
一种大型铝合金舱段件校形工装及方法.pdf

醉香****mm


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型铝合金舱段件校形工装及方法.pdf
本发明涉及一种大型铝合金舱段件校形工装及方法,属于机械加工技术领域,解决了目前冷校形或热校形方法不能解决大型铝合金舱段件局部变形的问题。一种大型铝合金舱段件校形工装,包括舱段内壁支撑组件和舱段外壁支撑组件;舱段内壁支撑组件包括至少一个第一支撑工装,第一支撑工装置于舱段筒体内部,用于支撑所述大型铝合金舱段件的内部空间;舱段外壁支撑组件包括至少一个第二支撑工装和至少一个第三支撑工装;第二支撑工装置于舱段筒体外部,用于支撑铝合金舱段件内凹区域外形面;第三支撑工装套设于铝合金舱段件的外形面。本发明的工装及方法,提
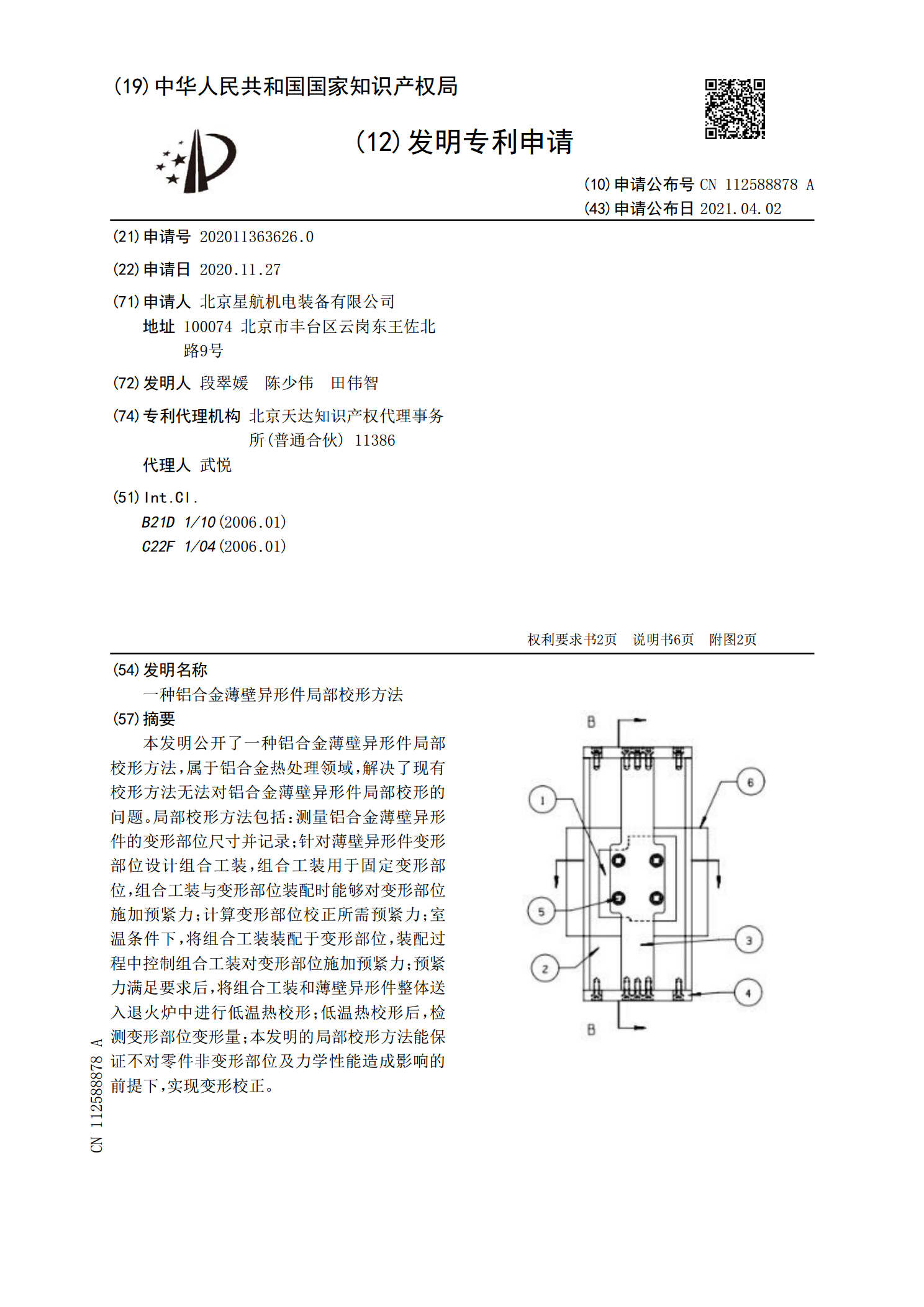
