
锂电池极片激光分切解析及影响因素.pdf

文库****品店


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锂电池极片激光分切解析及影响因素.pdf
极片切割类型多孔电极经过涂布及辊压后,需极片切割才能达到所需的设计结构。目前,极片切割主要具有三种方式:(1)圆盘分切;(2)模具冲压;(3)激光切割;圆盘分切和模具的传统冲切方式,都是使用刀具或模具,利用材料受力后的塑性变形,产生裂缝后相互分离的原理来裁切极片。这两种方式对于刀具或模具在强度、刚度以及精度方面都提出了很高的要求。对于切割后形成的切口,一般会出现毛刺或挂渣等问题。由于切割过程为接触过程,电极的涂层摩擦力较大,会导致接触工具磨损增加,模具钝化,因而模具需要重新研磨甚至更换;相对于传统切工工艺

一种锂电池极片分切毛刺检测装置.pdf
本发明涉及一种锂电池极片分切毛刺检测装置,包括底板、侧支架、手轮、丝杆、丝杆螺母、过渡架、导柱、滑动轴承、上下调整支架、固定环、显微镜和夹板组,底板上经两侧的侧支架通过轴承座穿接丝杆,丝杆一端穿出侧支架连接手轮,丝杆上螺纹旋合丝杆螺母,丝杆螺母固定连接在过渡架内,导柱平行于丝杆穿接在底板两侧的侧支架上,导柱经滑动轴承穿接在过渡架上,过渡架上固定连接垂直于底板的上下调整支架,上下调整支架上经卡座连接固定环,固定环上固定套接显微镜,底板上设有平行于丝杆、用于夹装极片的夹板组,显微镜对应于夹板组上方呈沿夹板组方
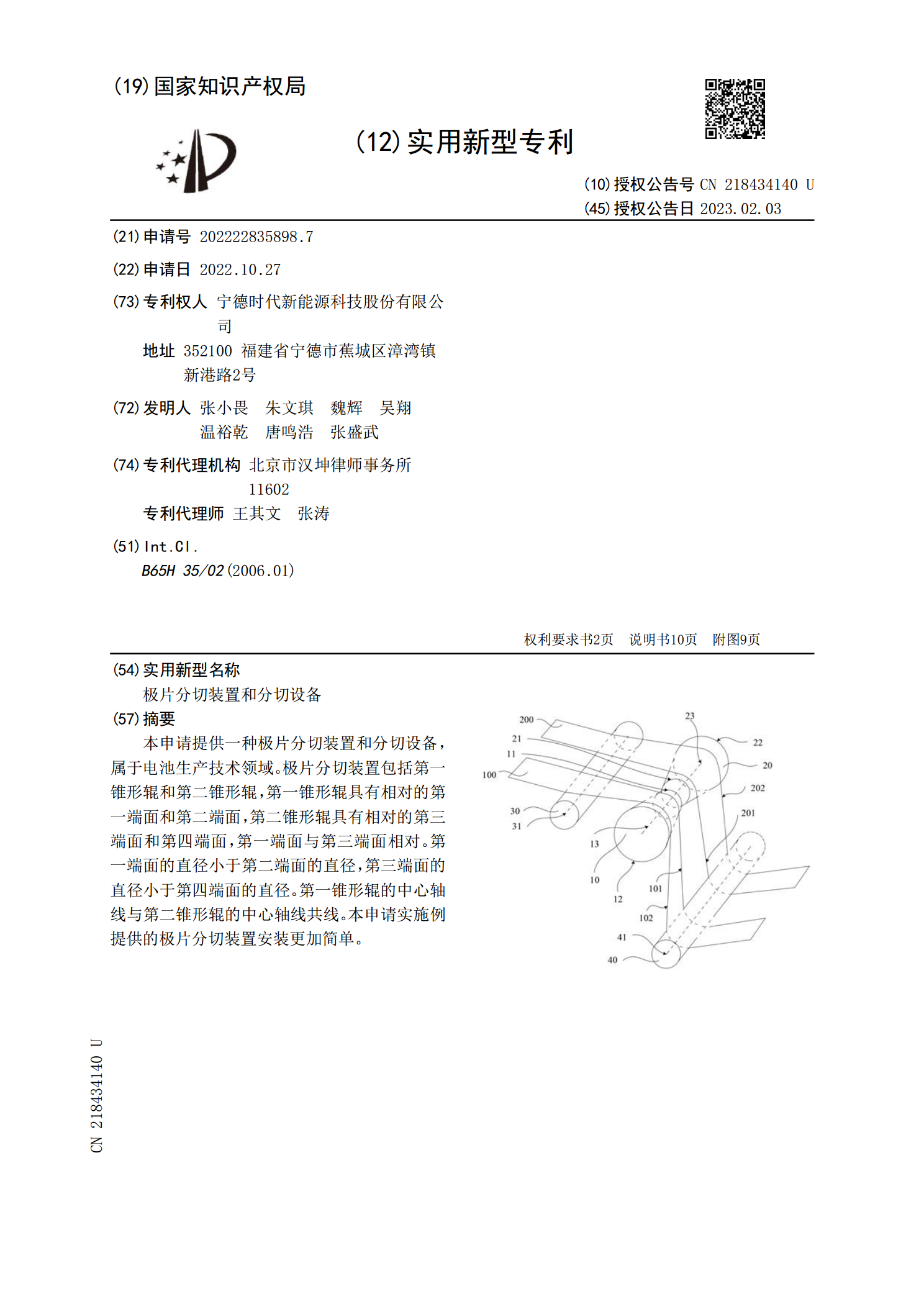
极片分切装置和分切设备.pdf
本申请提供一种极片分切装置和分切设备,属于电池生产技术领域。极片分切装置包括第一锥形辊和第二锥形辊,第一锥形辊具有相对的第一端面和第二端面,第二锥形辊具有相对的第三端面和第四端面,第一端面与第三端面相对。第一端面的直径小于第二端面的直径,第三端面的直径小于第四端面的直径。第一锥形辊的中心轴线与第二锥形辊的中心轴线共线。本申请实施例提供的极片分切装置安装更加简单。
温度对锂电池极片的影响.pdf
