
多层极耳激光焊接控制系统及激光焊接设备.pdf

书生****22

1/9

2/9
3/9

4/9
5/9

6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多层极耳激光焊接控制系统及激光焊接设备.pdf
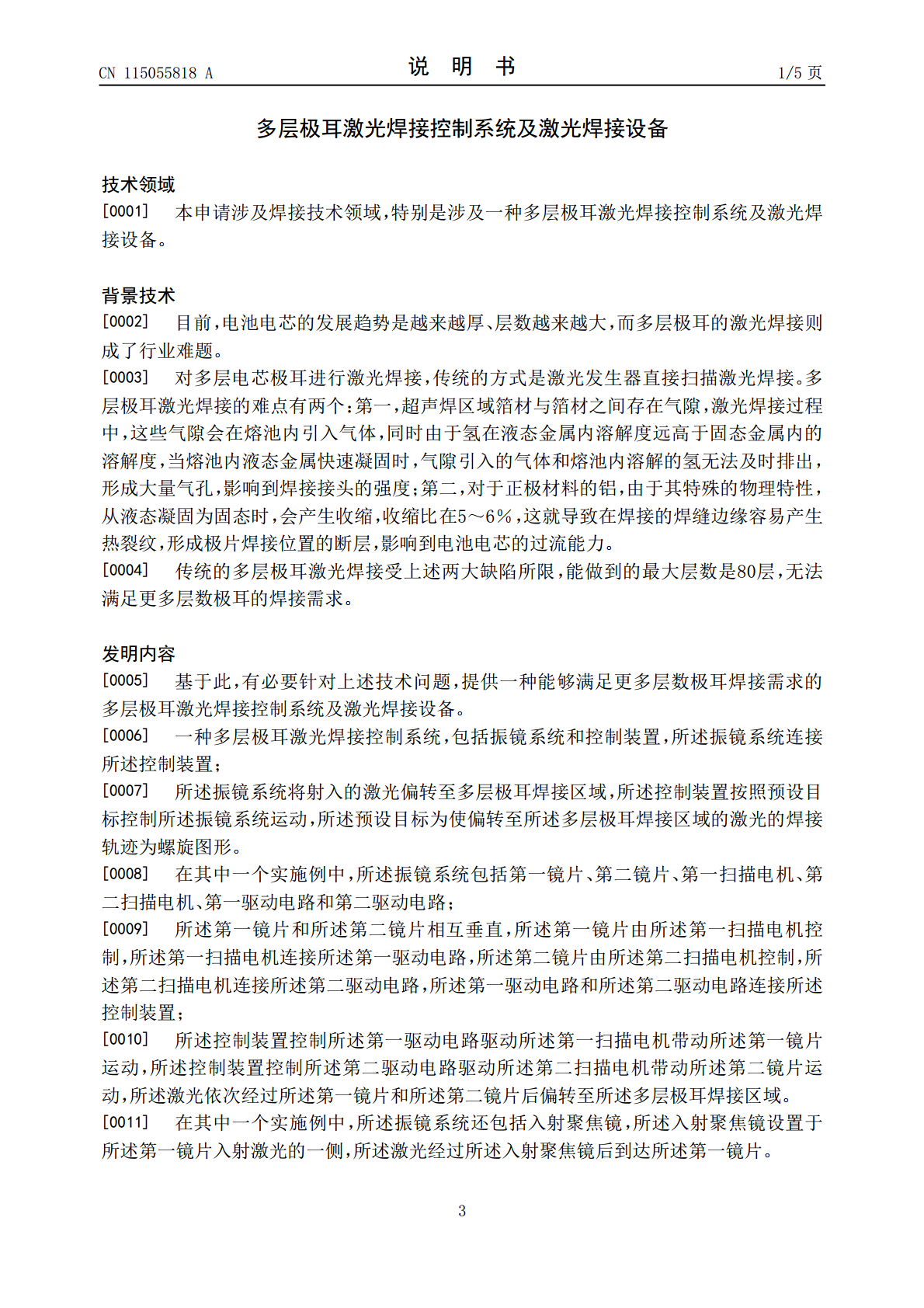
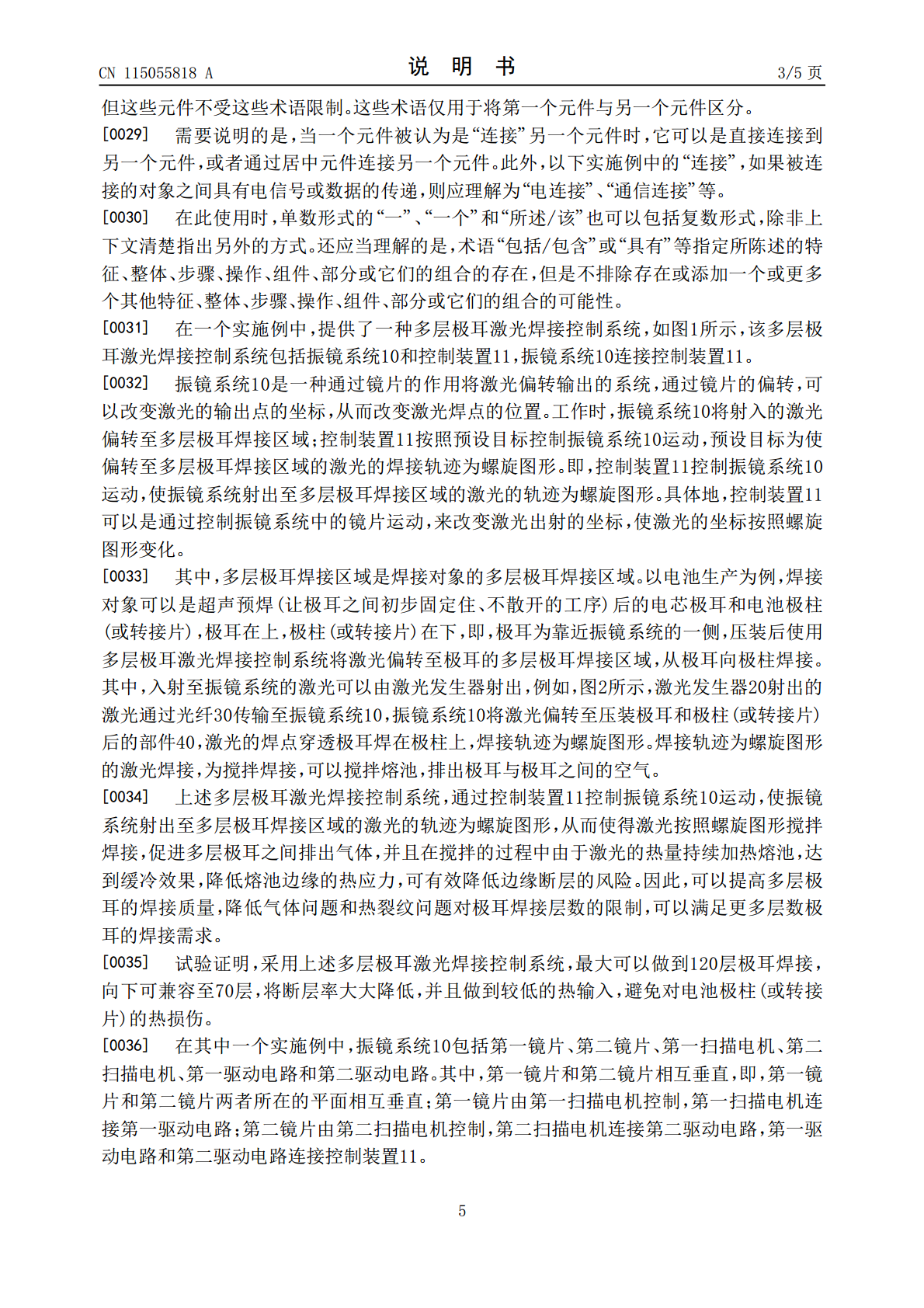
