
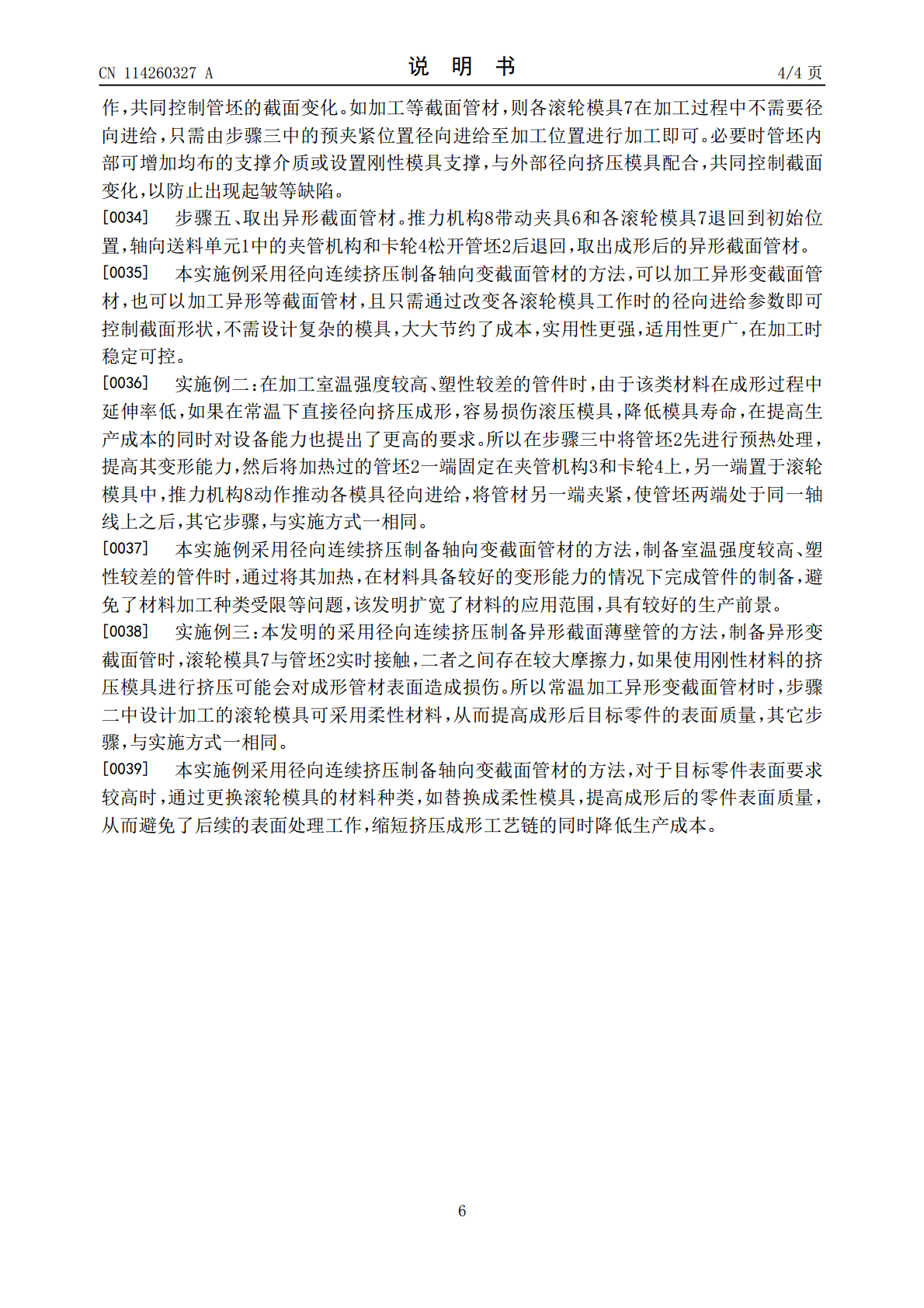
径向连续挤压制备轴向变截面管材的方法.pdf

雨巷****彦峰

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
径向连续挤压制备轴向变截面管材的方法.pdf
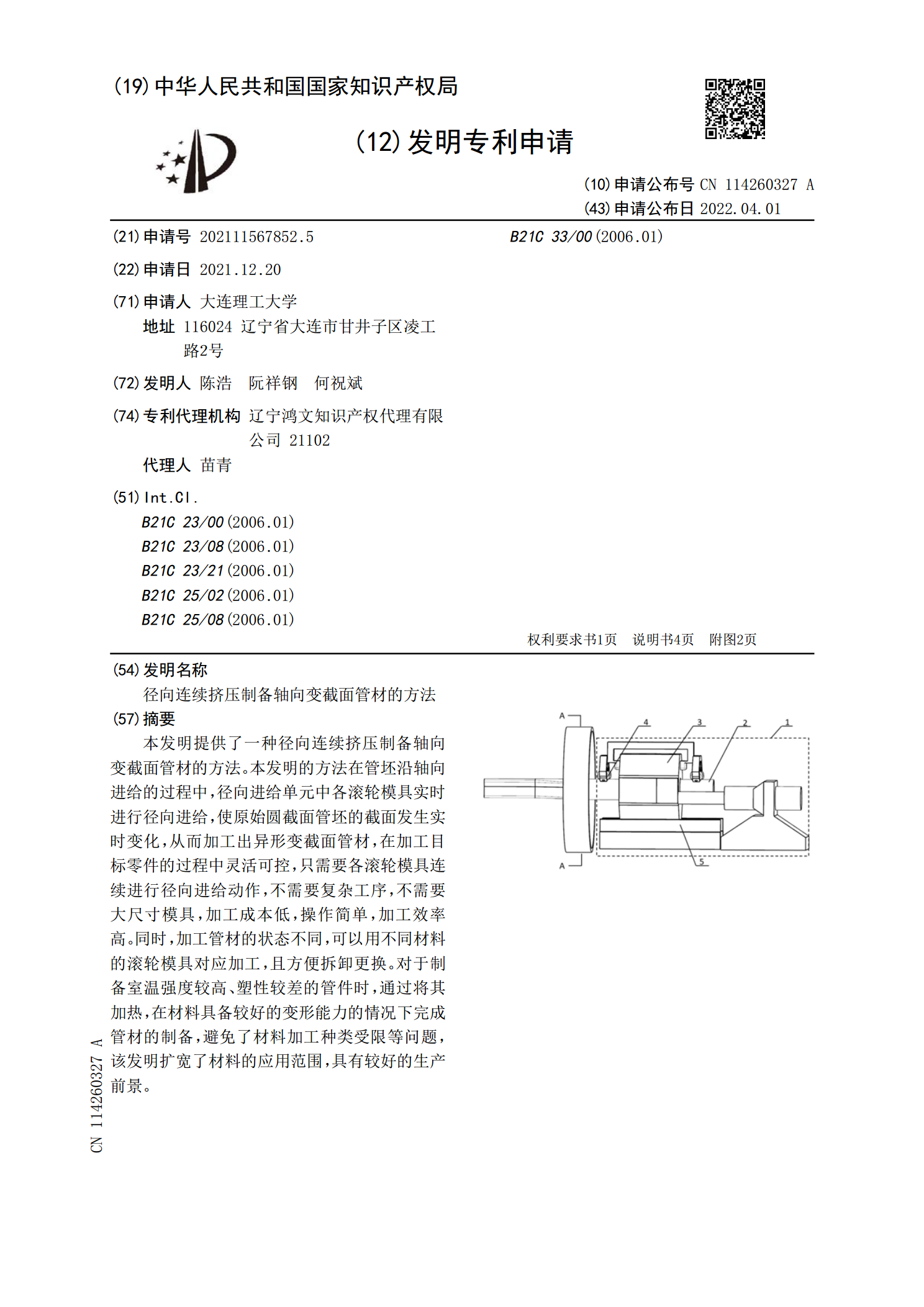
本发明提供了一种径向连续挤压制备轴向变截面管材的方法。本发明的方法在管坯沿轴向进给的过程中,径向进给单元中各滚轮模具实时进行径向进给,使原始圆截面管坯的截面发生实时变化,从而加工出异形变截面管材,在加工目标零件的过程中灵活可控,只需要各滚轮模具连续进行径向进给动作,不需要复杂工序,不需要大尺寸模具,加工成本低,操作简单,加工效率高。同时,加工管材的状态不同,可以用不同材料的滚轮模具对应加工,且方便拆卸更换。对于制备室温强度较高、塑性较差的管件时,通过将其加热,在材料具备较好的变形能力的情况下完成管材的制备