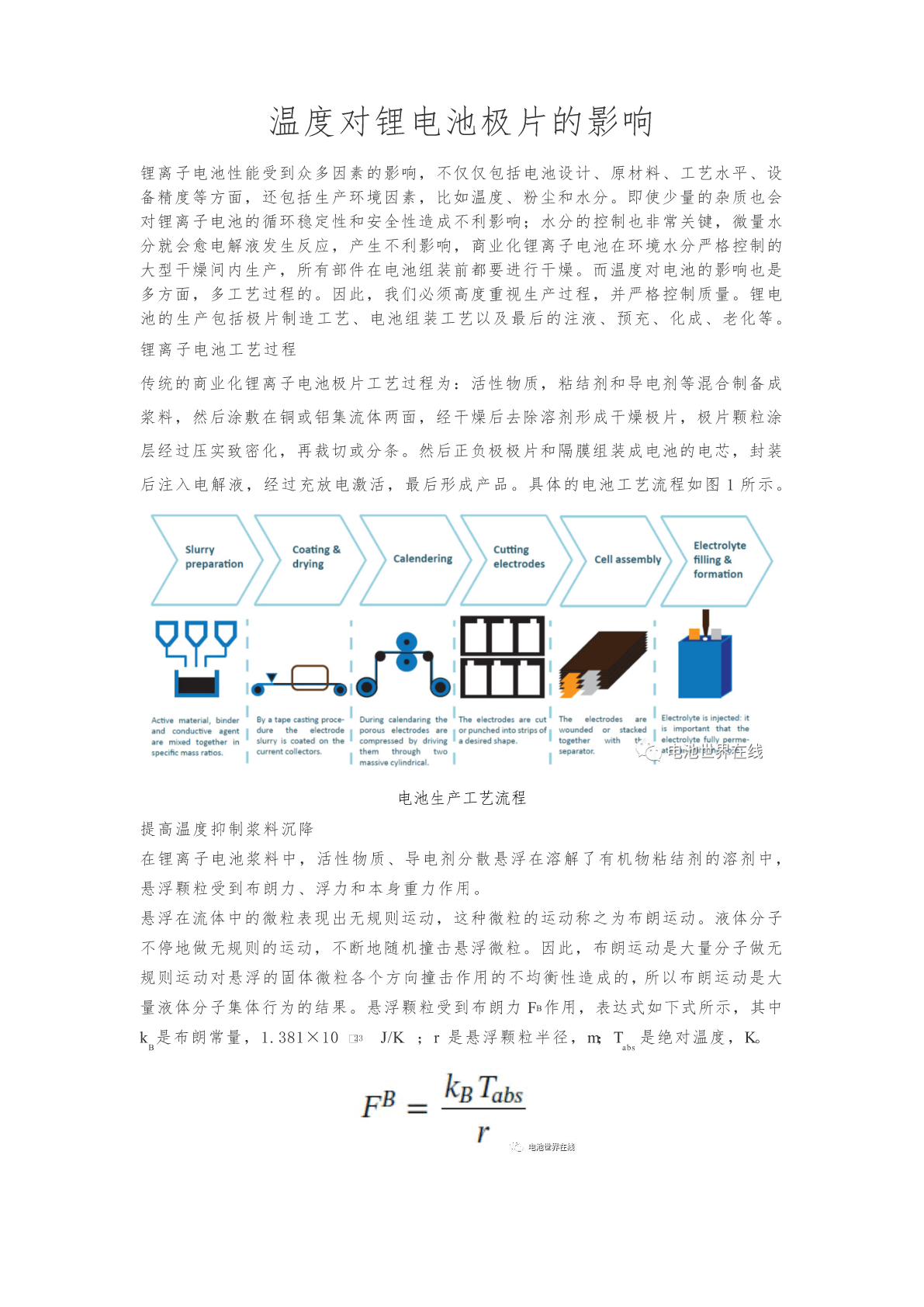
温度对锂电池极片的影响锂离子电池性能受到众多因素的影响,不仅仅包括电池设计、原材料、工艺水平、设备精度等方面,还包括生产环境因素,比如温度、粉尘和水分。即使少量的杂质也会对锂离子电池的循环稳定性和安全性造成不利影响;水分的控制也非常关键,微量水分就会愈电解液发生反应,产生不利影响,商业化锂离子电池在环境水分严格控制的大型干燥间内生产,所有部件在电池组装前都要进行干燥。而温度对电池的影响也是多方面,多工艺过程的。因此,我们必须高度重视生产过程,并严格控制质量。锂电池的生产包括极片制造工艺、电池组装工艺以及最
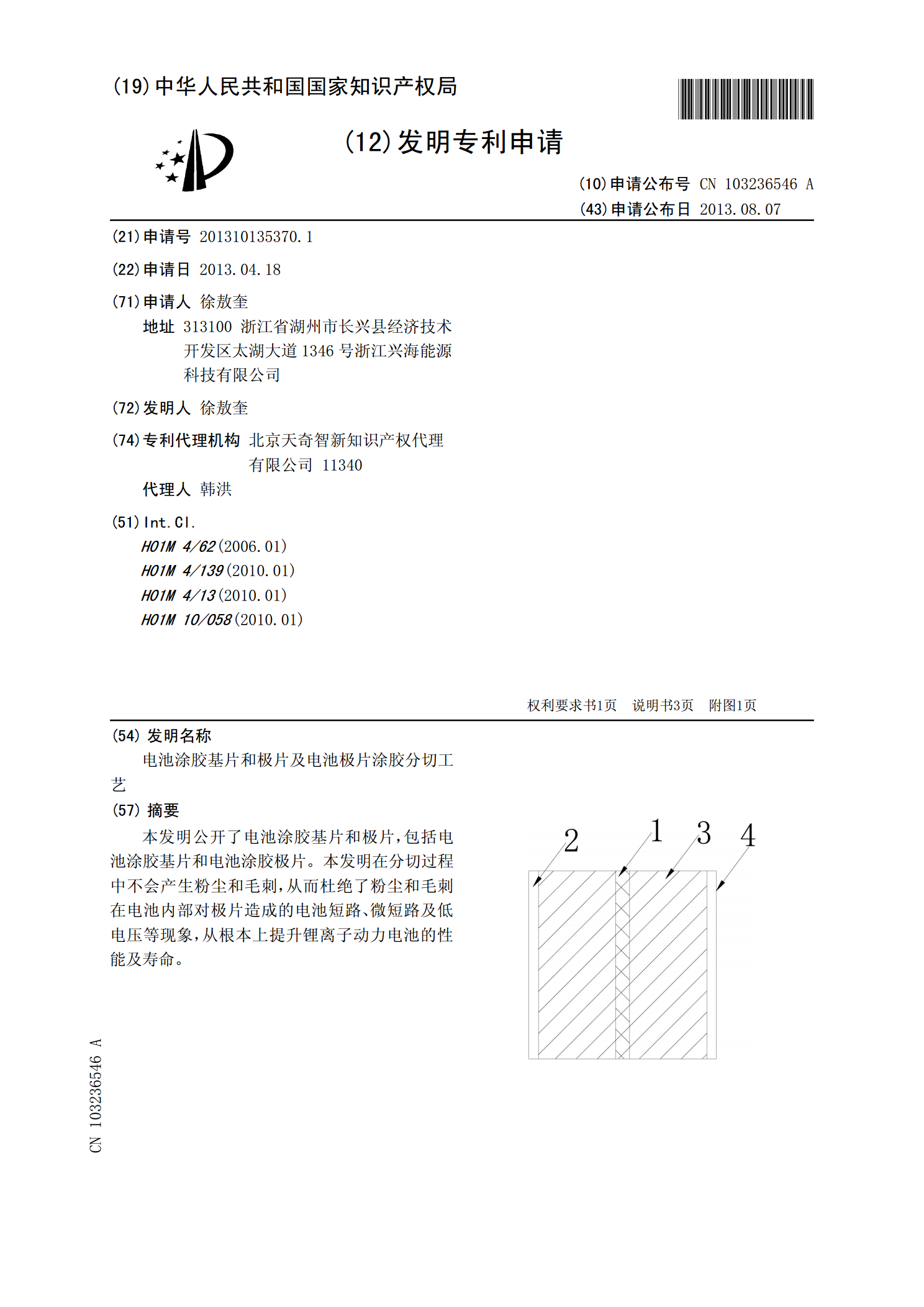
电池涂胶基片和极片及电池极片涂胶分切工艺.pdf
本发明公开了电池涂胶基片和极片,包括电池涂胶基片和电池涂胶极片。本发明在分切过程中不会产生粉尘和毛刺,从而杜绝了粉尘和毛刺在电池内部对极片造成的电池短路、微短路及低电压等现象,从根本上提升锂离子动力电池的性能及寿命。