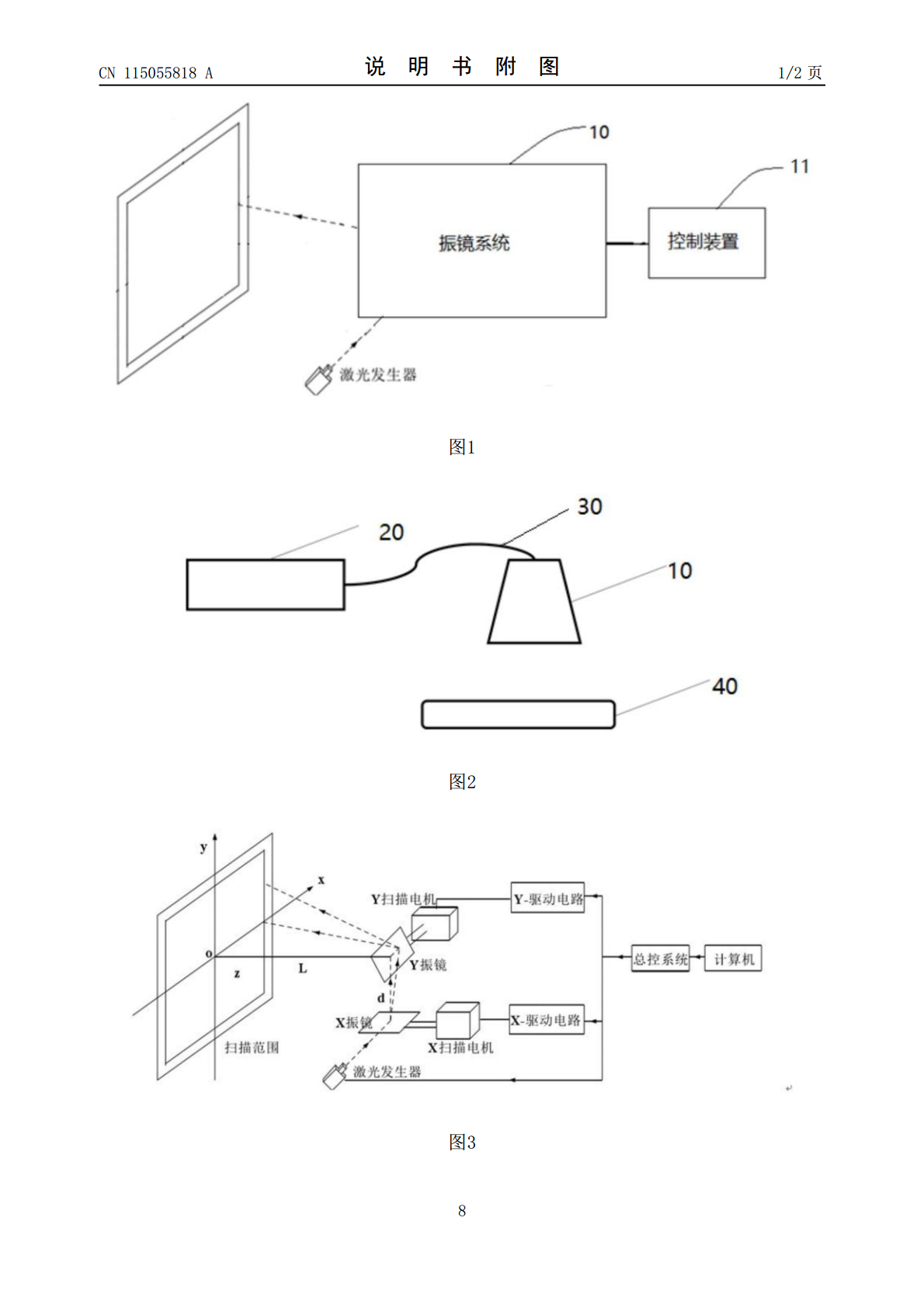
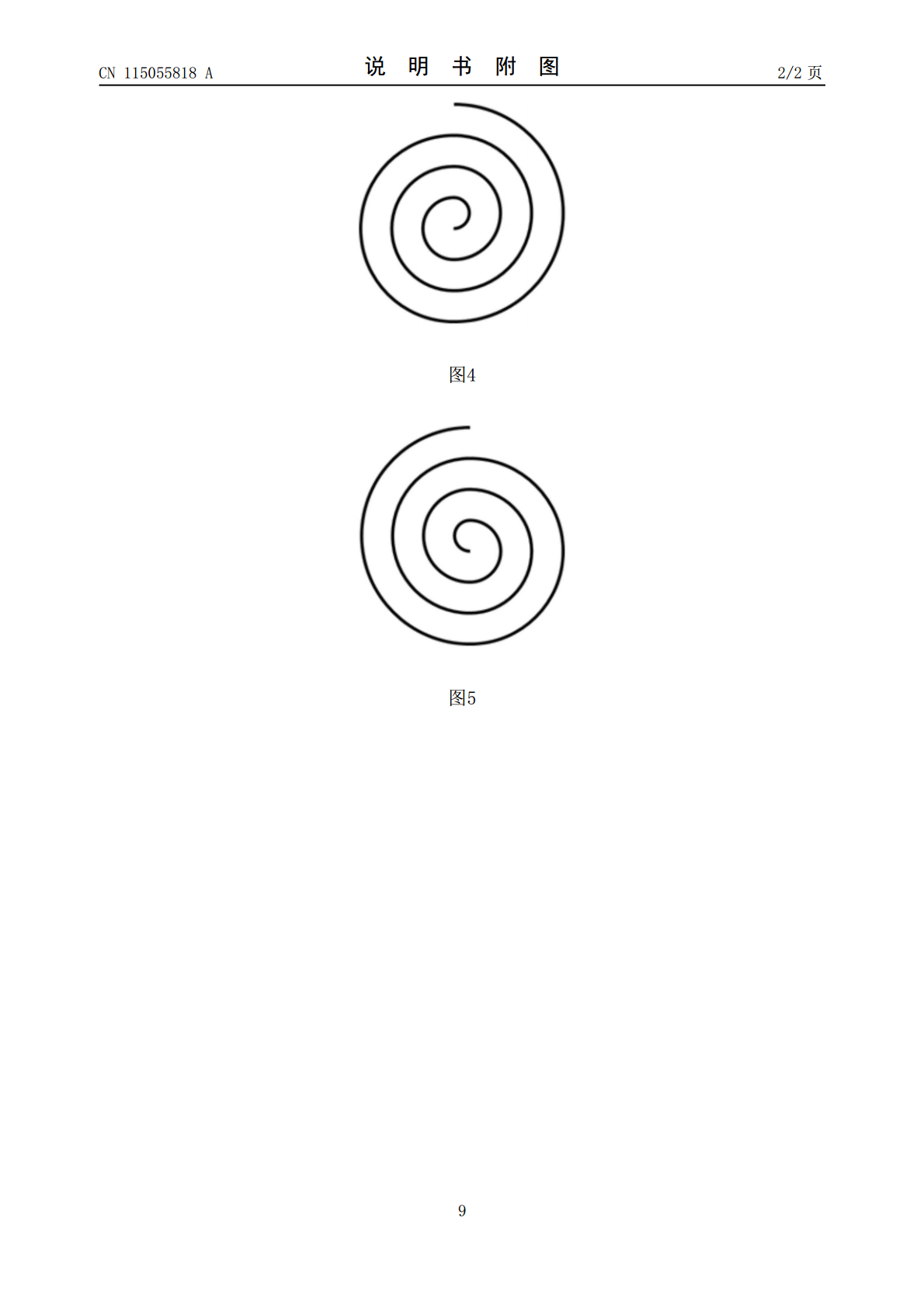
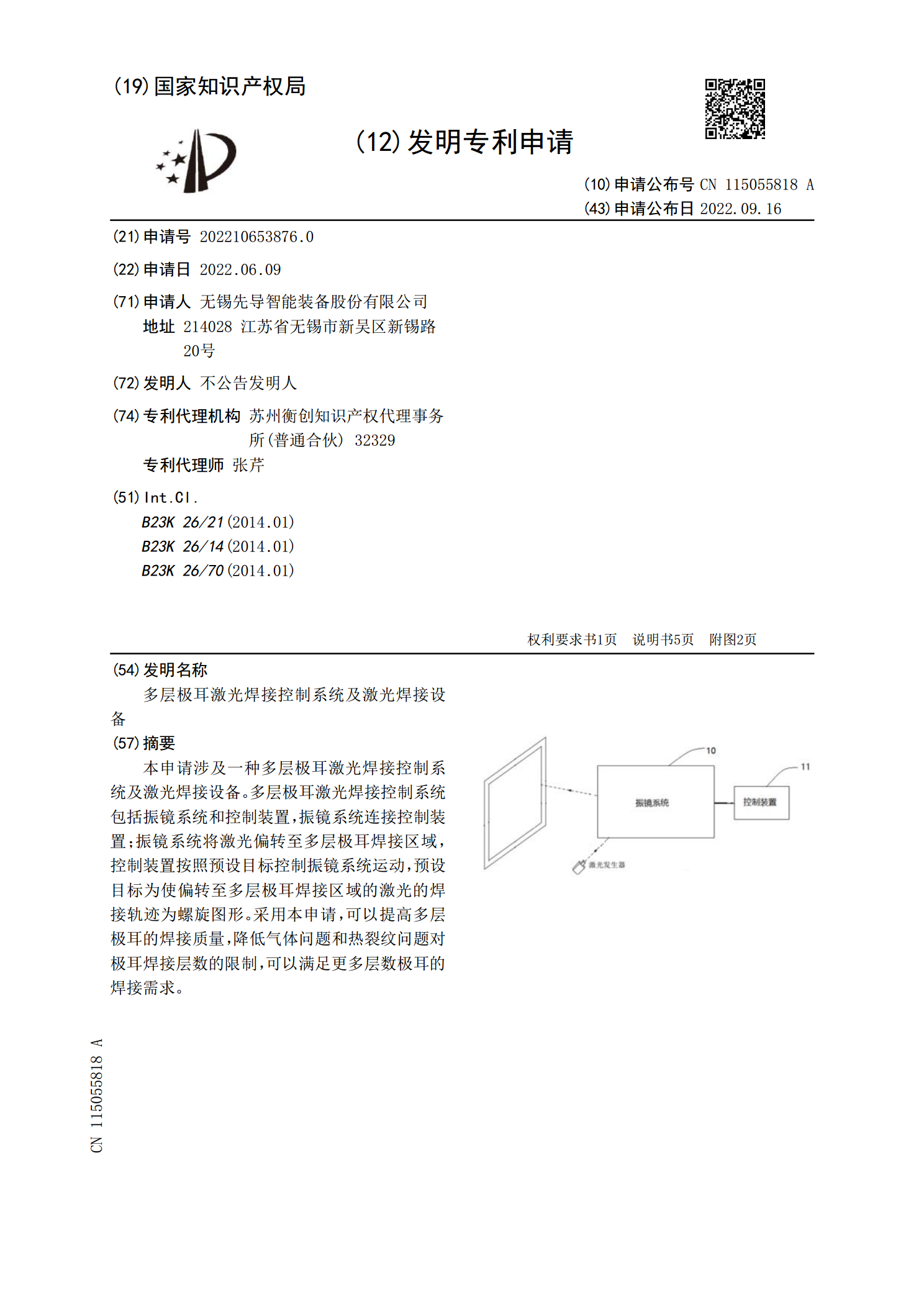
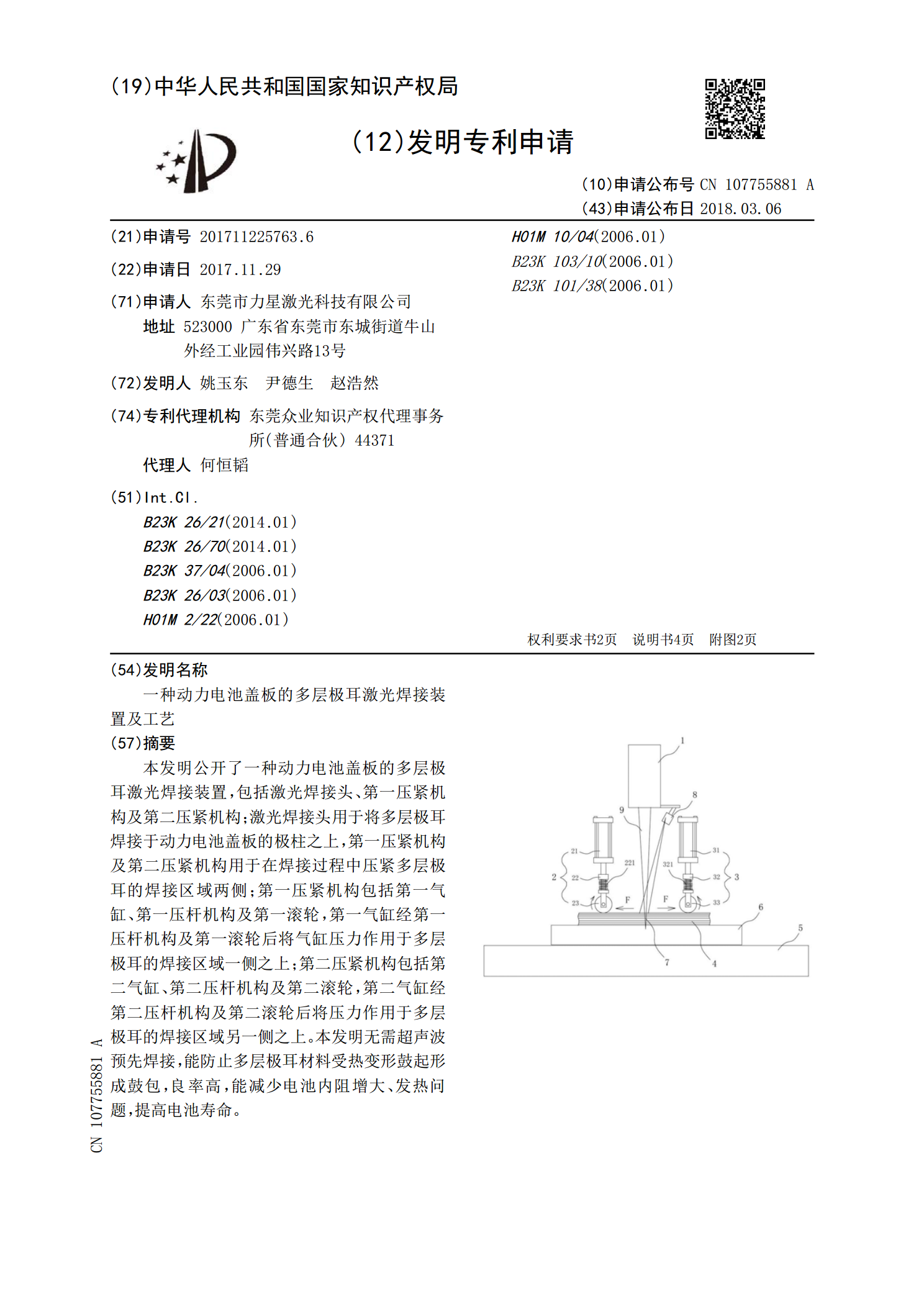
本申请涉及一种多层极耳激光焊接控制系统及激光焊接设备。