
轻量化复合制动盘及其制备方法.pdf

小云****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轻量化复合制动盘及其制备方法.pdf
一种轻量化复合制动盘及其制备方法,属于汽车配件制造技术领域。轻量化复合制动盘包括铝合金盘帽和灰铸铁摩擦盘两部分组成,由高强度螺栓牢固连接成一体。本发明轻量化复合制动盘耐磨灰铸铁摩擦盘的上、下制动面硬度差在8HBS以内,同时具备高耐磨性、高耐热性、良好的切削性和振动衰减性,从而提高了制动盘的使用寿命,提高了汽车的舒适性。在汽车上装车使用,使用寿命比常用的HT250制动盘提高3倍以上,使用本发明复合制动盘,轻量化效果明显,使用寿命长,推广应用具有显著的经济和社会效益。
钛基复合材料制动盘及其制备方法.pdf
本申请涉及钛基复合材料制动盘及其制备方法,该制动盘包括TiBw和TiCp增强的纯钛基复合材料结构层及与所述结构层冶金结合的TiNx和CrN增强的Ti‑Cr‑Ni基复合材料耐磨层。TiBw和TiCp增强的纯钛基复合材料结构层具有良好的高温强度和持久性以及较好的导热性,适用于长距离、长时间制动条件下的散热;TiNx和CrN增强的Ti‑Cr‑Ni基复合材料耐磨层则具有较高的硬度和良好的耐磨性以及良好的抗氧化磨损能力;上述结构层和耐磨层冶金结合,既能满足制动盘通常所需的制动性能,如耐高温、耐磨损等,又能低成本制备

电磁和摩擦复合盘式制动器及其制动方法.pdf
本发明公开了一种电磁和摩擦复合盘式制动器及其制动方法,包括设置在制动盘轴向端面的电磁制动机构和设置在制动盘径向外侧的摩擦制动机构,所述电磁制动机构包括沿轴向对称设置在制动盘轴向两端端面的电磁铁组件,各电磁铁组件分别通过连接组件固定在制动盘上,所述电磁铁组件与制动盘轴向端面之间留有气隙,所述摩擦制动机构和电磁制动机构作用于制动盘的制动面相互独立,所述摩擦制动机构包括用于与制动盘的制动面配合形成摩擦制动的楔形摩擦衬块。本发明可以缩短制动作用时间,有效提高制动性能和行车安全性,同时能够很好的控制噪声和粉尘对环境

制动盘的制备方法.pdf
本申请涉及制动盘的制备方法,通过在盘体模腔中先铺设第一层结构材料层、第二层摩擦材料层和第三层结构材料层,预压后,再在盘帽模腔中铺设结构材料层,合压,得到生坯,通过计算公式计算出结构材料层的厚度,使得生坯各个部分在后续烧结过程中的烧结收缩率相匹配,界面结合处不会发生开裂等情况,最后将易加工的第一层结构材料层和第三层结构材料层通过机加去除,即可得到制动盘,避免了对难加工的摩擦材料层的切削,节省了制造成本。
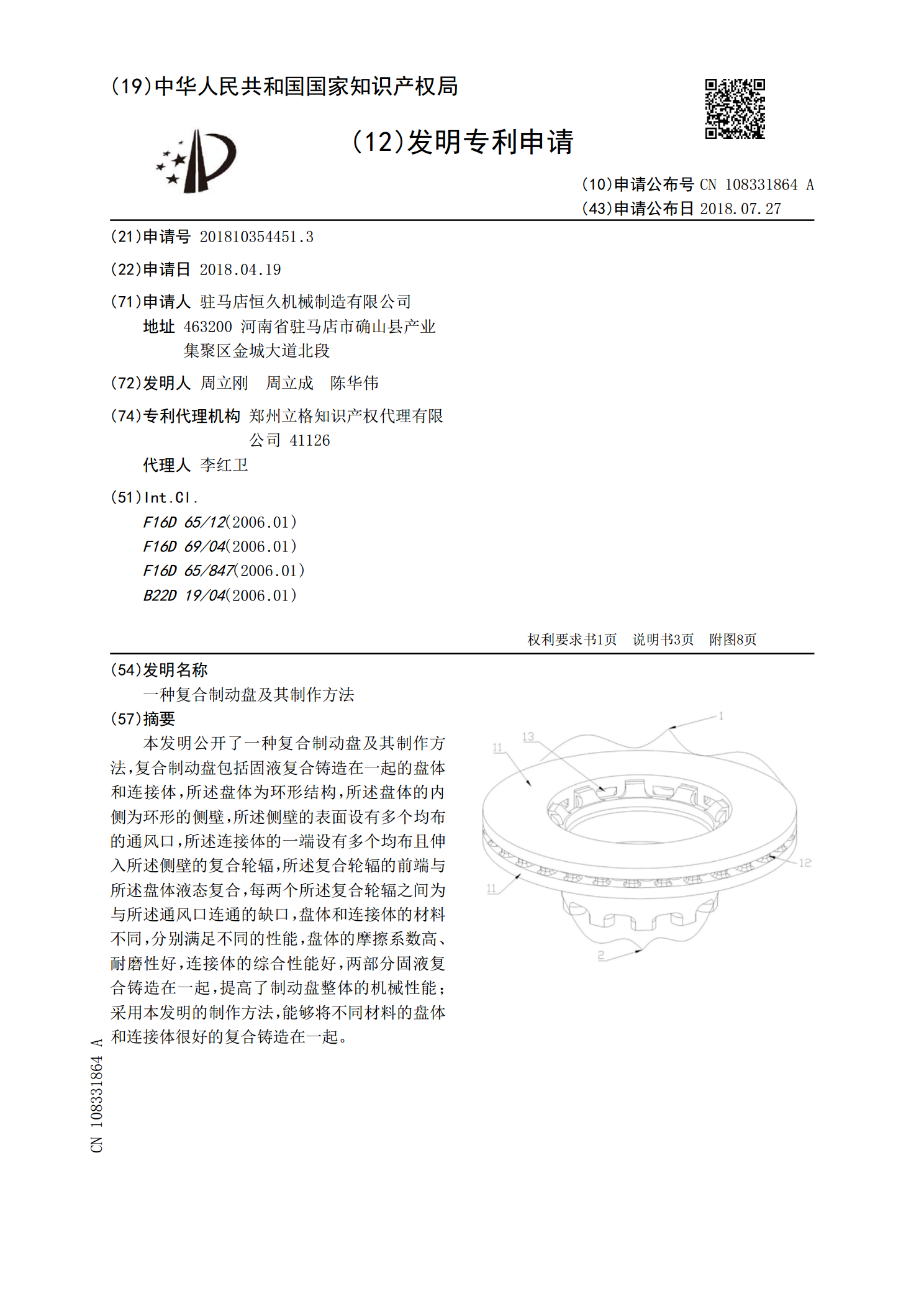
一种复合制动盘及其制作方法.pdf
本发明公开了一种复合制动盘及其制作方法,复合制动盘包括固液复合铸造在一起的盘体和连接体,所述盘体为环形结构,所述盘体的内侧为环形的侧壁,所述侧壁的表面设有多个均布的通风口,所述连接体的一端设有多个均布且伸入所述侧壁的复合轮辐,所述复合轮辐的前端与所述盘体液态复合,每两个所述复合轮辐之间为与所述通风口连通的缺口,盘体和连接体的材料不同,分别满足不同的性能,盘体的摩擦系数高、耐磨性好,连接体的综合性能好,两部分固液复合铸造在一起,提高了制动盘整体的机械性能;采用本发明的制作方法,能够将不同材料的盘体和连接体很