
基于空间圆弧近似的轮廓误差实时估计方法.pdf

努力****绮亦

1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于空间圆弧近似的轮廓误差实时估计方法.pdf
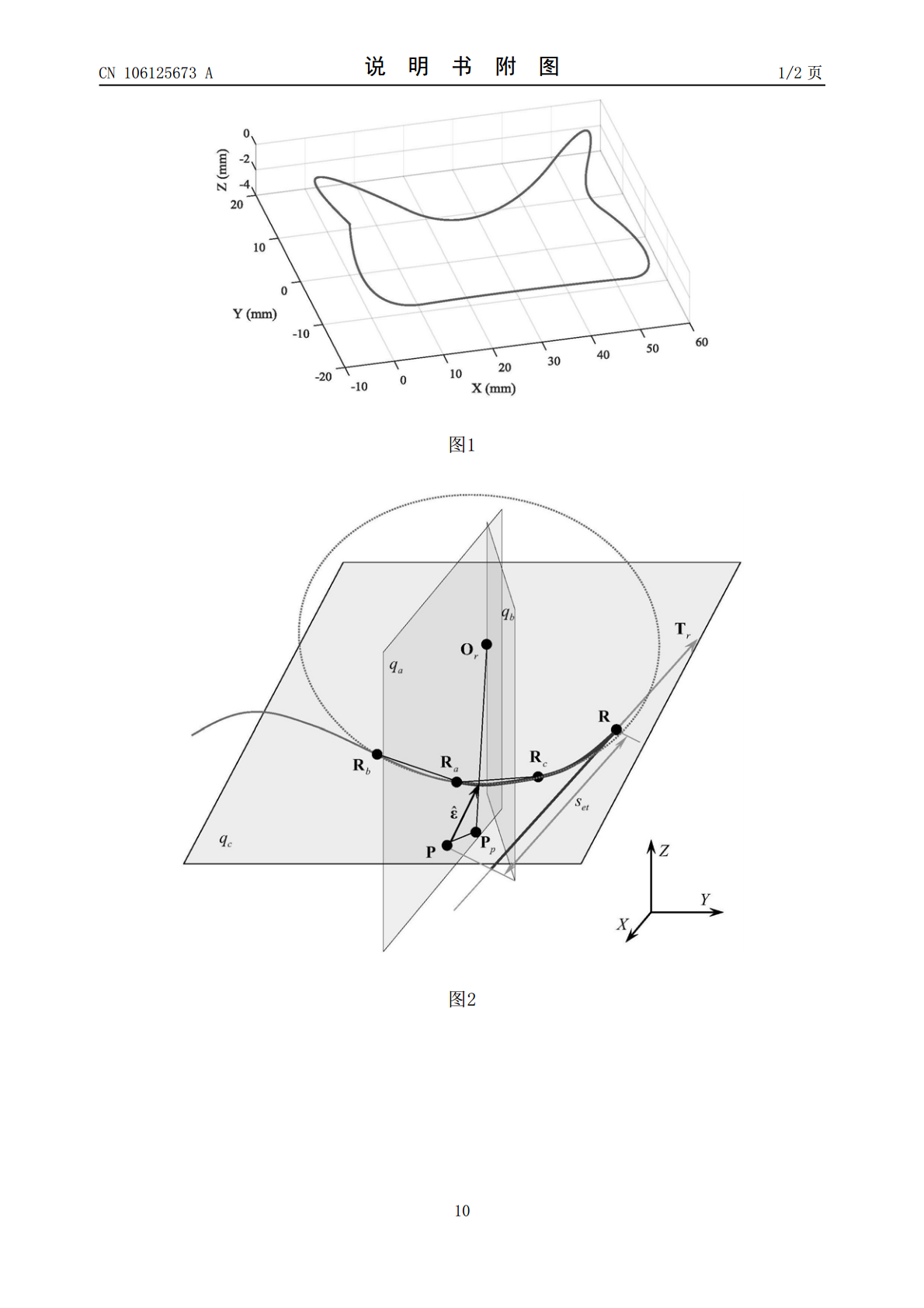
本发明基于空间圆弧近似的轮廓误差实时估计方法属于精密高效数控加工技术领域,涉及一种样条曲线插补过程中基于空间圆弧近似的轮廓误差实时估计方法。该方法在每步牛顿迭代计算垂足点前,基于一阶泰勒级数展开法计算参数曲线上用于牛顿迭代的参数初值,再利用牛顿迭代法,根据参数初值计算单步迭代参数终值。为避免大幅增加算法计算时间,根据迭代终止精度条件及最大迭代次数条件双重约束结束循环,得到垂足点参数估计值,计算轮廓误差矢量估计值。本方法在随动误差较大时仍可有效保证轮廓误差的估计精度,对提高高档数控机床样条曲线插补加工轮廓精
