
一种铝合金制动盘帽的液态挤锻压铸造工艺.pdf

子璇****君淑


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金制动盘帽的液态挤锻压铸造工艺.pdf
本发明涉及了制动盘帽制造技术领域的一种铝合金制动盘帽的液态挤锻压铸造工艺,包括铝锭溶解、材质成分调质、铝液精炼、模具注入铝液、模具闭合挤压、模具开启、模具二次闭合锻压、保压冷却、开模取件、铸件冷却、热处理、综合检测、机加工,铸件为一次成型,无常规铸件所存在的补缩浇冒口及边角料,无需切割浇冒口,热处理后,可直接实施加工,不仅无需实施浇冒口的切割,而且降低了产品的毛坯重量,提升了产品成型的效率,同时铸件内部无缩松组织,不良大幅下降,极大的提高产品合格率达,通过先挤压再锻压的工艺设计,使产品的内部组织含气量得到
一种铝合金制动盘帽的液态挤锻压铸造模具.pdf
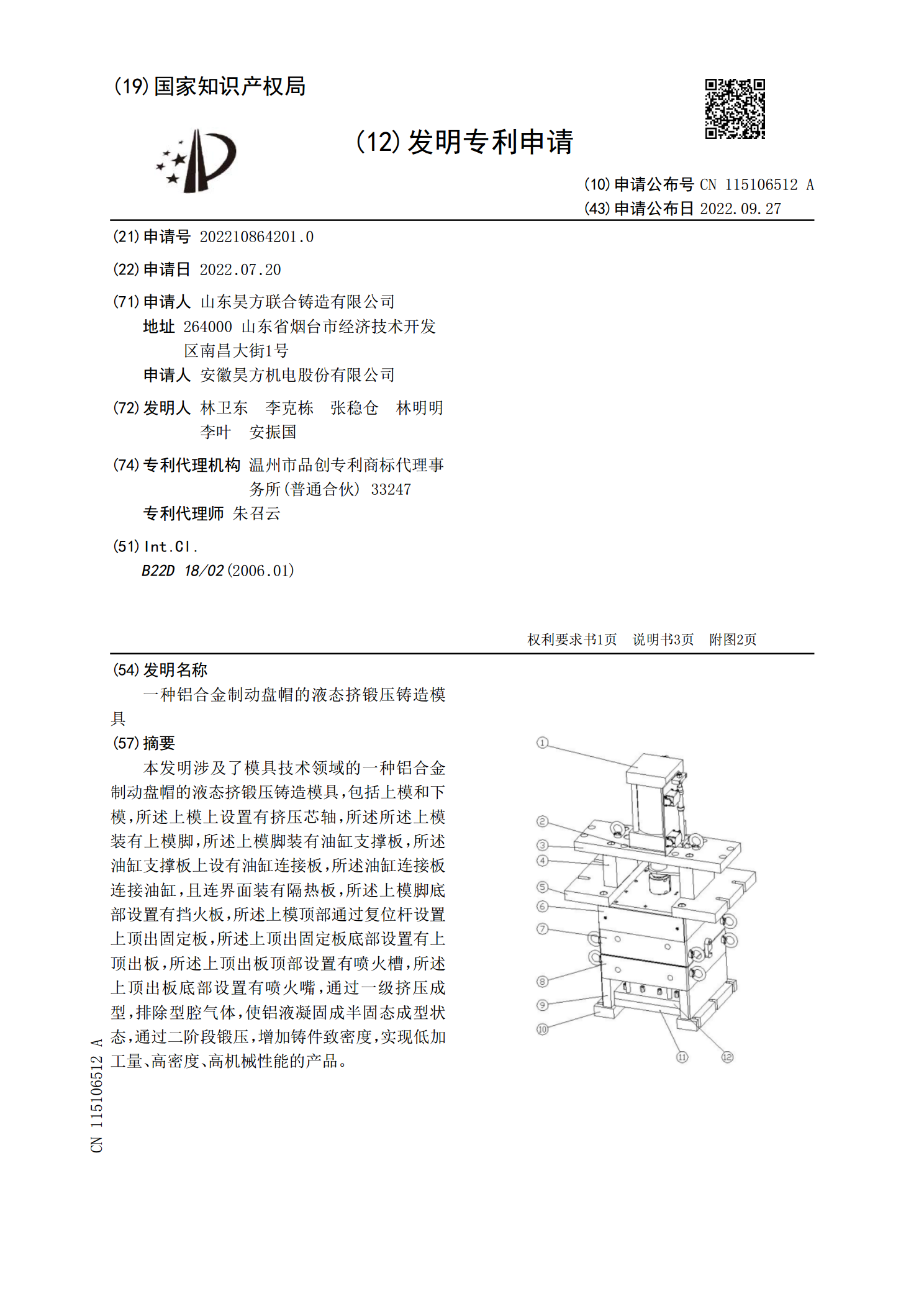
本发明涉及了模具技术领域的一种铝合金制动盘帽的液态挤锻压铸造模具,包括上模和下模,所述上模上设置有挤压芯轴,所述所述上模装有上模脚,所述上模脚装有油缸支撑板,所述油缸支撑板上设有油缸连接板,所述油缸连接板连接油缸,且连界面装有隔热板,所述上模脚底部