非径向进料的连续挤压方法及挤压设备.pdf
本发明公开了一种非径向进料的连续挤压方法,包括以下步骤:a、坯料经过压实轮压下,通过旋转挤压轮沟槽与坯料之间的摩擦力进入挤压工具;b、当坯料前进到挡料块后,坯料进入挤压工装进料口,挤压工装进料口中心线在挤压轮的弦线方向;c、在挤压工装进料口的末端设有金属成型容腔,在金属成型容腔末端安装有模具,产品通过模具挤出,然后经过射流冷却装置进行快速冷却。本发明一种非径向进料的连续挤压方法和挤压设备,不同于连续等通道转角挤压,连续等通道转角挤压在整个加工过程中,坯料的几何形状基本保持不变,其目的是利用剪切变形最终获得

一种异形管的径向连续挤压制备装置及方法.pdf
本发明公开了一种异形管的径向连续挤压制备装置及方法,包括熔炼炉、挤压轮,熔炼炉和挤压轮之间设置有收卷装置、校直装置和清洗装置,挤压轮中心设置有通孔,通孔内表面设置有键槽,挤压轮本体外表面设置有挤压槽,挤压轮上设置有模腔,模腔上设置有模具放置槽,模具放置槽内设置有阳模和阴模,挤压槽数量为两个具体包括挤压槽一和挤压槽二,熔炼炉设置有两个与挤压槽一、挤压槽二相互配合的出料口。本发明通过在挤压轮上设置两个挤压槽,材料沿着两个挤压槽传输到阳模的第一阳模进料口、第二阳模进料口后进入阴模内进行无缝焊接成型,整个过程可以

变截面空心轴锻件挤压成型方法.pdf
本发明涉变截面空心轴锻件挤压成型方法及一种超高强度钢空心轴成型领域,具体涉及变截面空心轴锻件挤压成型方法,将坯料锻压机上鐓粗;然后加工中心孔;将坯料放入预热炉内加热到预热温度,然后喷涂防氧化剂;将坯料放入锻造加热炉内加热到始锻温度;为坯料、上锻模和下锻模涂覆表面润滑剂;上锻模和下锻模安装在上、下砧上,将坯料转运到下锻模型腔内,合模;去除表面余量,并进行热处理。