
用于功率器件装配的螺钉自动旋拧装置及旋拧方法.pdf

醉香****mm

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于功率器件装配的螺钉自动旋拧装置及旋拧方法.pdf
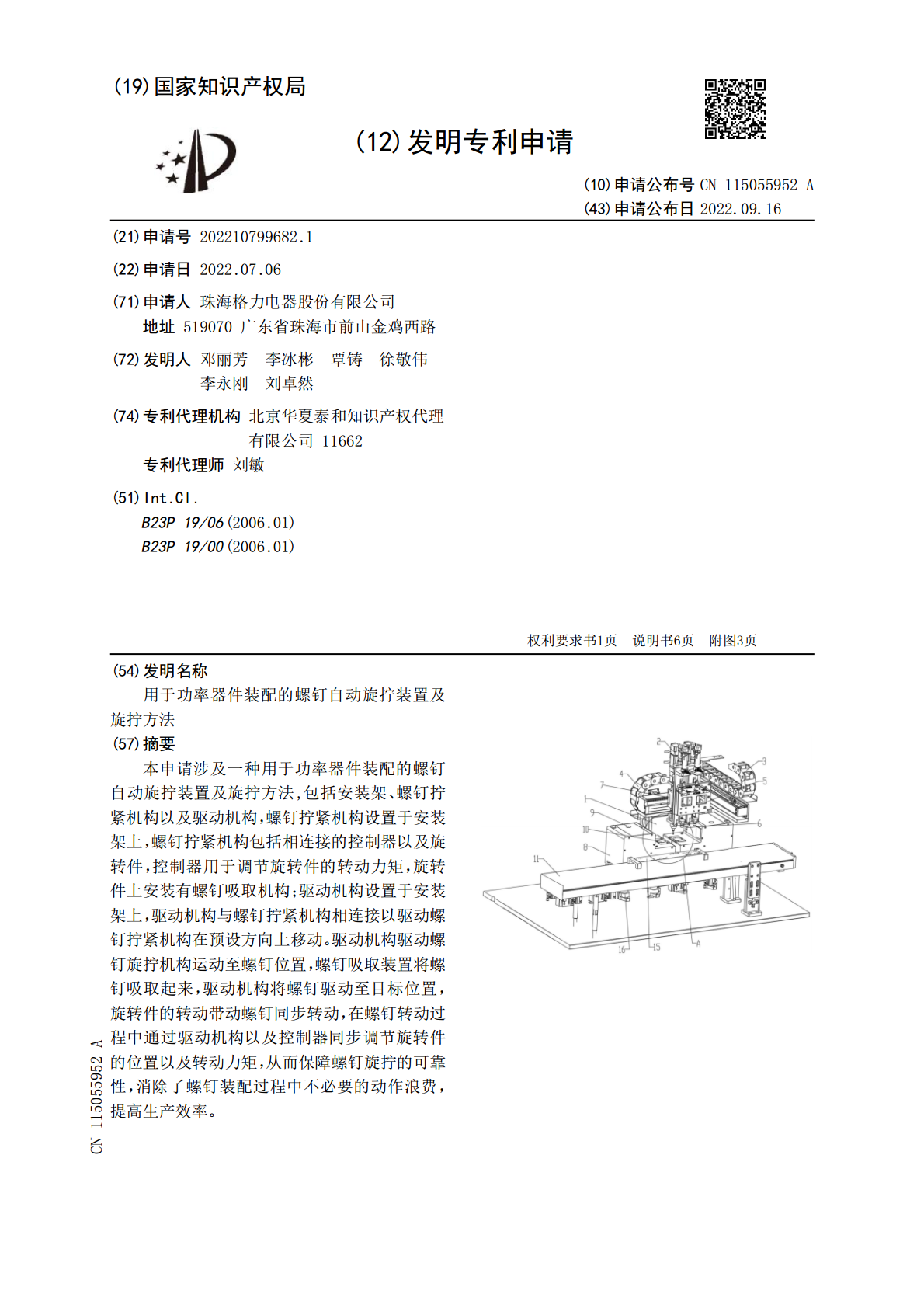
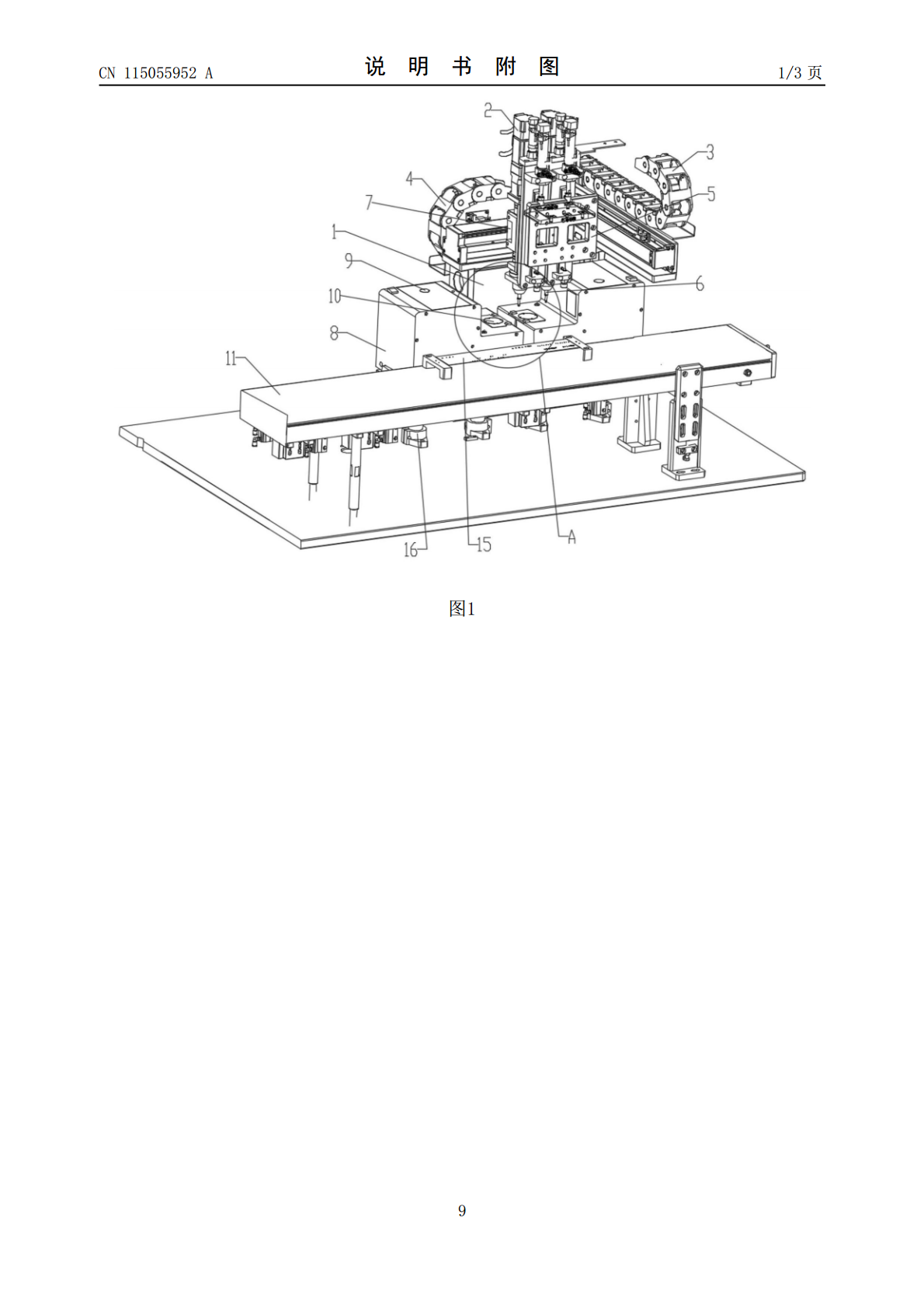
本申请涉及一种用于功率器件装配的螺钉自动旋拧装置及旋拧方法,包括安装架、螺钉拧紧机构以及驱动机构,螺钉拧紧机构设置于安装架上,螺钉拧紧机构包括相连接的控制器以及旋转件,控制器用于调节旋转件的转动力矩,旋转件上安装有螺钉吸取机构;驱动机构设置于安装架上,驱动机构与螺钉拧紧机构相连接以驱动螺钉拧紧机构在预设方向上移动。