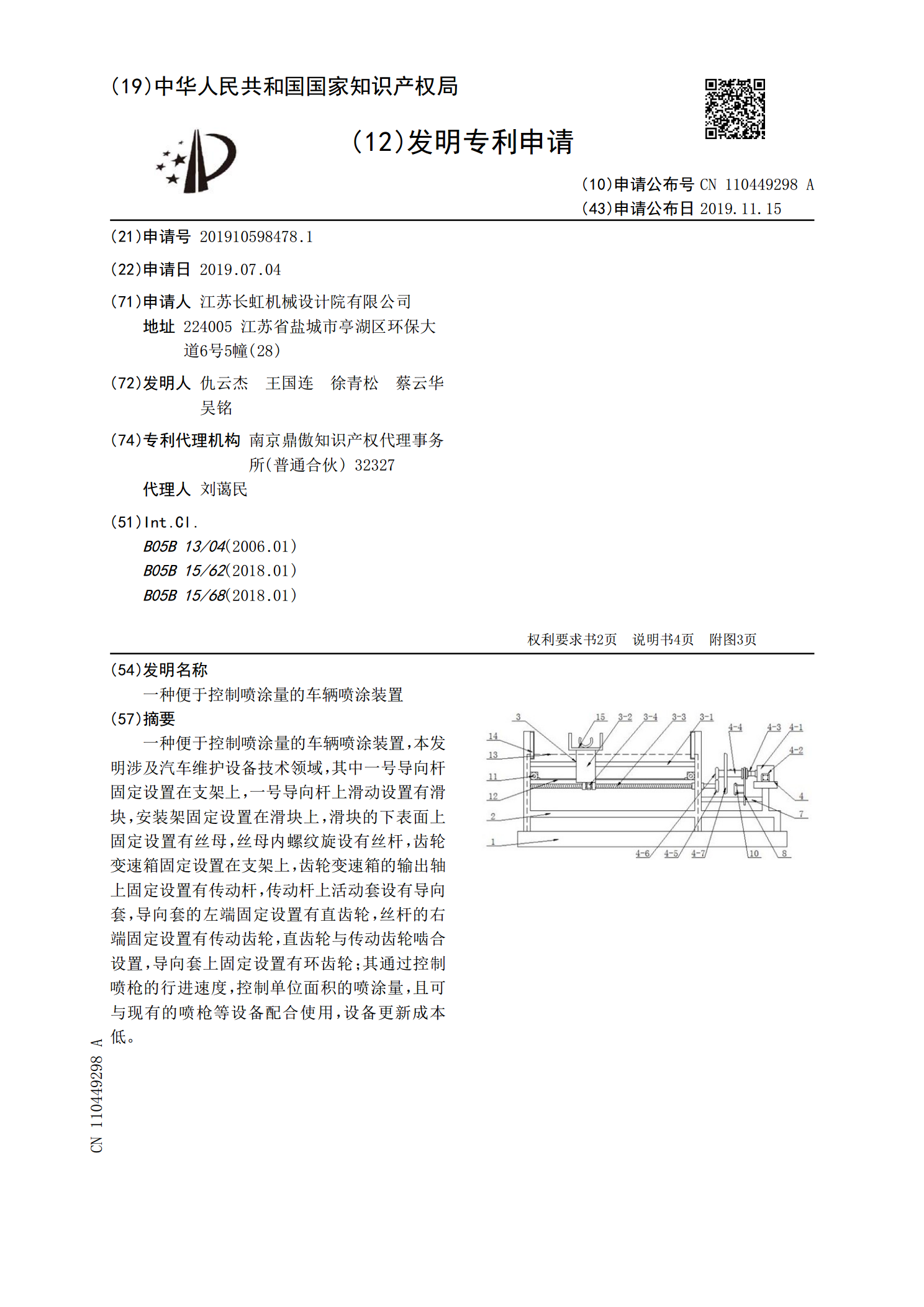
一种便于控制喷涂量的车辆喷涂装置,本发明涉及汽车维护设备技术领域,其中一号导向杆固定设置在支架上,一号导向杆上滑动设置有滑块,安装架固定设置在滑块上,滑块的下表面上固定设置有丝母,丝母内螺纹旋设有丝杆,齿轮变速箱固定设置在支架上,齿轮变速箱的输出轴上固定设置有传动杆,传动杆上活动套设有导向套,导向套的左端固定设置有直齿轮,丝杆的右端固定设置有传动齿轮,直齿轮与传动齿轮啮合设置,导向套上固定设置有环齿轮;其通过控制喷枪的行进速度,控制单位面积的喷涂量,且可与现有的喷枪等设备配合使用,设备更新成本低。