本发明一步成形制中心带有通孔的轴件,流线完整且分布合理,结构强度高,应变分布均匀,残余应力低,不仅提高了锻件质量、材料利用率、锻件尺寸精度,而且降低
一种镁合金连续变截面大变形挤压加工成型方法.pdf
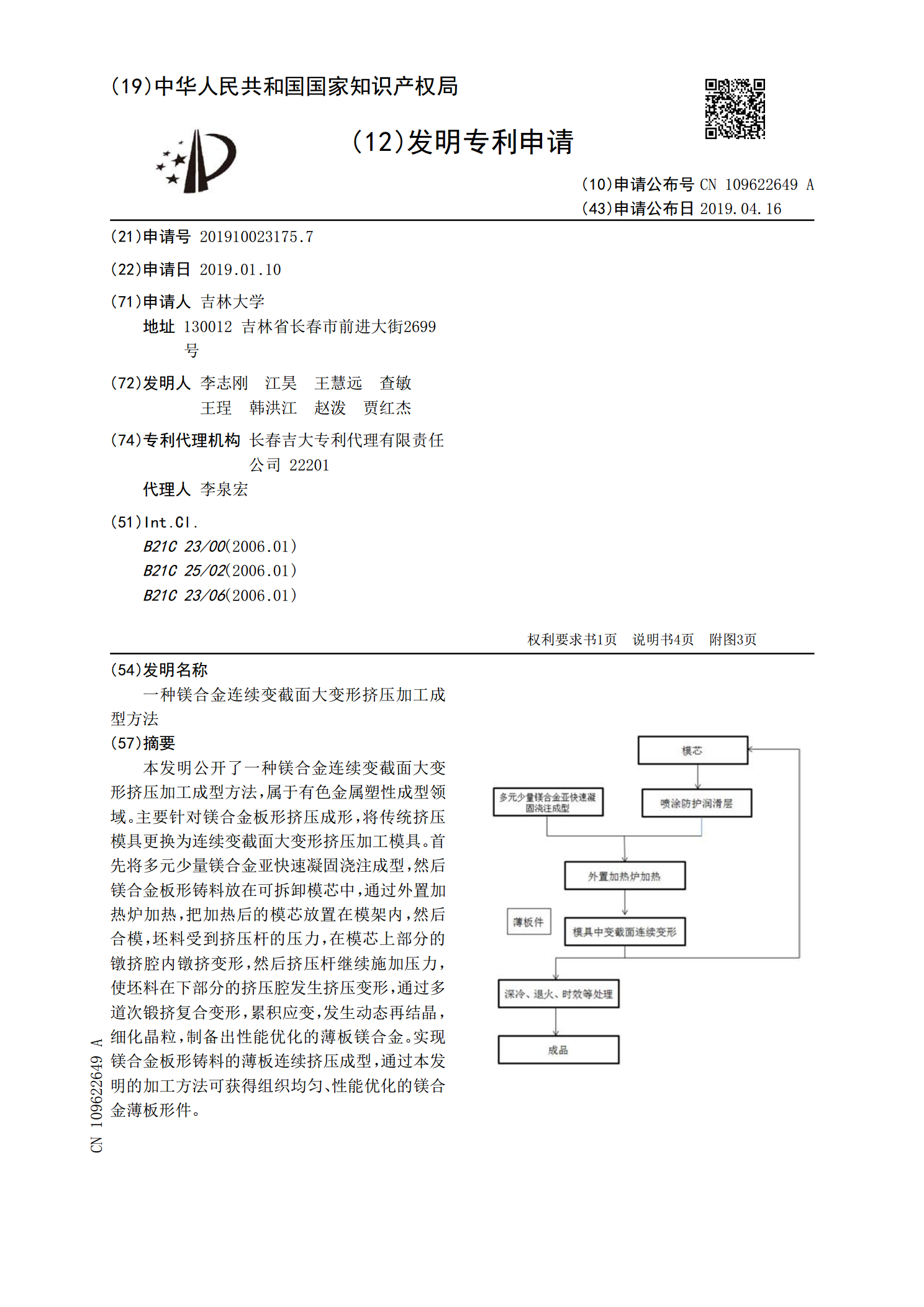
本发明公开了一种镁合金连续变截面大变形挤压加工成型方法,属于有色金属塑性成型领域。主要针对镁合金板形挤压成形,将传统挤压模具更换为连续变截面大变形挤压加工模具。首先将多元少量镁合金亚快速凝固浇注成型,然后镁合金板形铸料放在可拆卸模芯中,通过外置加热炉加热,把加热后的模芯放置在模架内,然后合模,坯料受到挤压杆的压力,在模芯上部分的镦挤腔内镦挤变形,然后挤压杆继续施加压力,使坯料在下部分的挤压腔发生挤压变形,通过多道次锻挤复合变形,累积应变,发生动态再结晶,细化晶粒,制备出性能优化的薄板镁合金。实现镁合金板形