驱动机构驱动螺钉旋拧机构运动至螺钉位置,螺钉吸取装置将螺钉吸取起来,驱动机构将螺钉驱动至目标位置,旋转件的转动带动螺钉同步转动,在螺钉转动过程中通过驱动机构以及控制器同步调节旋转件的位置以及转动

用于旋拧工具的旋拧接合模拟的模拟装置.pdf
用于旋拧工具的旋拧接合模拟的模拟装置,具有:检查连接单元,旋拧工具可通过其与模拟装置耦接,旋拧工具是可致动的并在致动且与检查连接单元耦接的状态下使检查连接单元围绕转动轴线转动并施加转矩到检查连接单元;测量单元,测量旋拧工具在致动并与检查连接单元耦接的状态下施加到检查连接单元的转矩,和测量检查连接单元在与致动的旋拧工具耦接的状态下围绕转动轴线转动的转动角度;制动单元,制动旋拧工具在被致动并与检查连接单元耦接的状态下施加到检查连接单元的转矩;模拟装置具有转换器单元,其与检查连接单元机械连接,接收旋拧工具在被致
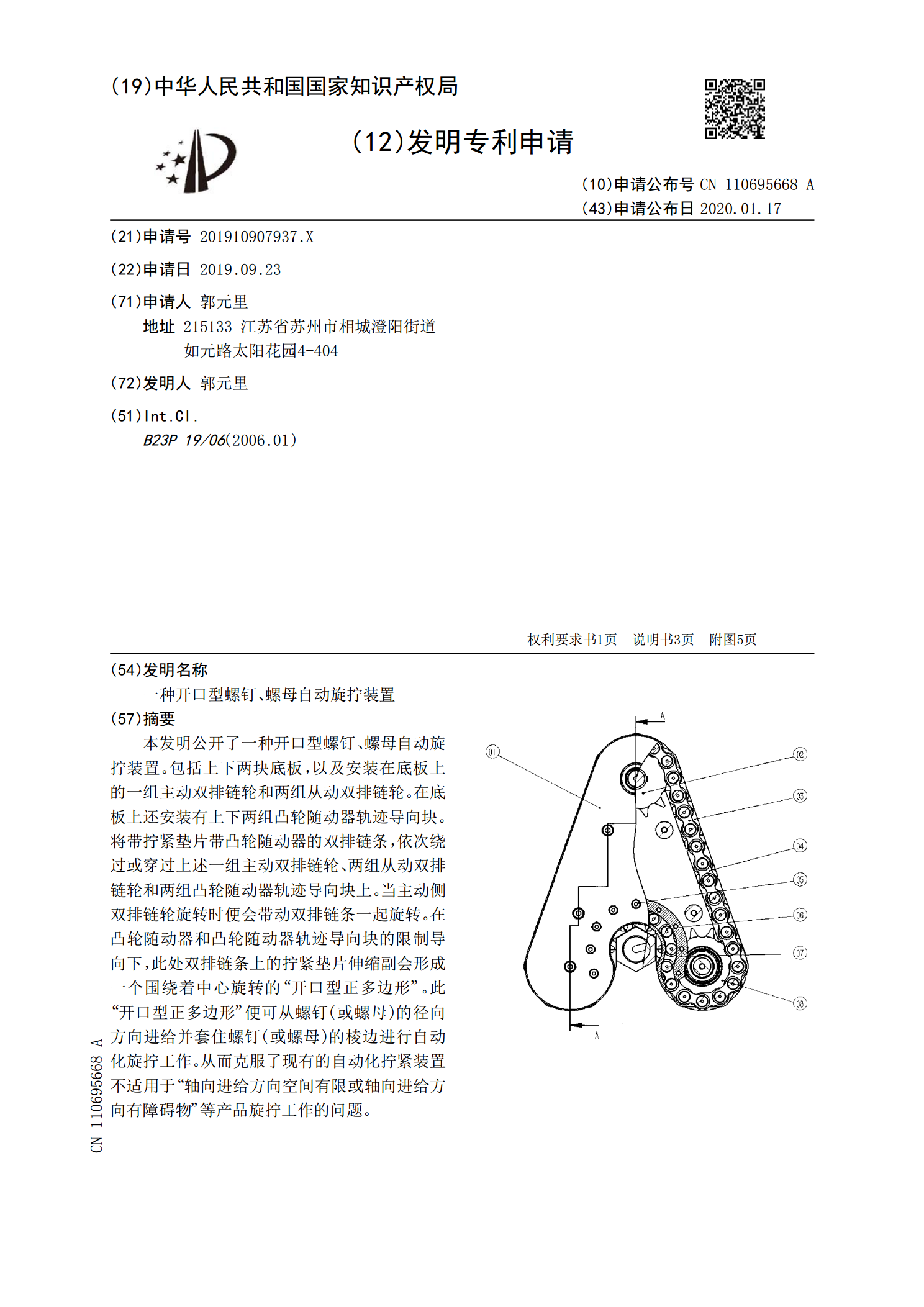
一种开口型螺钉、螺母自动旋拧装置.pdf
本发明公开了一种开口型螺钉、螺母自动旋拧装置。包括上下两块底板,以及安装在底板上的一组主动双排链轮和两组从动双排链轮。在底板上还安装有上下两组凸轮随动器轨迹导向块。将带拧紧垫片带凸轮随动器的双排链条,依次绕过或穿过上述一组主动双排链轮、两组从动双排链轮和两组凸轮随动器轨迹导向块上。当主动侧双排链轮旋转时便会带动双排链条一起旋转。