一种铝合金薄壁异形件局部校形方法.pdf
本发明公开了一种铝合金薄壁异形件局部校形方法,属于铝合金热处理领域,解决了现有校形方法无法对铝合金薄壁异形件局部校形的问题。局部校形方法包括:测量铝合金薄壁异形件的变形部位尺寸并记录;针对薄壁异形件变形部位设计组合工装,组合工装用于固定变形部位,组合工装与变形部位装配时能够对变形部位施加预紧力;计算变形部位校正所需预紧力;室温条件下,将组合工装装配于变形部位,装配过程中控制组合工装对变形部位施加预紧力;预紧力满足要求后,将组合工装和薄壁异形件整体送入退火炉中进行低温热校形;低温热校形后,检测变形部位变形量

一种大型薄壁舱段壳体加工方法及夹具.pdf
本发明涉及一种大型薄壁舱段壳体加工方法,包括如下步骤:铸造壳体时在壳体外形上预留基准凸台,粗加工划线基准,找平壳体前后端面,进行粗加工;根据上述第一步的加工基准,粗加工外形内腔,加工完成后进行时效处理,检测壳体的时效处理前、后形位公差变形量;根据壳体变形规律分析壳体异形端各部分余量,判断是否需要借量,完成半精加工壳体的外形和内腔,加工完成后进行时效处理;检测壳体第四步中时效处理前、后形位公差的变形量,进一步摸索壳体变形规律,完成壳体的精加工;终检壳体所有尺寸,合格后入库。本发明还涉及一种基于上述方法使用的
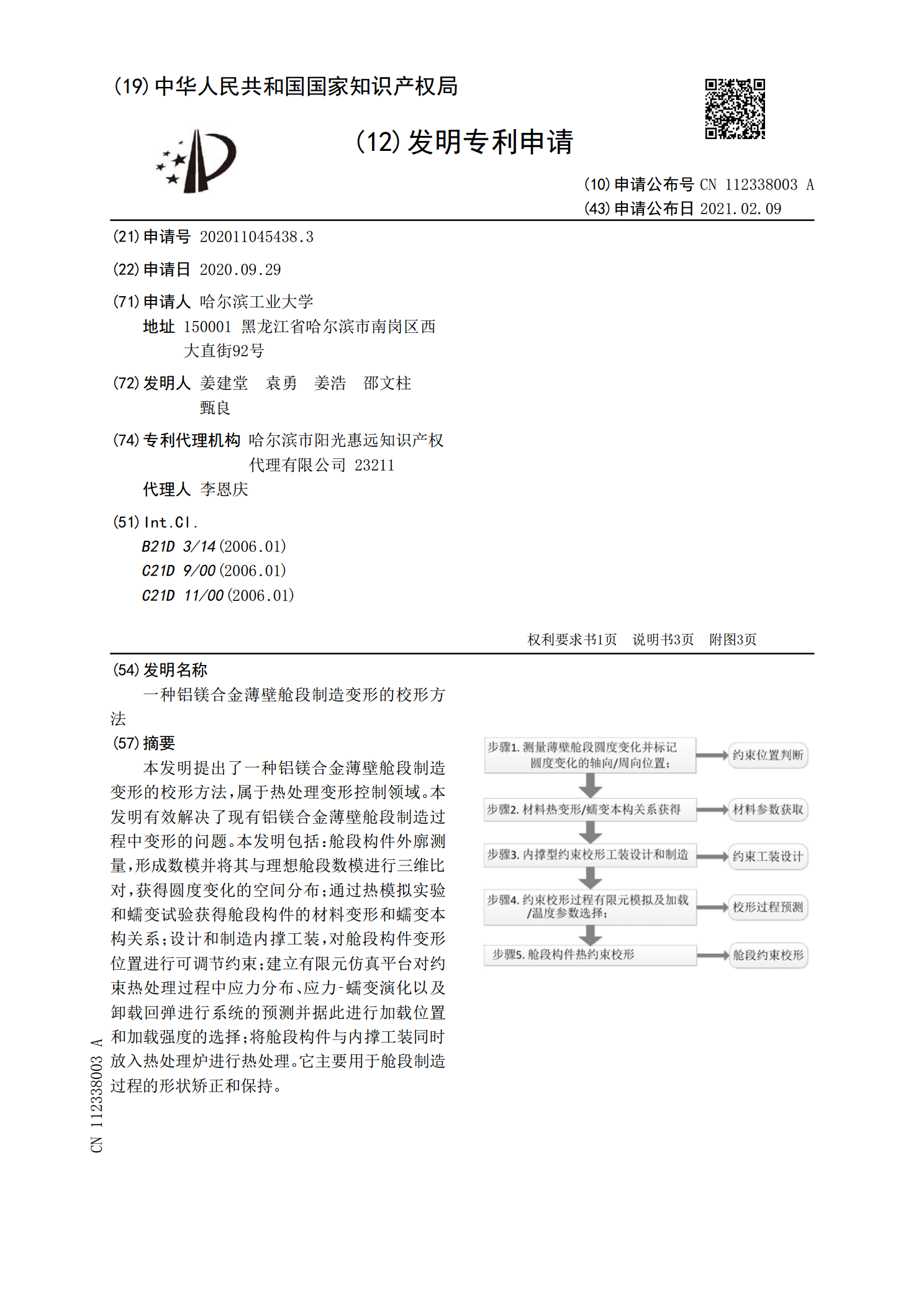
一种铝镁合金薄壁舱段制造变形的校形方法.pdf
本发明提出了一种铝镁合金薄壁舱段制造变形的校形方法,属于热处理变形控制领域。本发明有效解决了现有铝镁合金薄壁舱段制造过程中变形的问题。本发明包括:舱段构件外廓测量,形成数模并将其与理想舱段数模进行三维比对,获得圆度变化的空间分布;通过热模拟实验和蠕变试验获得舱段构件的材料变形和蠕变本构关系;设计和制造内撑工装,对舱段构件变形位置进行可