
一种中性硼硅玻璃管表面精准喷涂设备及喷涂方法.pdf

篷璐****爱吗

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中性硼硅玻璃管表面精准喷涂设备及喷涂方法.pdf
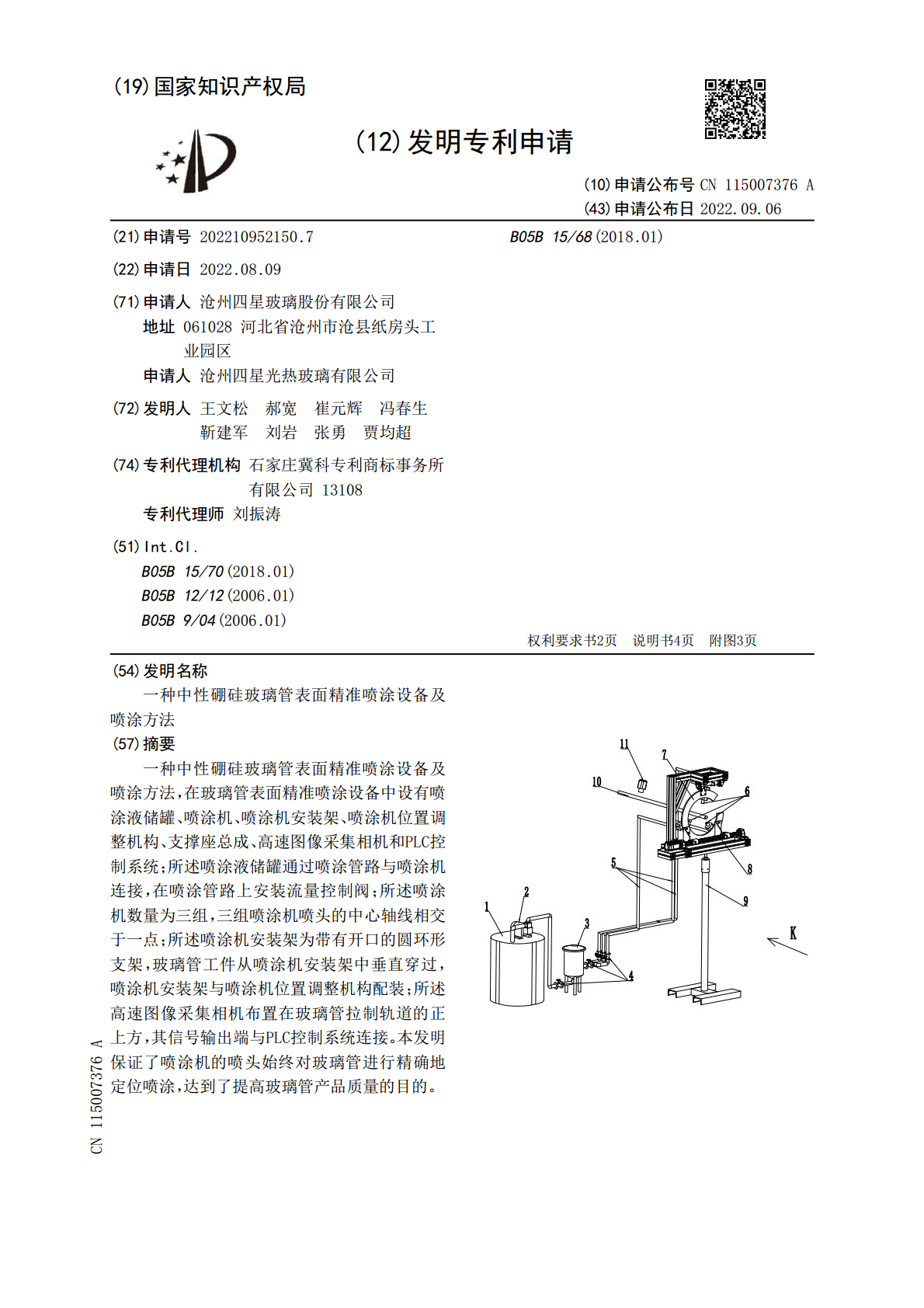
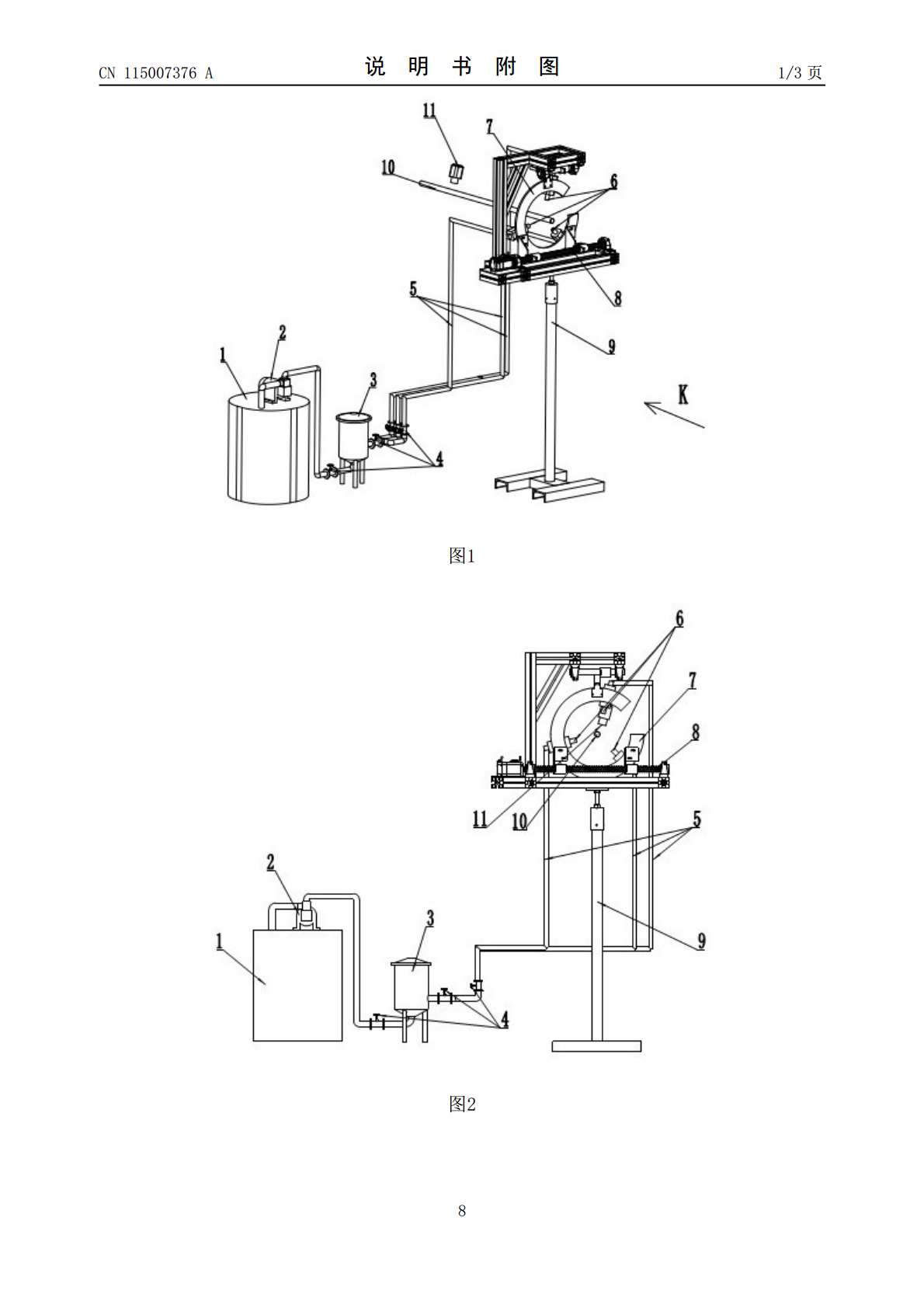
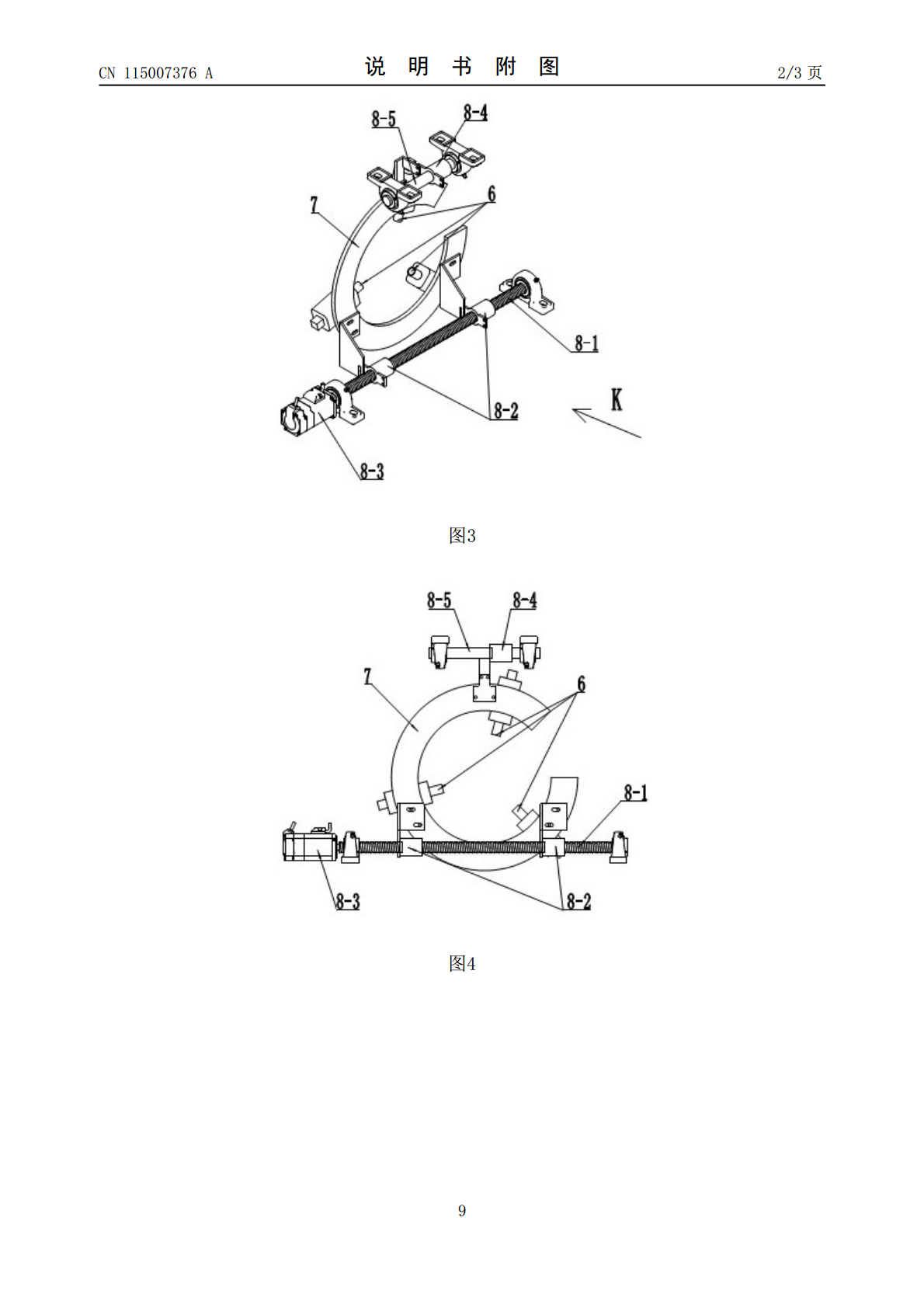