多层极耳激光焊接控制系统包括振镜系统和控制装置,振镜系统连接控制装置;振镜系统将激光偏转至多层极耳焊接区域,控制装置按照预设目标控制振镜系统运动,预设目标为使偏转至多层极耳焊接区域的激光的焊接轨迹为螺旋图形。采用本申请,可以提高多层极耳的焊接质量,降低气体问题和热裂纹问题对极耳焊接层数的限制,可以满足更多层数极耳的焊接需求。

一种激光焊接极耳设备.pdf
本发明提供了一种激光焊接极耳设备,涉及锂电池制造技术领域,该激光焊接极耳设备包括机体、自动放卷装置、自动收卷装置、驱动装置和极耳激光焊接装置,自动放卷装置设置在机体上,用于承载放卷极片卷料,自动收卷装置设置在机体上,用于承载收卷极片卷料,驱动装置设置在自动放卷装置与自动收卷装置之间,用于驱动极片由自动放卷装置向自动收卷装置运动,极耳激光焊接装置设置在机体上,用于对极片进行激光焊接。相较于现有技术,本发明提供的一种激光焊接极耳设备,通过激光焊接的方式,采用非接触式焊接,无需像超声波焊接需更换焊头,且可有效保

一种极耳激光焊接装置.pdf
本发明涉及一种极耳激光焊接装置,包括:机架;机架上端设有壳体;机架上位于壳体内设有极片上料装置、极耳上料装置、振镜焊接装置和出料装置;机架中间设有凸轮分割机;凸轮分割机的下端设有第一电机;电机与凸轮分割机带传动连接;凸轮分割机上设有转盘;转盘上均匀分布设有四个工位;极片上料装置、极耳上料装置、振镜焊接装置和出料装置分别与四个工位的其中一个相对应,且与其相对应的工位在同一直线上;极片上料装置与振镜焊接装置相对,