
一种用于汽车外观饰件的胶接结构.pdf

傲丝****账号


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于汽车外观饰件的胶接结构.pdf
本发明公开了一种用于汽车外观饰件的胶接结构,包括钉柱底座和填胶机构,所述钉柱底座的一端面为胶接面;所述填胶机构设置在所述胶接面上,所述填胶机构包括多个用于胶接外观饰件的胶接仓室,所述胶接仓室包括用于排出多余胶水的胶水外溢缺口。本发明在钉柱底座的胶接面增设填胶机构,通过在每个胶接仓室内填充足量的胶水,在按压过程中胶接仓室内多余的胶水会从胶水外溢缺口出溢出。从而实现保障胶接处填充胶水的厚度均匀一致的目的。进而避免胶水固化收缩后,因胶水分布不均对外观饰件表面产生局部应力,导致出现外观饰件表面出现折光变形。

一种用于汽车外观饰条的整形专机.pdf
本发明属于汽车零部件生产工装技术领域,提供了一种用于汽车外观饰条的整形专机,包括主机板、主体部分定位部件、扭转放置基座以及扭转部件,主体定位部件设置在主机板的中间位置上,外观饰条的主体部分位于主体定位部件上,主体定位部件用于对外观饰条的主体部分进行定位,扭转部件位于扭转放置基座上,外观饰条的扭转部分插入扭转部件后所述的扭转部件用于对扭转部分任意角度的扭转整形。