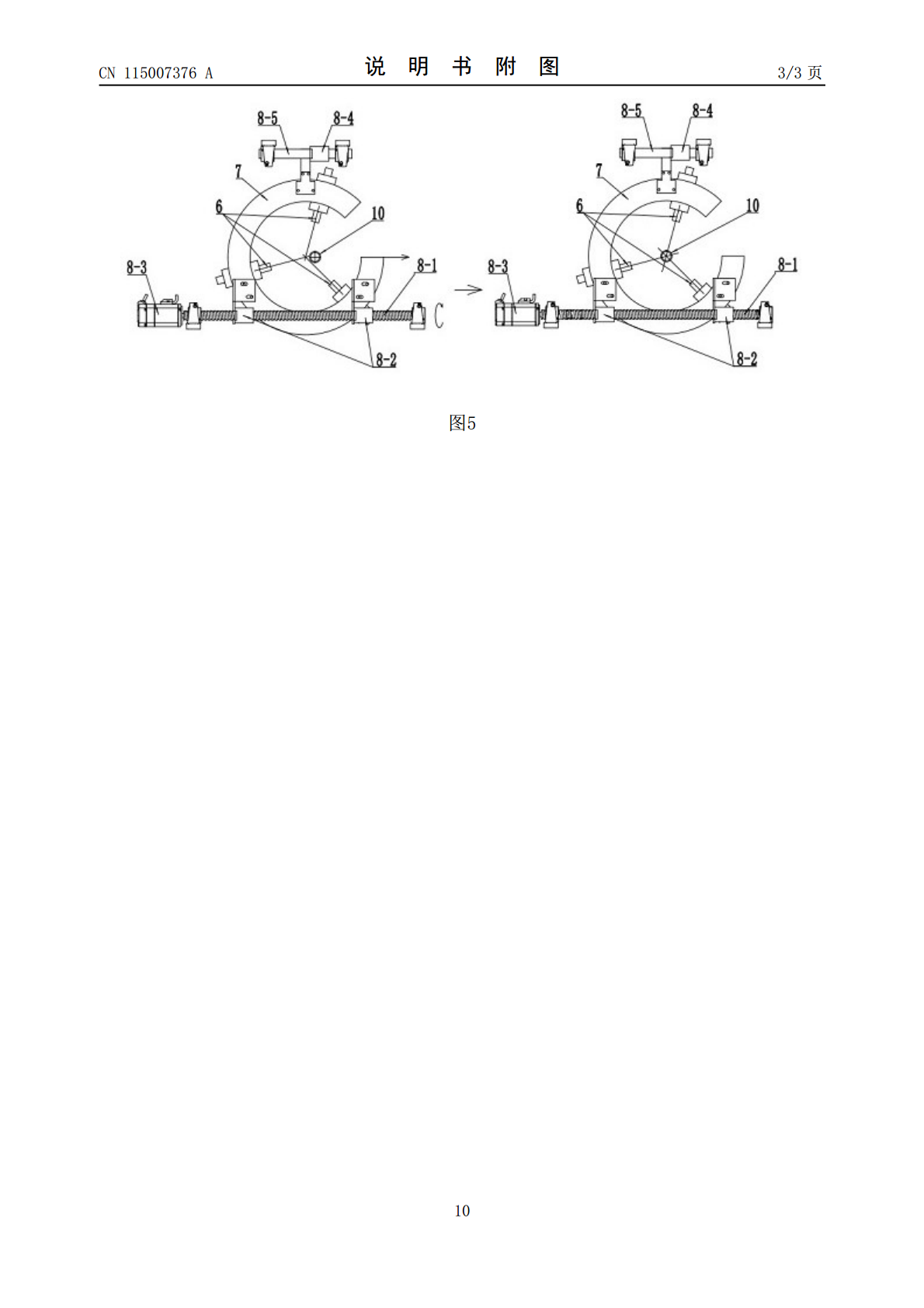
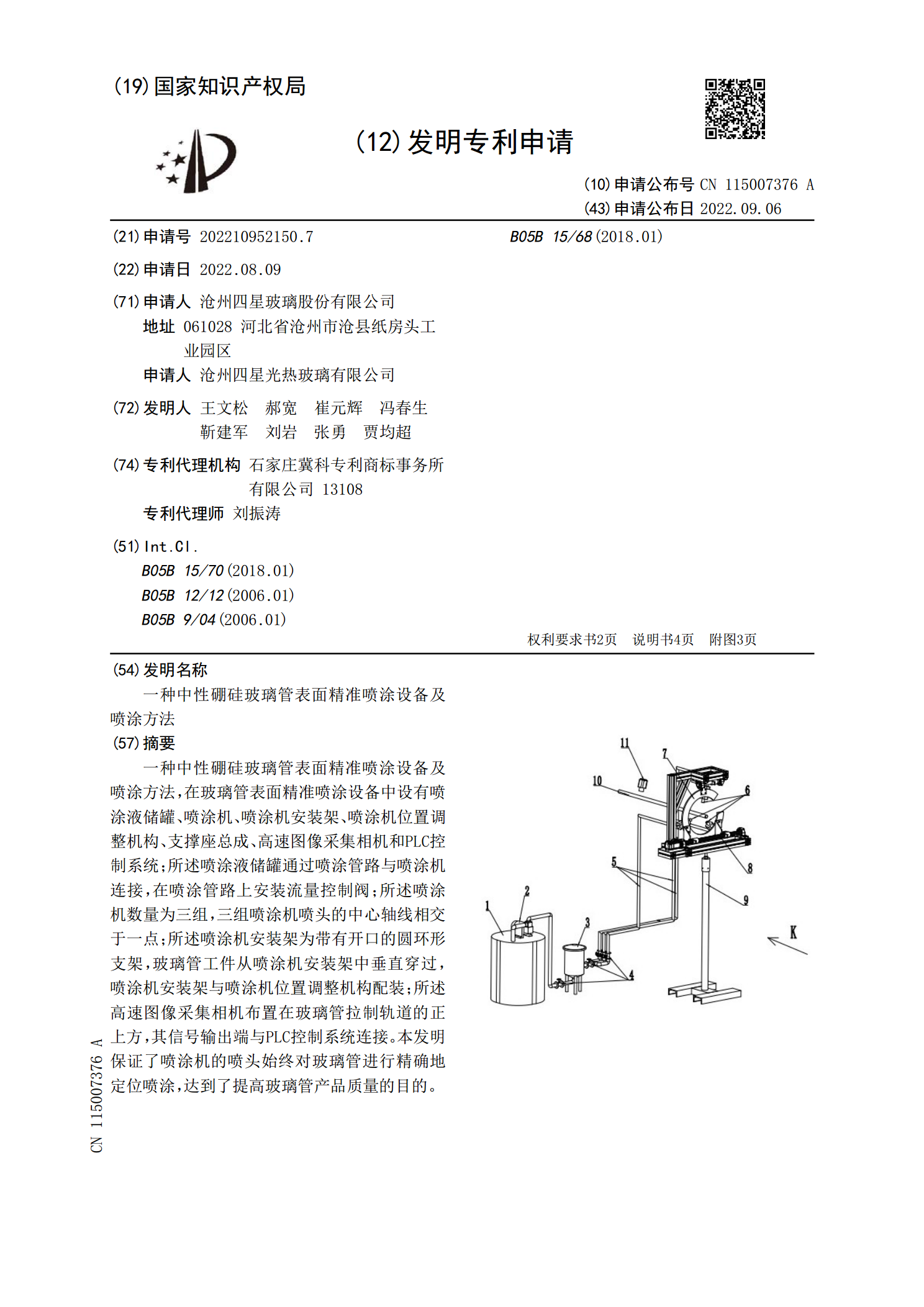
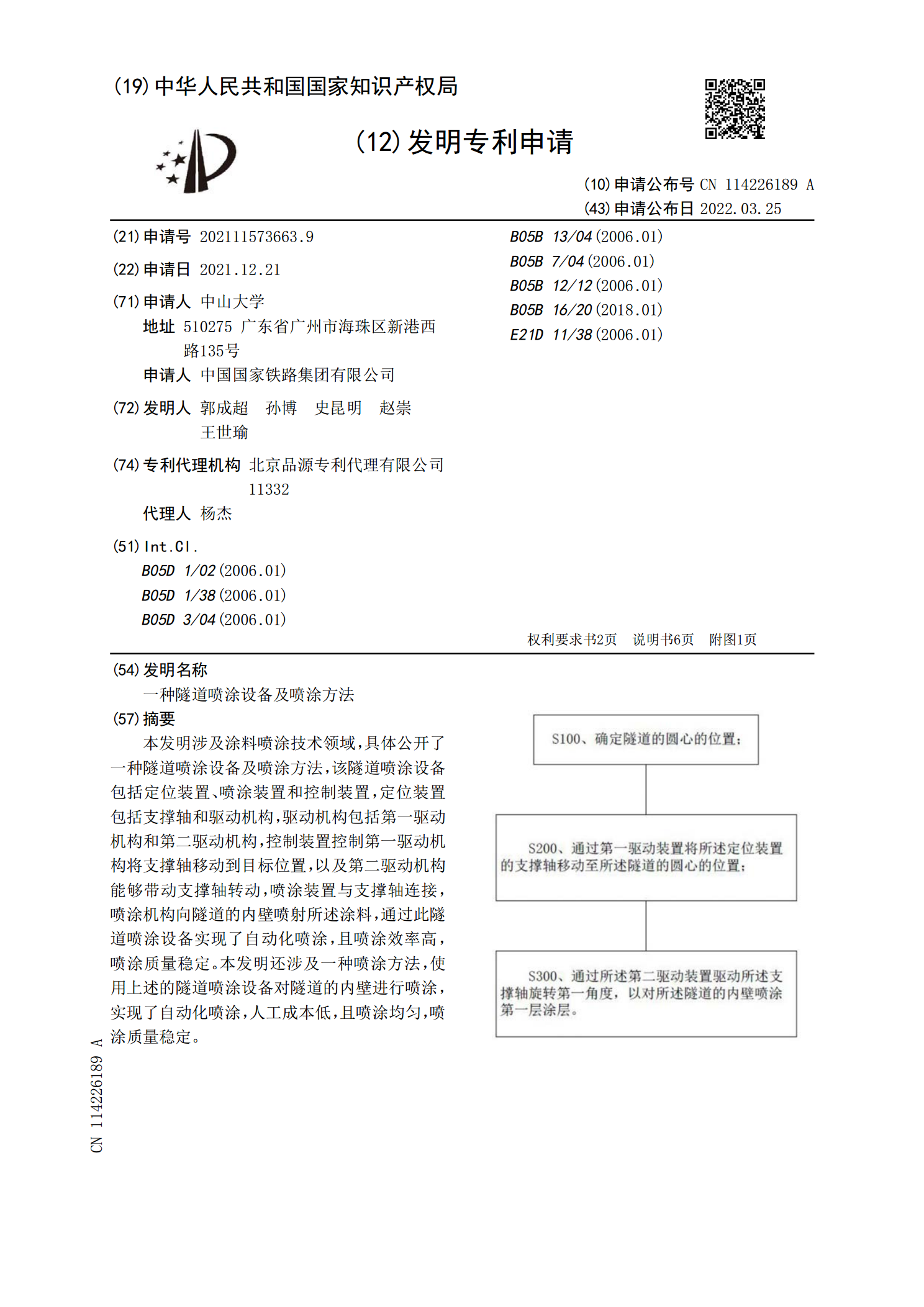
一种中性硼硅玻璃管表面精准喷涂设备及喷涂方法,在玻璃管表面精准喷涂设备中设有喷涂液储罐、喷涂机、喷涂机安装架、喷涂机位置调整机构、支撑座总成、高速图像采集相机和PLC控制系统;所述喷涂液储罐通过喷涂管路与喷涂机连接,在喷涂管路上安装流量控制阀;所述喷涂机数量为三组