设置有挡火板,所述上模顶部通过复位杆设置上顶出固定板,所述上顶出固定板底部设置有上顶出板,所述上顶出板顶部设置有喷火槽,所述上顶出板底部设置有喷火嘴,通过一级挤压成型,排除型腔气体,使铝液凝固成半固态成型状态,通过二阶段锻压,增加铸件致密度,实现低加工量、高密度
制动盘铸造工艺设计.doc
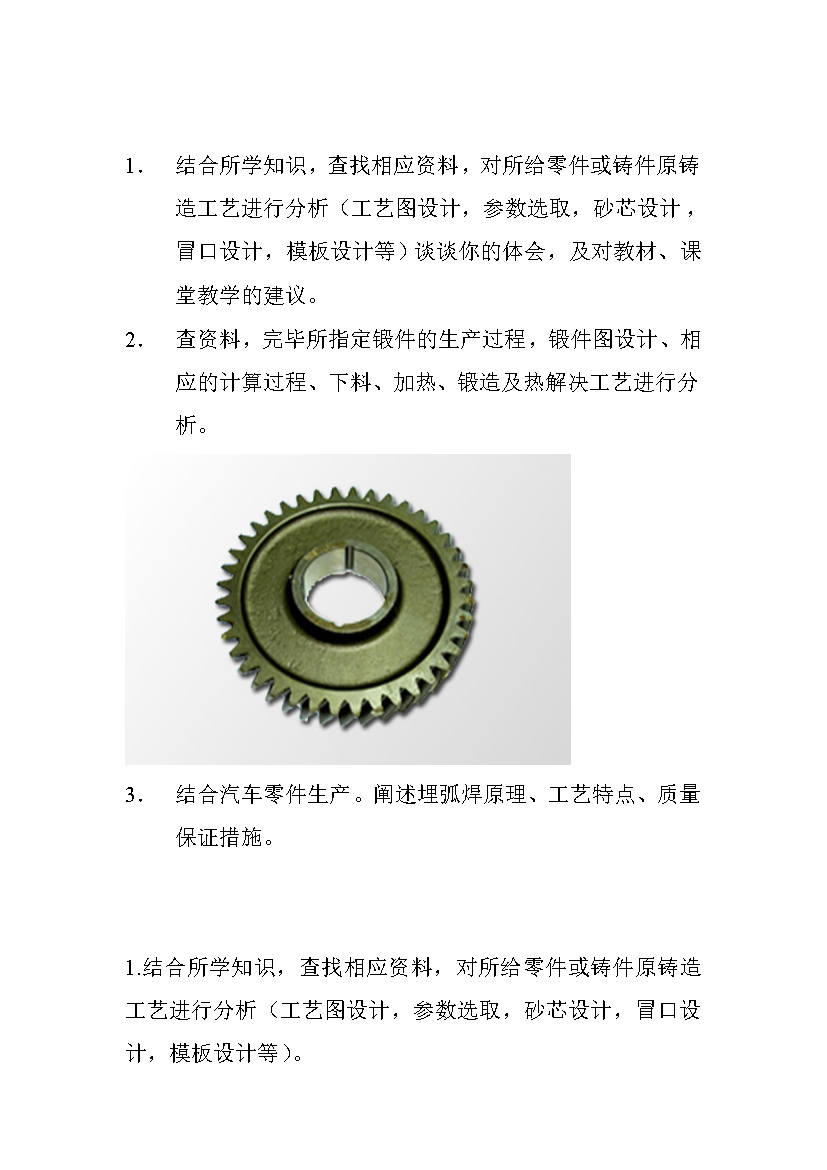
结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)谈谈你的体会,及对教材、课堂教学的建议。查资料,完毕所指定锻件的生产过程,锻件图设计、相应的计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证措施。1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)。1.1制动盘铸造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄
液态模锻加工铸造铝合金及其铸造工艺.pdf
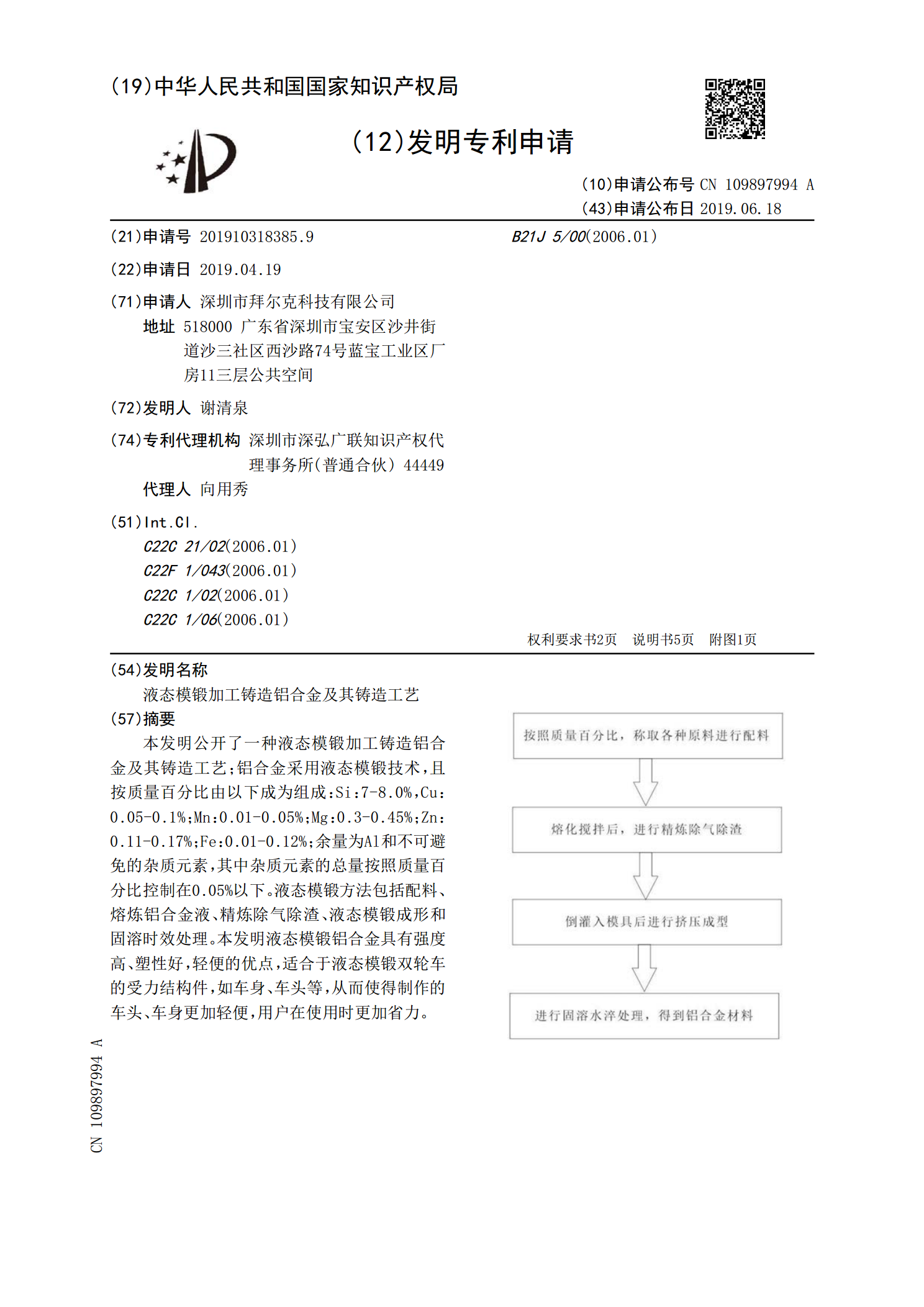
本发明公开了一种液态模锻加工铸造铝合金及其铸造工艺;铝合金采用液态模锻技术,且按质量百分比由以下成为组成:Si:7‑8.0%,Cu:0.05‑0.1%;Mn:0.01‑0.05%;Mg:0.3‑0.45%;Zn:0.11‑0.17%;Fe:0.01‑0.12%;余量为Al和不可避免的杂质元素,其中杂质元素的总量按照质量百分比控制在0.05%以下。液态模锻方法包括配料、熔炼铝合金液、精炼除气除渣、液态模锻成形和固溶时效处理。本发明液态模锻铝合金具有强度高、塑性好,轻便的优点,适合于液态模锻双轮车的受力结构件

制动盘铸造工艺设计样本.doc
结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)谈谈你体会,及对教材、课堂教学建议。查资料,完毕所指定锻件生产过程,锻件图设计、相应计算过程、下料、加热、锻造及热解决工艺进行分析。结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证办法。1.结合所学知识,查找相应资料,对所给零件或铸件原锻造工艺进行分析(工艺图设计,参数选用,砂芯设计,冒口设计,模板设计等)。1.1制动盘锻造规定及现状一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及