在凸轮随动器和凸轮随动器轨迹导向块的限制导向下,此处双排链条上的拧紧垫片伸缩副会形成一个围绕着中心旋转的“开口型正多边形”。此“开口型正多边形”便可从螺钉(或螺母)的径向方向进给并

用于旋转工具的旋拧装置.pdf
一种旋转工具(100)包括壳体(104)、刀具保持器(120)和旋拧装置组件(108)。壳体(104)包括具有外螺纹(128)的端部部分(124)。刀具保持器(120)从端部部分(124)延伸,并且包括被构造用于在松开位置和夹紧位置之间移动的紧固件(172),在夹紧位置中刀具保持器(120)能够夹住工具。旋拧装置组件(108)包括主体部分(220)和旋拧装置件(228)。主体部分(220)包括(i)被构造用于与外螺纹(128)啮合性接合的多个内螺纹(240)和(ii)开口(236),当内螺纹与外螺纹啮合性
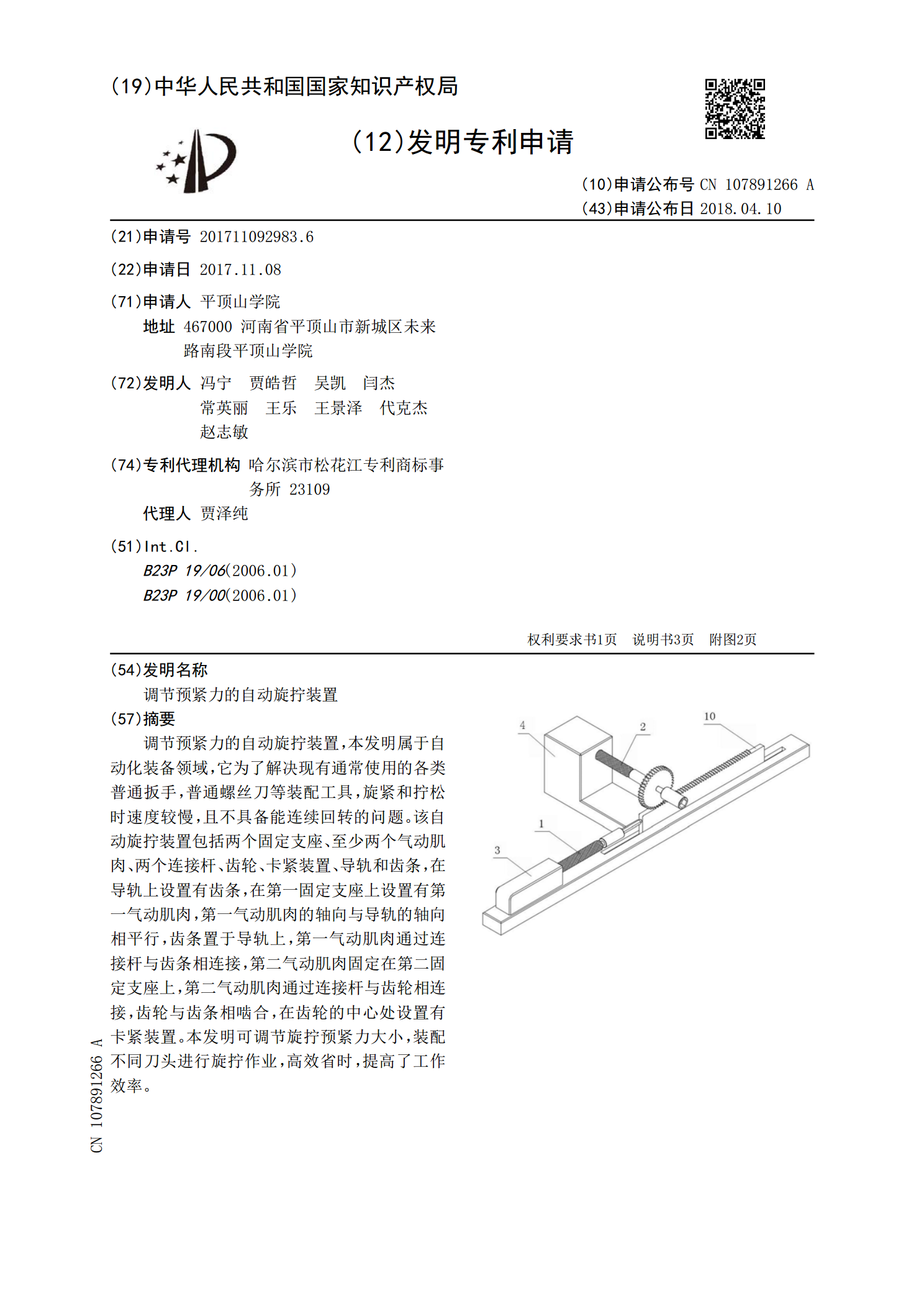
调节预紧力的自动旋拧装置.pdf
调节预紧力的自动旋拧装置,本发明属于自动化装备领域,它为了解决现有通常使用的各类普通扳手,普通螺丝刀等装配工具,旋紧和拧松时速度较慢,且不具备能连续回转的问题。该自动旋拧装置包括两个固定支座、至少两个气动肌肉、两个连接杆、齿轮、卡紧装置、导轨和齿条,在导轨上设置有齿条,在第一固定支座上设置有第一气动肌肉,第一气动肌肉的轴向与导轨的轴向相平行,齿条置于导轨上,第一气动肌肉通过连接杆与齿条相连接,第二气动肌肉固定在第二固定支座上,第二气动肌肉通过连接杆与齿轮相连接,齿轮与齿条相啮合,在齿轮的中心处设置有卡紧装