,三组喷涂机喷头的中心轴线相交于一点;所述喷涂机安装架为带有开口的圆环形支架,玻璃管工件从喷涂机安装架中垂直穿过,喷涂机安装架与喷涂机位置调整机构配装;所述高速图像采集相机布置在玻璃管拉制轨道的正上方,其信号输出端与PLC控制系统连接。本发明保证
一种隧道喷涂设备及喷涂方法.pdf
本发明涉及涂料喷涂技术领域,具体公开了一种隧道喷涂设备及喷涂方法,该隧道喷涂设备包括定位装置、喷涂装置和控制装置,定位装置包括支撑轴和驱动机构,驱动机构包括第一驱动机构和第二驱动机构,控制装置控制第一驱动机构将支撑轴移动到目标位置,以及第二驱动机构能够带动支撑轴转动,喷涂装置与支撑轴连接,喷涂机构向隧道的内壁喷射所述涂料,通过此隧道喷涂设备实现了自动化喷涂,且喷涂效率高,喷涂质量稳定。本发明还涉及一种喷涂方法,使用上述的隧道喷涂设备对隧道的内壁进行喷涂,实现了自动化喷涂,人工成本低,且喷涂均匀,喷涂质量稳

一种铝型材表面喷涂装置及其喷涂方法.pdf
本发明涉及喷涂装置技术领域,且公开了一种铝型材表面喷涂装置,包括握把,所述握把的底部分别安装有进气管和进气调节装置,所述握把的上部固定连接有涂料调节装置,所述涂料调节装置的中部固定连接有顶针。