
FANUC 刚性攻丝功能.pdf

文库****品店


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
FANUC 刚性攻丝功能.pdf
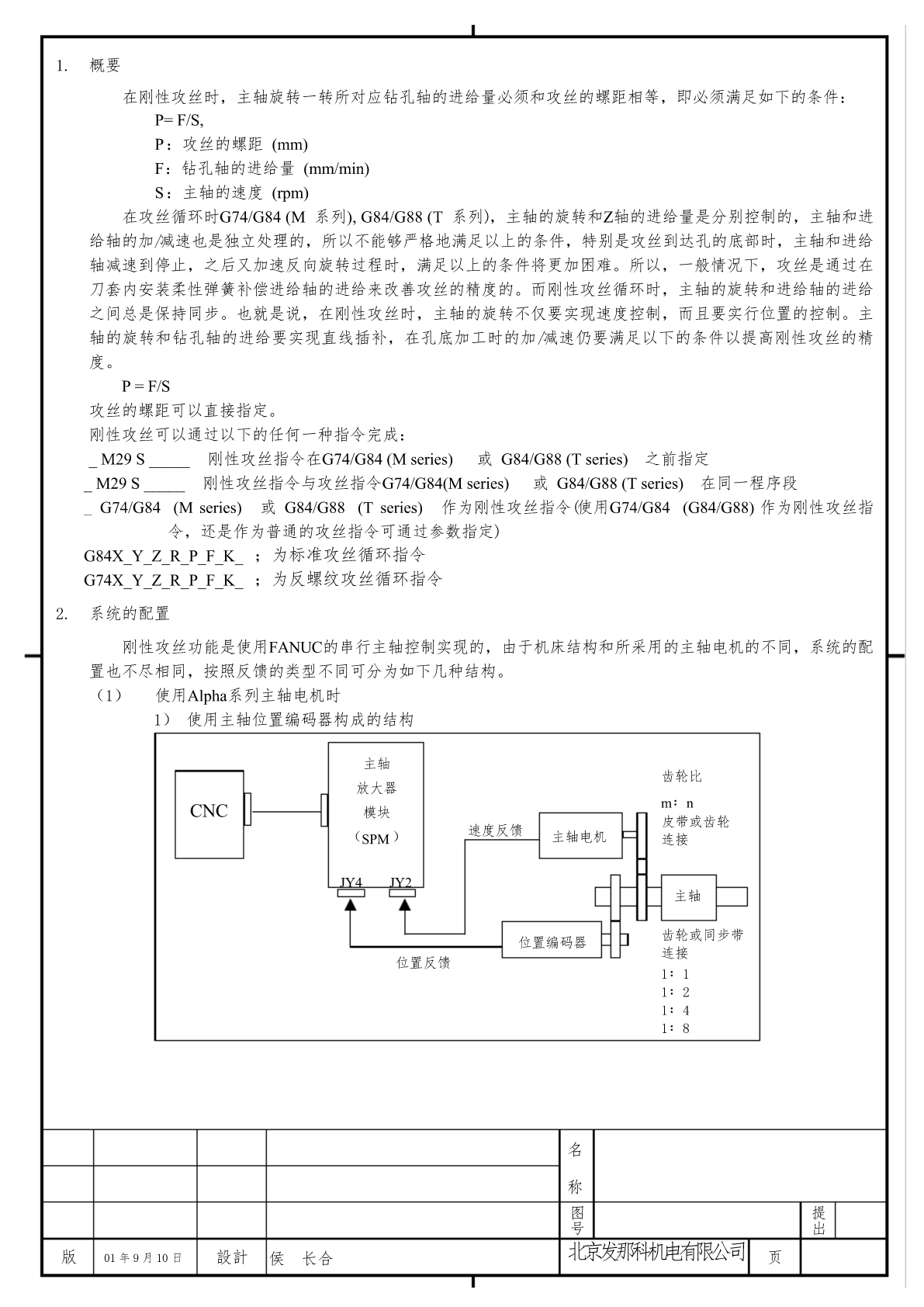
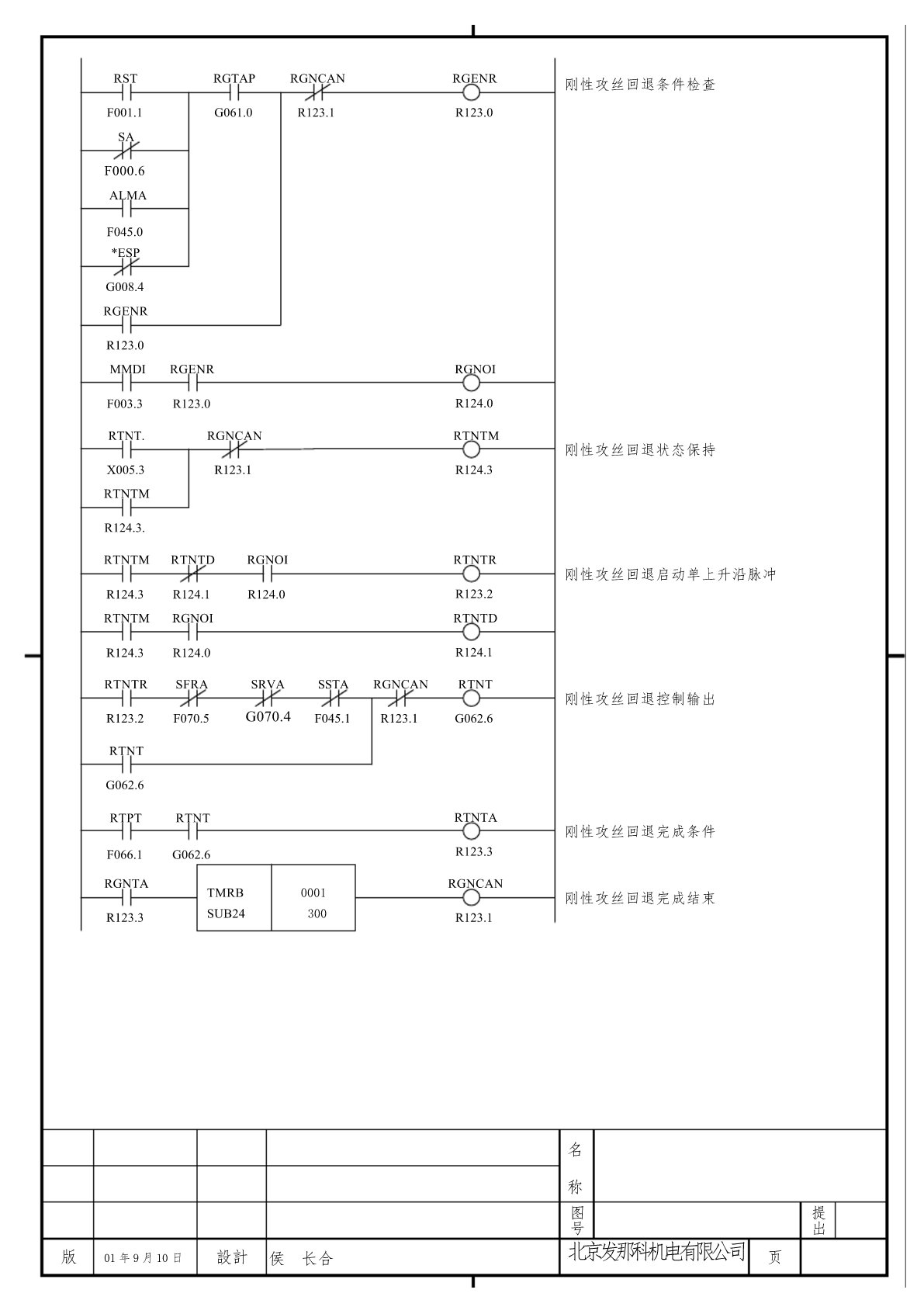
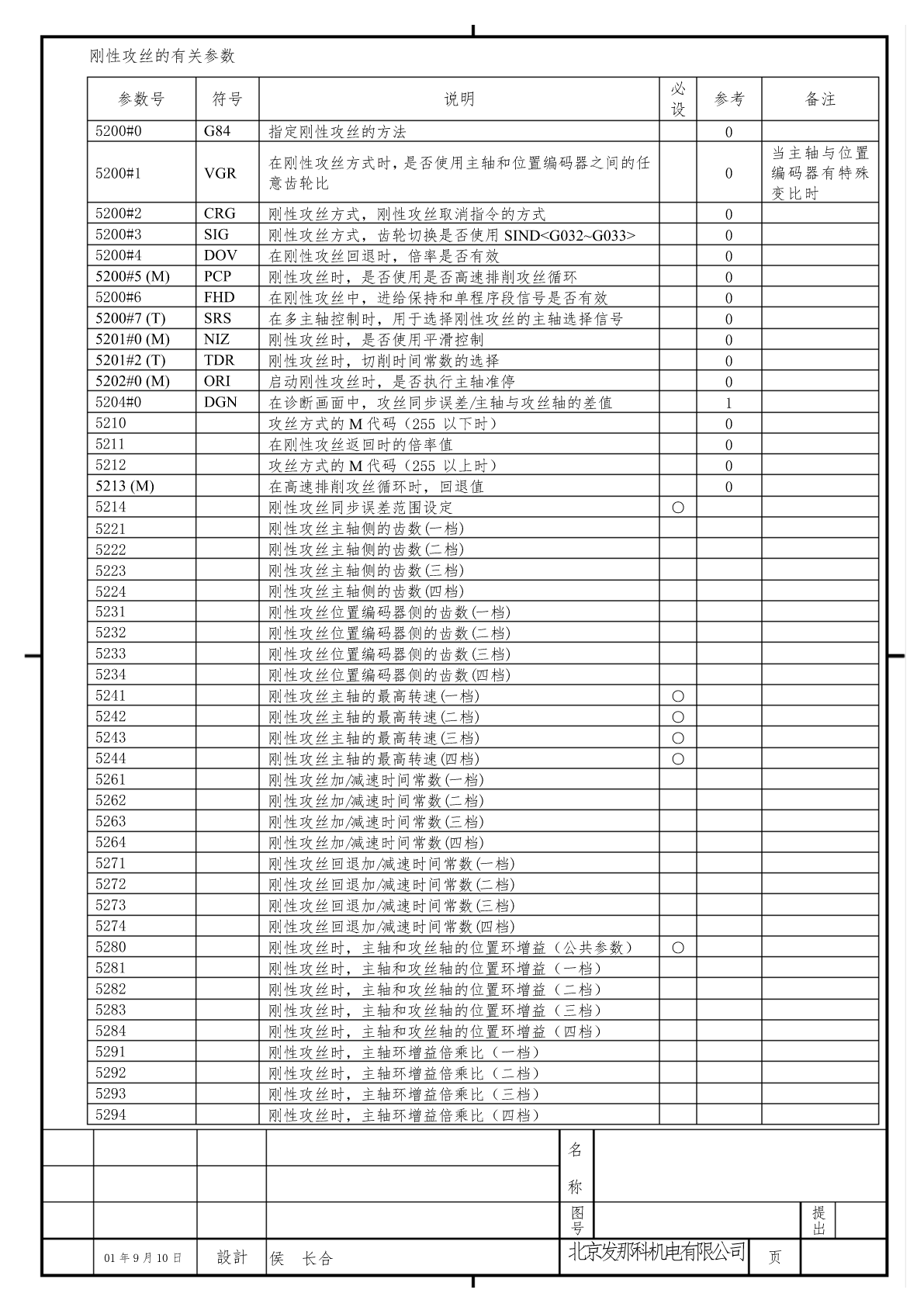
FANUC0i-MA刚性攻丝功能的实现(RigidTapping)目录1.概要2.系统的配置3.刚性攻丝相关的控制信号4.刚性攻丝控制的时序5.刚性攻丝PMC的梯形图的实现6.刚性攻丝的有关参数7.诊断维修和调试名称图提号出版01年9月10日設計侯长合北京发那科机电有限公司页1.概要在刚性攻丝时,主轴旋转一转所对应钻孔轴的进给量必须和攻丝的螺距相等,即必须满足如下的条件:P=F/S,P:攻丝的螺距(mm)F:钻孔轴的进给量(mm/min)S:主轴的速度(rpm)在攻丝循环时G74/G84(M系列),G84