实时自适应轮廓误差估计方法.pdf
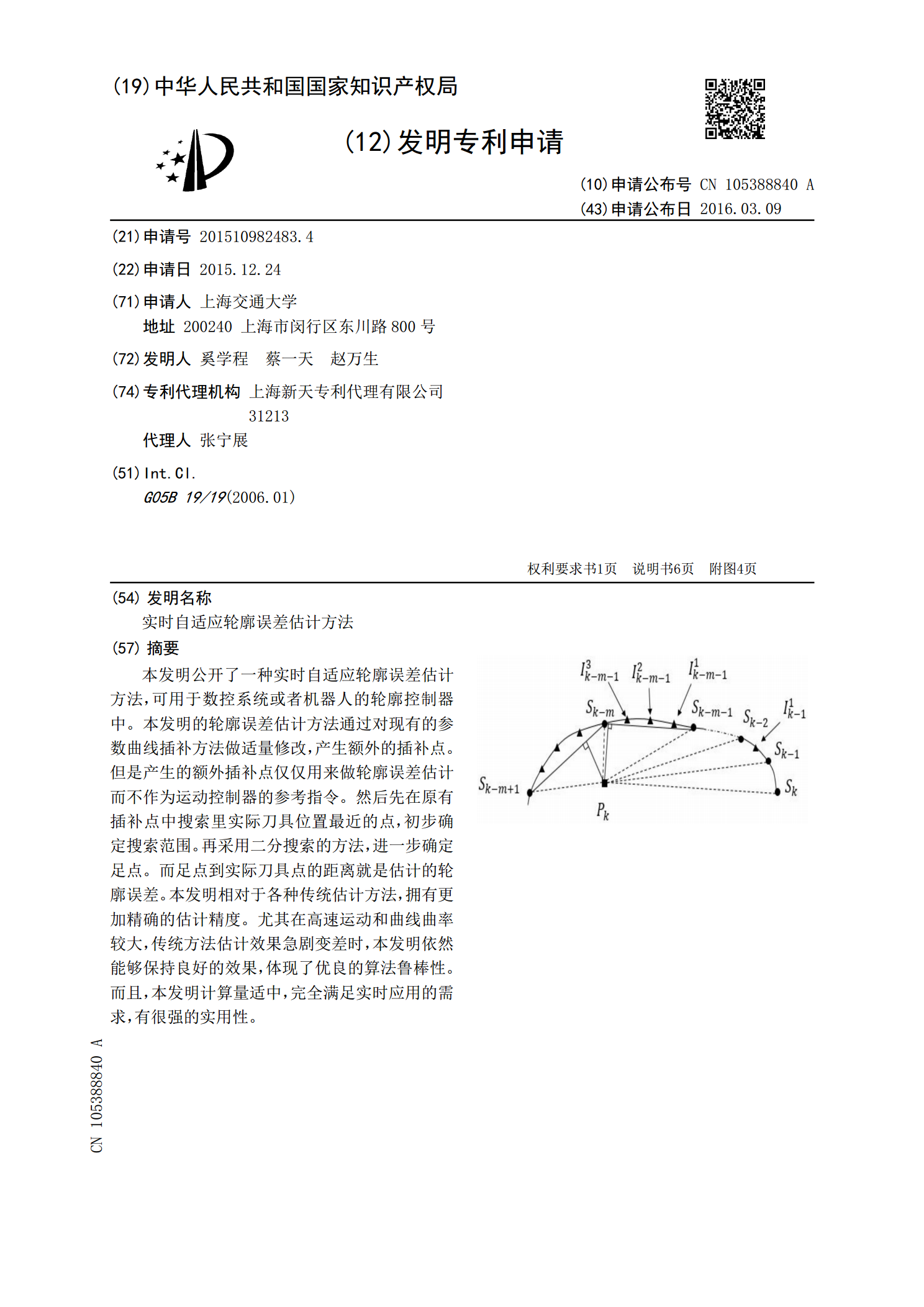
本发明公开了一种实时自适应轮廓误差估计方法,可用于数控系统或者机器人的轮廓控制器中。本发明的轮廓误差估计方法通过对现有的参数曲线插补方法做适量修改,产生额外的插补点。但是产生的额外插补点仅仅用来做轮廓误差估计而不作为运动控制器的参考指令。然后先在原有插补点中搜索里实际刀具位置最近的点,初步确定搜索范围。再采用二分搜索的方法,进一步确定足点。而足点到实际刀具点的距离就是估计的轮廓误差。本发明相对于各种传统估计方法,拥有更加精确的估计精度。尤其在高速运动和曲线曲率较大,传统方法估计效果急剧变差时,本发明依然能
一种高精度实时轮廓误差估计方法.pdf
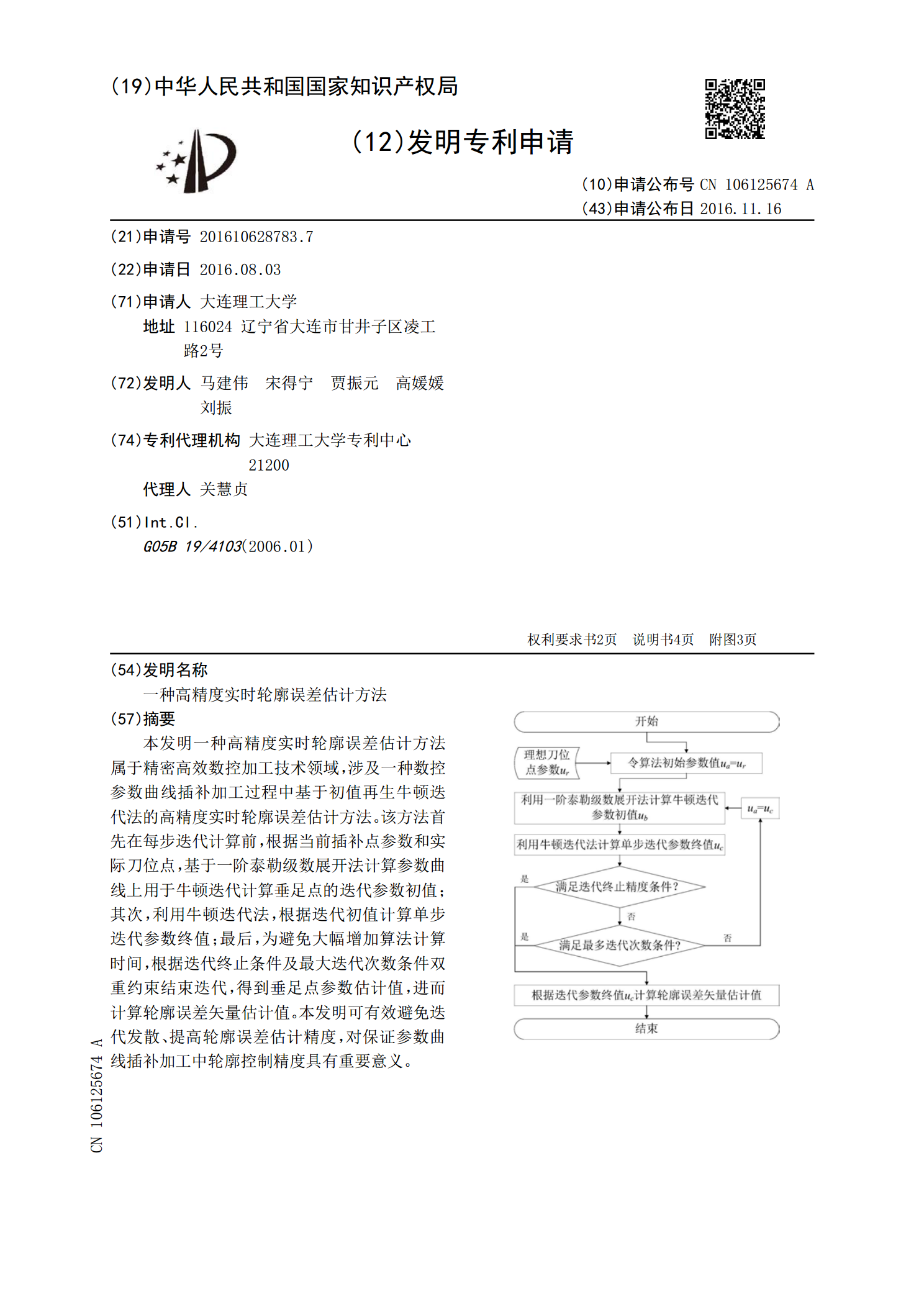
