
纺粘无纺布流程学习资料.pdf

文库****品店


1/10

2/10

3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

纺粘无纺布流程学习资料.pdf
纺粘无纺布流程精品文档纺粘无纺布流程纺粘法无纺布定义:纺粘法是纺丝直接成网法的一种非织造布生产方法。在纺丝熔融时,通过纺丝,、铺网再经过加固而形成的非织造布产品的工艺加工方法。纺粘法工艺流程:投料——熔融纺丝——过滤——冷却——气流牵伸——铺网——热轧——卷绕——包装一投料1投料中,不能有金属等硬物,不能有水。保证清洁度。2缺料:风机故障、过滤网堵塞、管道漏气、注射机故障报警3注射机:采用称重式,直接输入需要的百分比即可。二熔融纺丝1螺杆挤出机A功能:将固体切片熔融成熔体在一定机头压力下,定量输出熔体将物
一种纺粘无纺布制造工艺.pdf
本发明涉及一种纺粘无纺布制造工艺,主要包括以下步骤:设备检查、物料准备、切碎熔融、挤压出丝和无纺布成型,纺粘无纺布出丝设备包括安装架、熔融套件和出丝套件,安装架内部从上到下依次设置有熔融套件和出丝套件,本发明可以解决现有的纺粘无纺布在进行在进行出丝时存在的以下问题:a:现有的粘粘无纺布在进行出丝之前,需要将粘粘无纺布原料融化成液体状,但是现有的粘粘无纺布原料在进行融化时,常会出现熔融速率较慢的情况发生,进而极大的拖慢了生产效率;b:现有的纺粘无纺布在进行生产时,内部常会留存有大量的原料液体粘附在设备内部,
一种纺粘无纺布制造工艺.pdf
本发明涉及纺粘无纺布制造领域,更具体的说是一种纺粘无纺布制造工艺。本发明的目的是提供一种纺粘无纺布制造工艺,可以对纺粘无纺布进行不同的宽度加工,从而高效率改变纺粘无纺布的宽度,一种纺粘无纺布制造工艺,该工艺包括以下步骤:步骤一:将生产纺粘无纺布的流水线对接到制造装置内继续进行传送;步骤二:利用切割机构将位于制造装置内的纺粘无纺布进行切割,改变纺粘无纺布的宽度;步骤三:将切割机构切割的位置再次进行切割祛除碎边;步骤四:将去除碎边的位置进行细微对折;步骤五:对折之后迅速的将纺粘无纺布的对折处位置进行加热融合。