通过弧形扇叶和限位板的设置,当锥形环到达最大位置时,从下方气体通孔喷出的气流会吹动弧形扇叶,带动锥形环随着套筒同步旋转,此时弧形槽口在一个旋转周期内会依次对准上下两侧喷射孔,即在一定旋转角度内,只有一个喷射孔会对准一个弧形槽口,便于集中气体压力,将喷射孔中的残留涂料排出干净,同理,也可在进行喷涂工作前进行料腔内部残留

一种钢管表面喷涂设备专用移动喷涂装置.pdf
本发明涉及一种钢管表面喷涂设备专用移动喷涂装置,包括四根支撑脚;四根支撑脚上端安装有喷涂箱;喷涂箱的两侧安装有两个移动喷涂支链;移动喷涂支链包括焊接在喷涂箱侧壁上的支撑板;支撑板上端面通过电机座安装有驱动电机;驱动电机的输出端通过联轴器与驱动轴相连;驱动轴的末端通过轴承安装在喷涂箱侧壁上,且驱动轴的中部通过键安装有主动齿轮;主动齿轮与齿条柱相啮合;齿条柱焊接在侧T型安装柱上;侧T型安装柱与喷涂箱上的移动限位槽之间通过滑动配合方式相连。本发明可以实现钢管表面的快速均匀喷涂功能,具有操作简便、设备结构简单、涂

一种具有喷涂头保养功能的表面喷涂设备.pdf
本发明公开的一种具有喷涂头保养功能的表面喷涂设备,包括喷涂设备主体,所述喷涂设备主体内设有左右贯穿连通的工作腔,所述工作腔内上壁设有能前后左右上下移动的移动工作箱,所述移动工作箱内下端固定设有喷涂枪,本发明通过对升降处理使每一个喷涂工件在表面喷涂工作完成后能在狭小空间进行表面烘干,挺高了工件表面烘干的效率,并在喷涂枪进行长时间的喷涂后或需要长时间不使用喷涂机时,将喷涂枪进料管道内残留的喷料进行输出存储,并同时对喷涂枪喷涂口进行一定程度的清洁,进一步的保养了喷涂枪,提高了喷涂枪的使用寿命的同时进一步的提高了