本发明一种高精度实时轮廓误差估计方法属于精密高效数控加工技术领域,涉及一种数控参数曲线插补加工过程中基于初值再生牛顿迭代法的高精度实时轮廓误差估计方法。该方法首先在每步迭代计算前,根据当前插补点参数和实际刀位点,基于一阶泰勒级数展开法计算参数曲线上用于牛顿迭代计算垂足点的迭代参数初值;其次,利用牛顿迭代法,根据迭代初值计算单步迭代参数终值;最后,为避免大幅增加算法计算时间,根据迭代终止条件及最大迭代次数条件双重约束结束迭代,得到垂足点参数估计值,进而计算轮廓误差矢量估计值。本发明可有效避免迭代发散、提高轮

空间曲线轮廓误差实时估算与补偿方法研究.docx
空间曲线轮廓误差实时估算与补偿方法研究空间曲线轮廓误差实时估算与补偿方法研究摘要:随着制造技术的发展,越来越多的零件已经脱离了二维制造时代,进入了三维制造时代。但是相比于二维制造,三维制造所需的精度更高、复杂度更大,对加工设备和工具的稳定性和精度要求更高。本文提出了一种新的空间曲线轮廓误差实时估算与补偿方法,可以在保证工件精度和质量的同时,提高零部件的加工效率与精度。关键词:空间曲线、轮廓误差、实时估算、补偿方法一、研究背景随着制造技术的日新月异,越来越多的产品已经脱离了二维制造时代,进入了三维制造时代。

一种基于置信域算法的多维空间轮廓误差估计方法.pdf
一种基于置信域算法的多维空间轮廓误差估计方法,本发明涉及基于置信域算法的多维空间轮廓误差估计方法。本发明为了解决现有多维空间轮廓误差补偿控制精度低及收敛性受初值影响大的缺点。本发明方法在每次迭代时求取当前迭代点的邻域作为迭代域,并在此邻域得到试探迭代步长,定义评价函数决定该步长的取舍及下一次迭代置信域范围,若该步长满足评价函数要求,则更新当前迭代状态并保持或扩大置信域,否则保持原迭代状态并减小置信域,直至精度满足要求或者迭代次数到达上限时停止迭代。相比于采用牛顿法,本发明方法保证了总体收敛性,减少了导数的