本发明的优点在于通过齿轮齿条结构,可以实现对产品任意角度的扭转,互换性好,仿形块可以更换,一台专机可以实现对不同的产品的整形,更换仿形块即可实现,结

一种用于控制大尺寸大曲率结构胶接件变形的方法.pdf
本发明涉及一种用于控制大尺寸大曲率结构胶接件变形的方法,包括以下步骤:步骤1:在成型模中装载结构胶接件进行工装热分布试验,确定热电偶的位置;步骤2:根据工装热分布试验结果,选择控制固化温度的热电偶;步骤3:根据结构胶接件内外蒙皮的温度差大小及对应的温度,选择胶膜固化前不同的温度点;步骤4:恒温后以0.5-1.5℃/min的升温速率升温至固化温度进行固化,然后以小于3℃/min的降温速率进行降温;步骤5:降温至60℃以下出炉。本发明有效的保证了结构胶接件的内外蒙皮固化的同步性,与传统使用的固化参数相比,减少
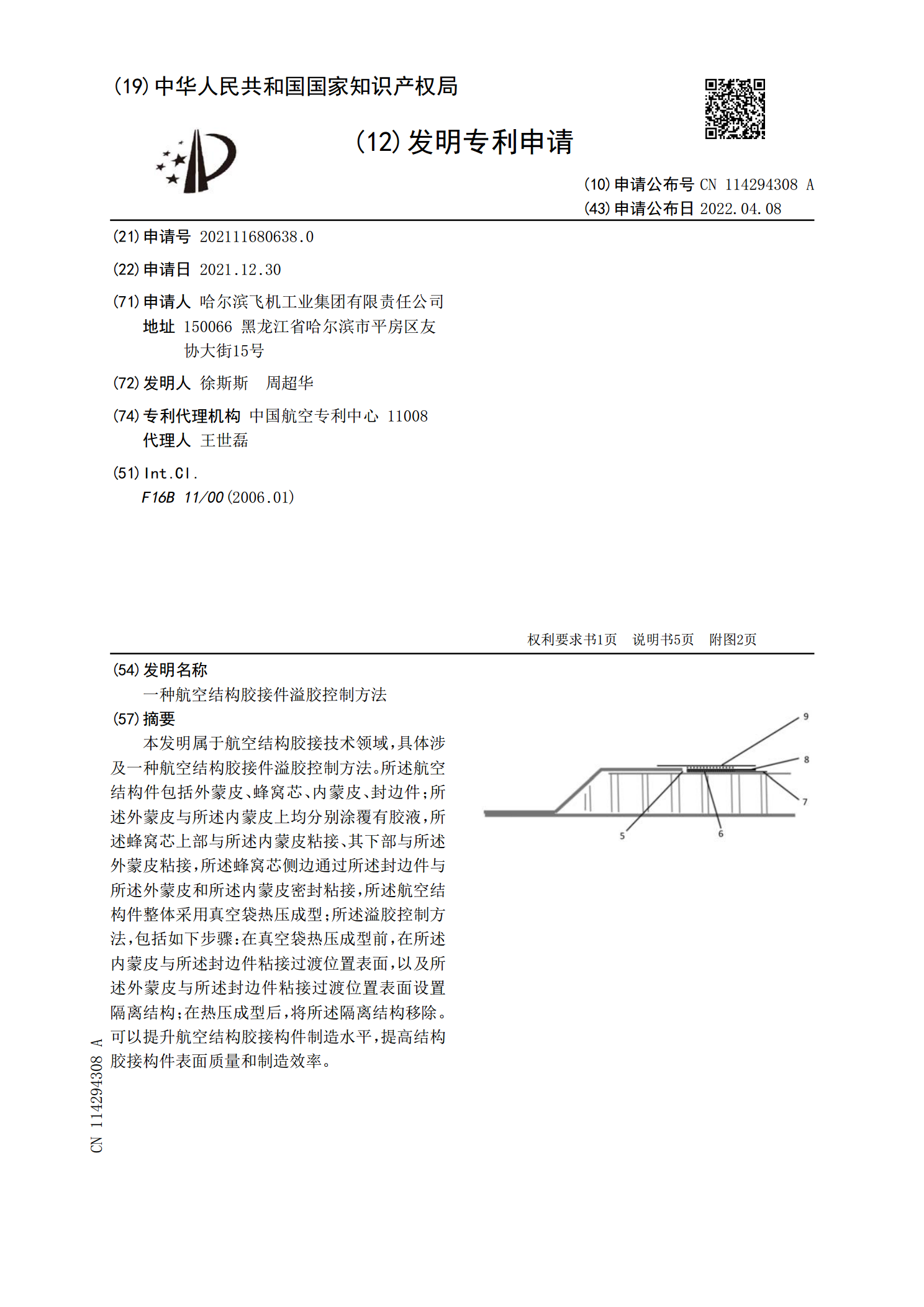
一种航空结构胶接件溢胶控制方法.pdf