一种粘纺中空双组分无纺布.pdf
本发明公开了一种粘纺中空双组分无纺布,该无纺布由多根熔融状态下的中空纤维相互叠加粘合形成,每一所述中空纤维从外至内依次为外层、内层和中空层,其中外层组分为聚乙烯,内层组分为聚丙烯,内层和外层之间通过组合纺丝工艺进行组合;当中空纤维进行熔融叠加粘合之前,在其任意的径向截面中,外层轮廓为圆形,内层为具有三角形中空区域的等腰三角形,其中空区域对应中空纤维的中空层;当中空纤维进行熔融叠加粘合时,在其任意的径向截面中,外层轮廓熔融为不规则的形状以使各中空纤维之间留有储存气体的空隙。
一种纺粘无纺布纺丝成网装置.pdf
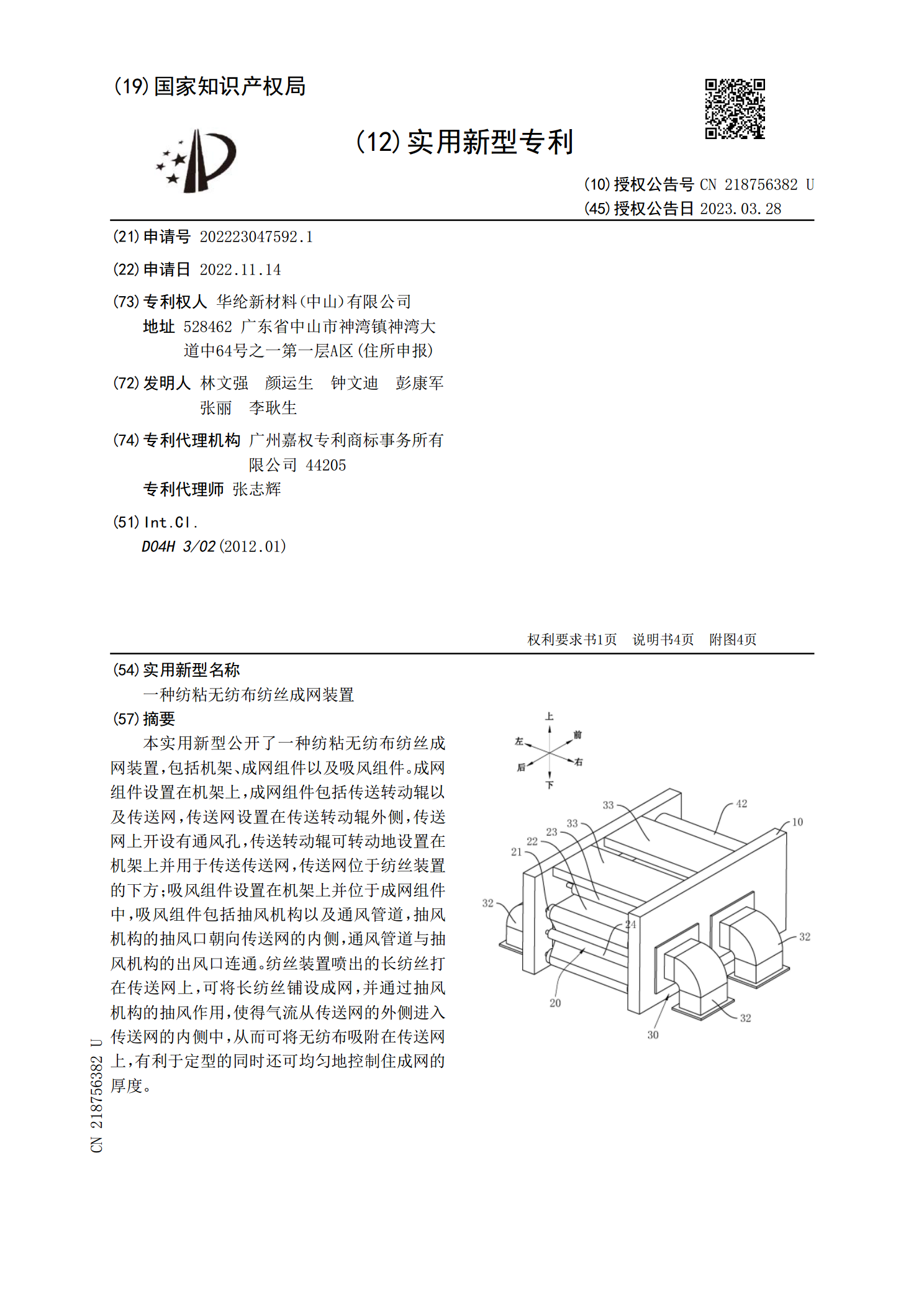
本实用新型公开了一种纺粘无纺布纺丝成网装置,包括机架、成网组件以及吸风组件。成网组件设置在机架上,成网组件包括传送转动辊以及传送网,传送网设置在传送转动辊外侧,传送网上开设有通风孔,传送转动辊可转动地设置在机架上并用于传送传送网,传送网位于纺丝装置的下方;吸风组件设置在机架上并位于成网组件中,吸风组件包括抽风机构以及通风管道,抽风机构的抽风口朝向传送网的内侧,通风管道与抽风机构的出风口连通。纺丝装置喷出的长纺丝打在传送网上,可将长纺丝铺设成网,并通过抽风机构的抽风作用,使得气流从传送网的外侧进入传送网的内