调节约束;建立有限元仿真平台对约束热处理过程中应力分布、应力‑蠕变演化以及卸载回弹进行系统的预测并据此进行加载位置和加载强度的选择;将舱段构件与内撑工装同时放入热处理炉进行热
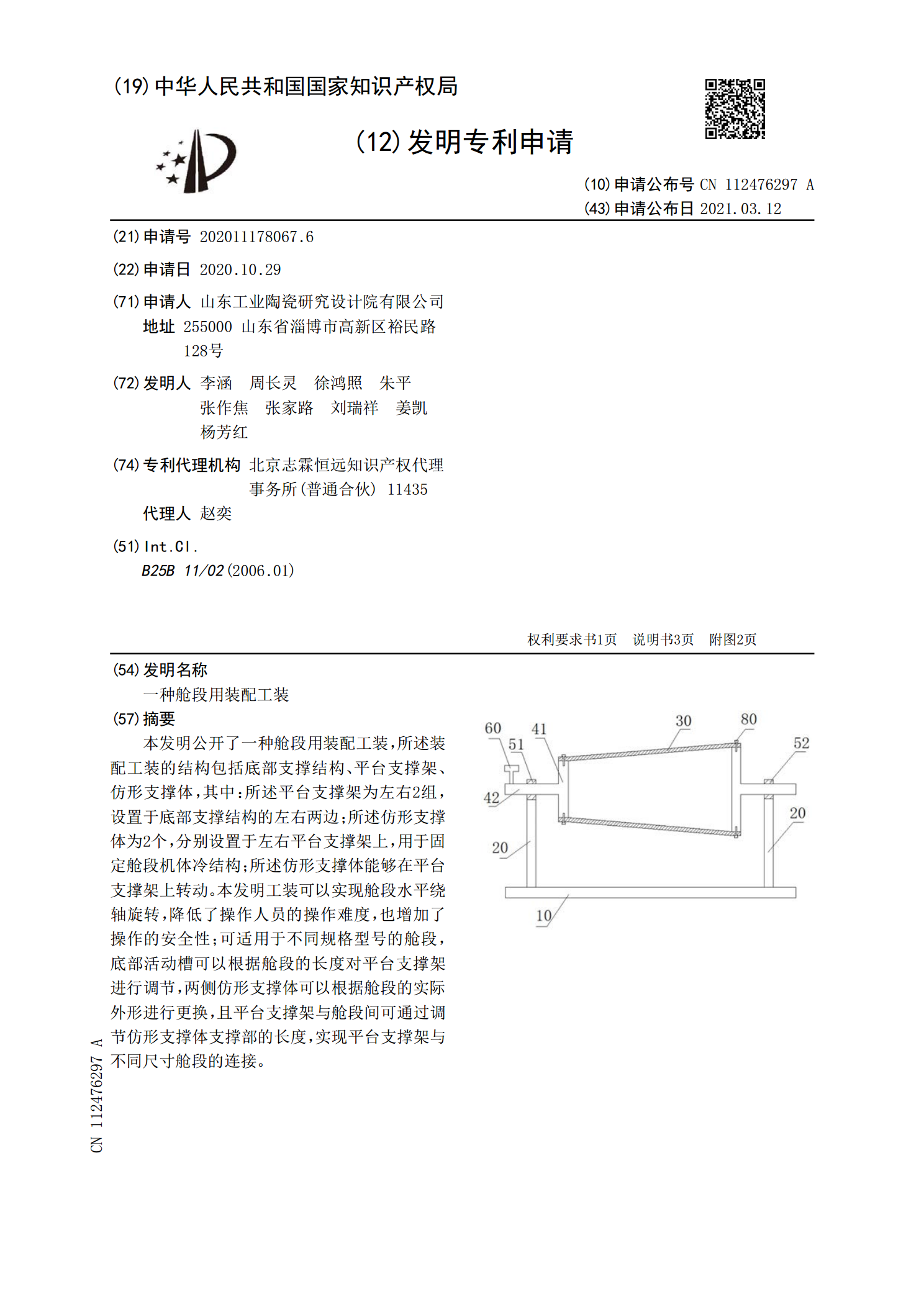
一种舱段用装配工装.pdf
本发明公开了一种舱段用装配工装,所述装配工装的结构包括底部支撑结构、平台支撑架、仿形支撑体,其中:所述平台支撑架为左右2组,设置于底部支撑结构的左右两边;所述仿形支撑体为2个,分别设置于左右平台支撑架上,用于固定舱段机体冷结构;所述仿形支撑体能够在平台支撑架上转动。本发明工装可以实现舱段水平绕轴旋转,降低了操作人员的操作难度,也增加了操作的安全性;可适用于不同规格型号的舱段,底部活动槽可以根据舱段的长度对平台支撑架进行调节,两侧仿形支撑体可以根据舱段的实际外形进行更换,且平台支撑架与舱段间可通过调节仿形支