所述极耳上料装置与出料装置相对;机架上位于转盘与出料装置之间设有胶带粘贴装置。通过上述方式,本发明
一种动力电池盖板的多层极耳激光焊接装置及工艺.pdf
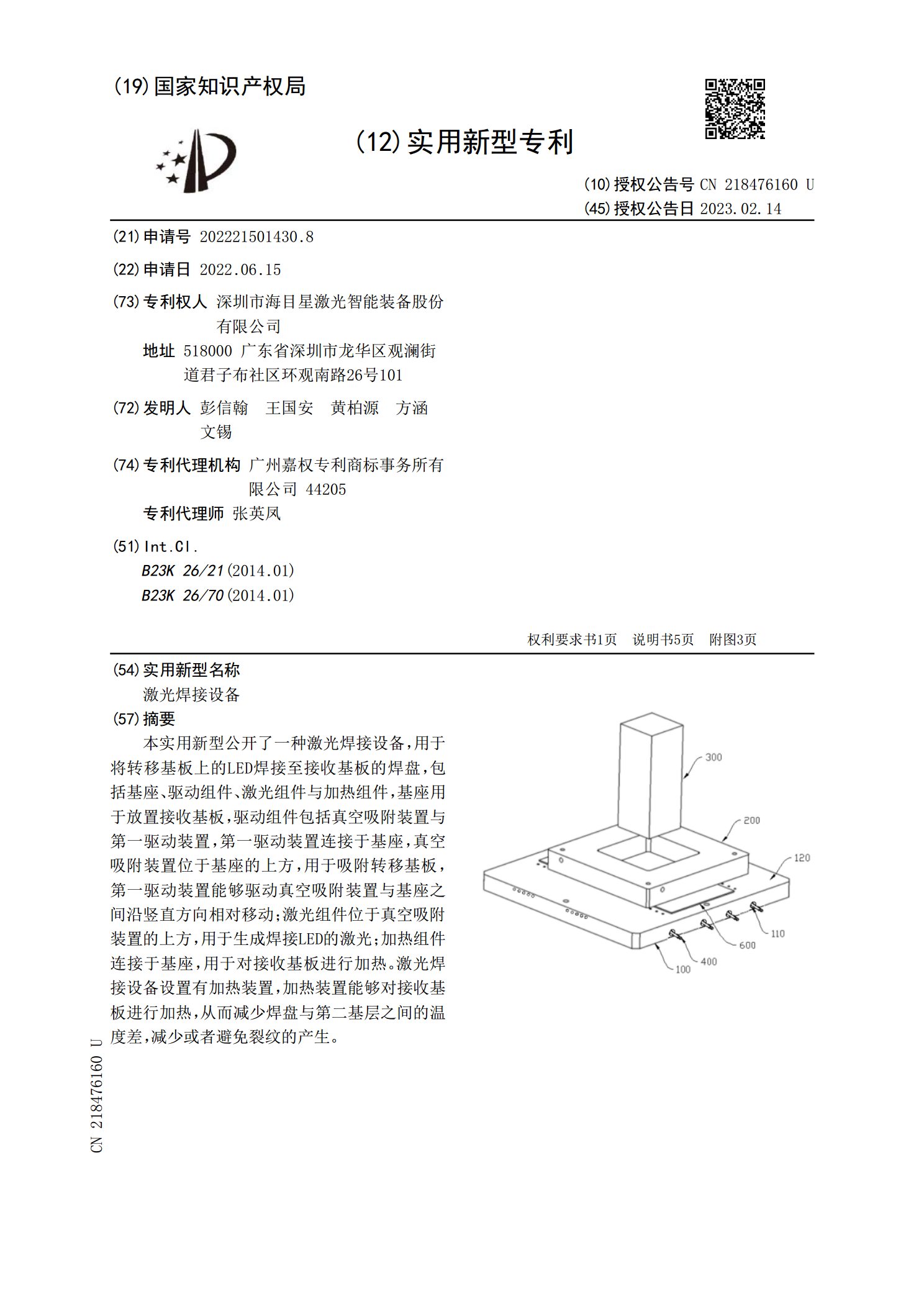
本发明公开了一种动力电池盖板的多层极耳激光焊接装置,包括激光焊接头、第一压紧机构及第二压紧机构;激光焊接头用于将多层极耳焊接于动力电池盖板的极柱之上,第一压紧机构及第二压紧机构用于在焊接过程中压紧多层极耳的焊接区域两侧;第一压紧机构包括第一气缸、第一压杆机构及第一滚轮,第一气缸经第一压杆机构及第一滚轮后将气缸压力作用于多层极耳的焊接区域一侧之上;第二压紧机构包括第二气缸、第二压杆机构及第二滚轮,第二气缸经第二压杆机构及第二滚轮后将压力作用于多层极耳的焊接区域另一侧之上。本发明无需超声波预先焊接,能防止多层
激光焊接设备.pdf
本实用新型公开了一种激光焊接设备,用于将转移基板上的LED焊接至接收基板的焊盘,包括基座、驱动组件、激光组件与加热组件,基座用于放置接收基板,驱动组件包括真空吸附装置与第一驱动装置,第一驱动装置连接于基座,真空吸附装置位于基座的上方,用于吸附转移基板,第一驱动装置能够驱动真空吸附装置与基座之间沿竖直方向相对移动;激光组件位于真空吸附装置的上方,用于生成焊接LED的激光;加热组件连接于基座,用于对接收基板进行加热。激光焊接设备设置有加热装置,加热装置能够对接收基板进行加热,从而减少焊盘与第二基层之间的温度差