本发明属于航空结构胶接技术领域,具体涉及一种航空结构胶接件溢胶控制方法。所述航空结构件包括外蒙皮、蜂窝芯、内蒙皮、封边件;所述外蒙皮与所述内蒙皮上均分别涂覆有胶液,所述蜂窝芯上部与所述内蒙皮粘接、其下部与所述外蒙皮粘接,所述蜂窝芯侧边通过所述封边件与所述外蒙皮和所述内蒙皮密封粘接,所述航空结构件整体采用真空袋热压成型;所述溢胶控制方法,包括如下步骤:在真空袋热压成型前,在所述内蒙皮与所述封边件粘接过渡位置表面,以及所述外蒙皮与所述封边件粘接过渡位置表面设置隔离结构;在热压成型后,将所述隔离结构移除。可以提
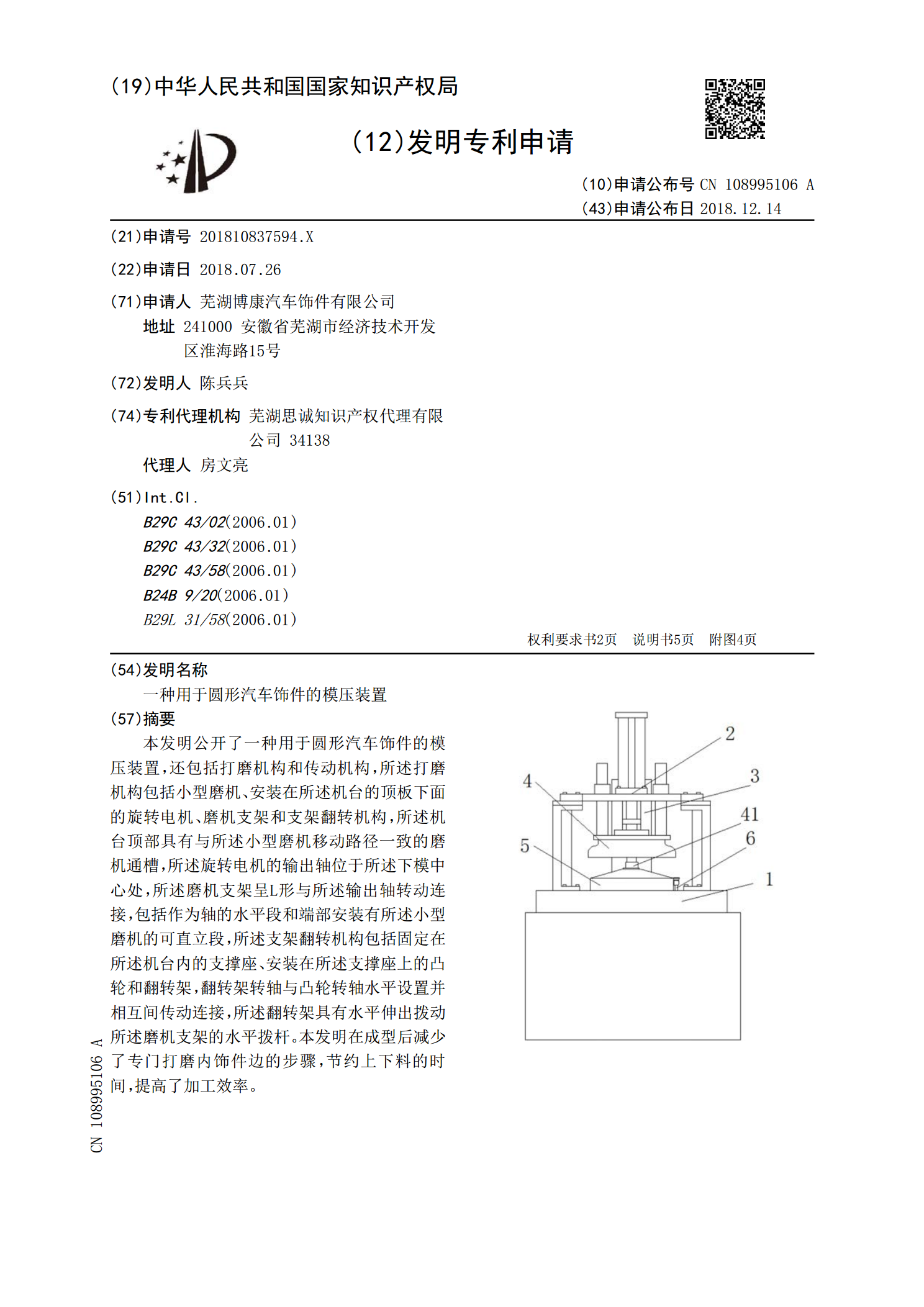
一种用于圆形汽车饰件的模压装置.pdf
本发明公开了一种用于圆形汽车饰件的模压装置,还包括打磨机构和传动机构,所述打磨机构包括小型磨机、安装在所述机台的顶板下面的旋转电机、磨机支架和支架翻转机构,所述机台顶部具有与所述小型磨机移动路径一致的磨机通槽,所述旋转电机的输出轴位于所述下模中心处,所述磨机支架呈L形与所述输出轴转动连接,包括作为轴的水平段和端部安装有所述小型磨机的可直立段,所述支架翻转机构包括固定在所述机台内的支撑座、安装在所述支撑座上的凸轮和翻转架,翻转架转轴与凸轮转轴水平设置并相互间传动连接,所述翻转架具有水平伸出拨动所述磨机支架的