FANUC系统刚性攻丝问题.doc
(图一)刚性攻丝的实验参数,S=800,F=800,传动比为4:1。SVGuide选择“XTYT”观测页面,主轴选择“SPEED”观测项目,攻丝轴选择“SYNC”观测项目,采样时间1ms,采样数据点8000~10000该图的左面有个小的凸台,这其实是主轴从速度环变为位置环时,主轴先执行了回零动作。可以通过NO5202#0=0关闭这个回零的动作。这个图形表明刚性攻丝的性能仍然不行,因为主轴转速没有达到指令转速,当S=800时,主轴电机转速应该是3200,很显然,图形的红色曲线表明主轴电机的转速大约2500左

FANUC系统刚性攻丝功能在数控机床中的应用.docx
FANUC系统刚性攻丝功能在数控机床中的应用张小军(宝鸡机床集团有限公司,721013)摘要:本文阐述了刚性攻丝基本原理、硬件配置,梯形图编写,参数设置以及调试中的注意事项,FANUC数控系统在功能扩展和应用方面在生产中实际应用。关键词:FANUC数控系统;高速;高精度;刚性攻丝中图分类号:TP273文献标识码:B文章编号:1004-0420(2010)05-0012-030引言如何利用现有加工手段进行高速高精度的加工,是困扰机床使用者最多的问题。刚性攻丝功能能高速高精度攻丝加工,作为数控机床生产厂家如何

FANUC系统主轴特殊刚性攻丝实现方法.docx
FANUC系统主轴特殊刚性攻丝实现方法FANUC系统主轴特殊刚性攻丝实现方法随着制造业的发展和进步,高精度、高速度、高效率的生产要求越来越高。在机床生产领域中,攻丝是一种常用的工艺。攻丝具有高效、高精度、高质量等优点,在制造业中的使用越来越广泛。随着需求的增加,攻丝技术也变得更加严格和复杂。因此,如何实现高质量的攻丝工艺是制造业中的重要问题。FANUC是一家全球性的制造商,专注于数控系统和机器人技术的研发、生产和销售。FANUC数控系统具有实时控制、高速度、高精度和稳定性强等特点。在攻丝技术方面,FANU

刚性攻丝的调试.doc
刚性攻丝的调试:确认同步误差(DGN453小于10或servoguide测定值在100以内)在合理范围内时对于刚性攻丝,调整以下参数:1、调整位置增益参数No.4065~4068=5000,主轴位置增益;No.5280~5284=5000,攻丝轴位置增益。主要影响精度。必须两者始终保持一致,否则导致同步误差变大。如果增益变大的话,会导致同步误差变大,加工用时越少。2、攻丝时加减速时间常数进刀时加减速时间常数:No.5261~5264。退刀时加减速时间常数:NO.5271-5274(5201#2=0时和进刀