
大型铸件砂芯的防上浮装置及铸造方法.pdf

Jo****63

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型铸件砂芯的防上浮装置及铸造方法.pdf
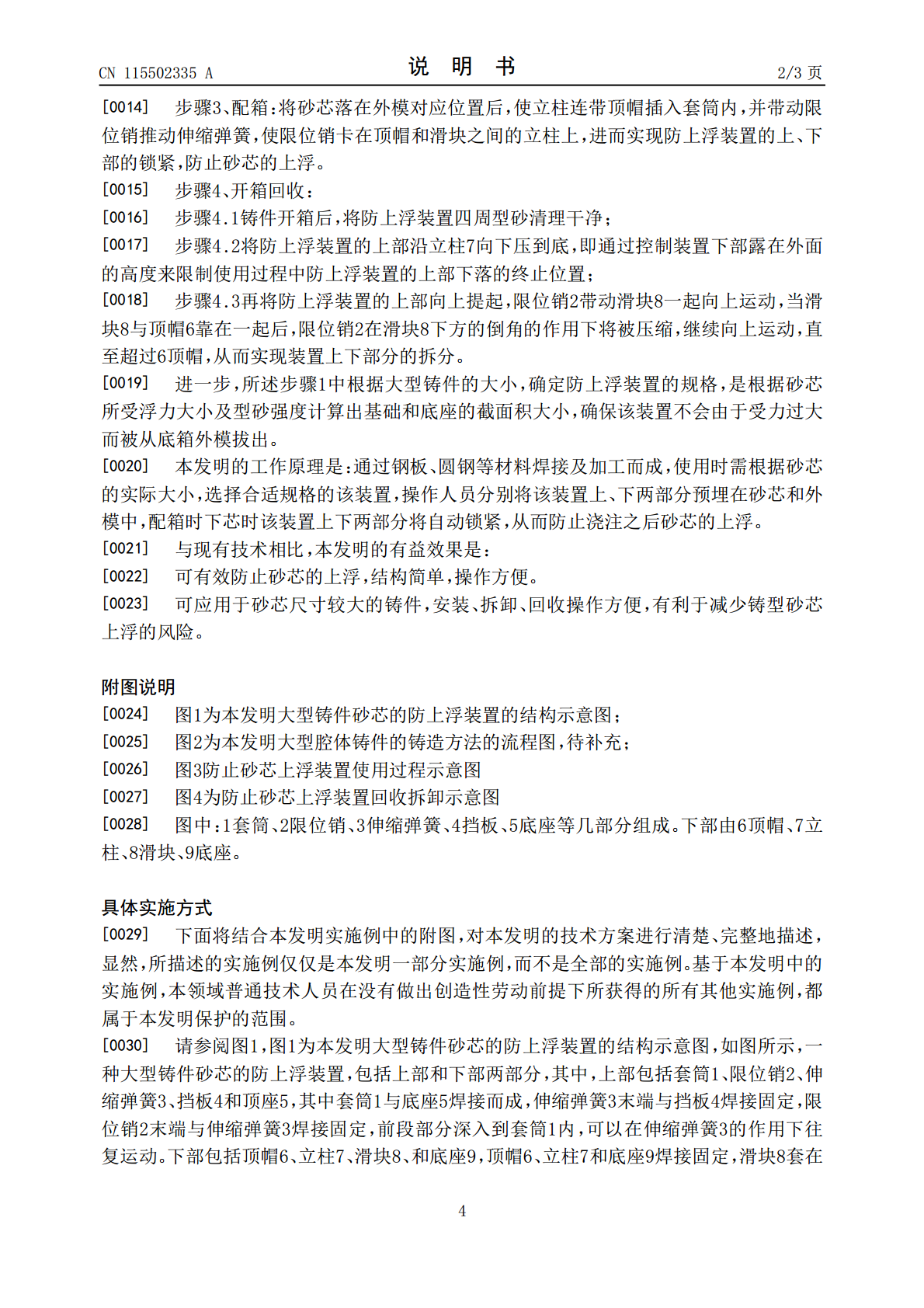
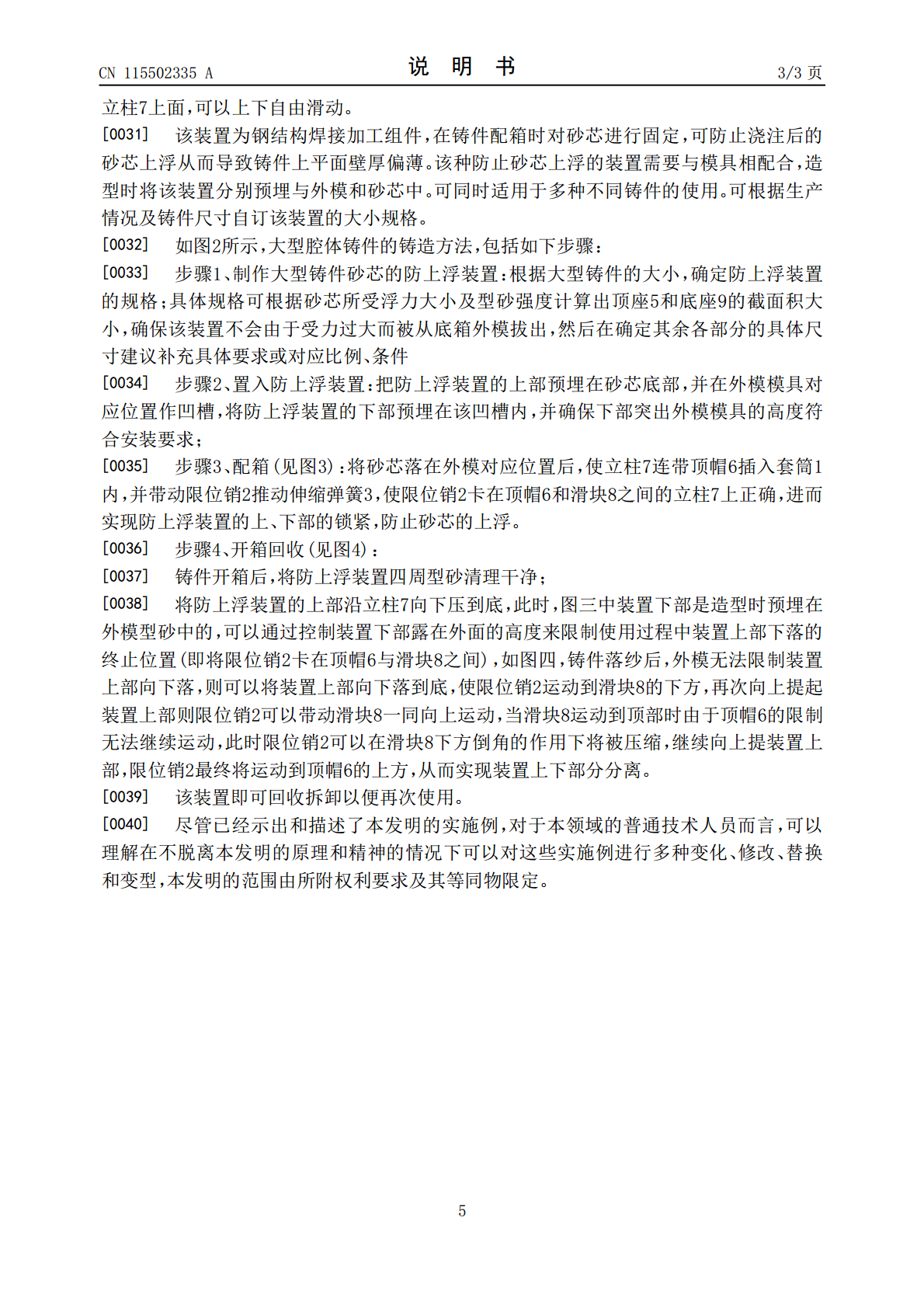
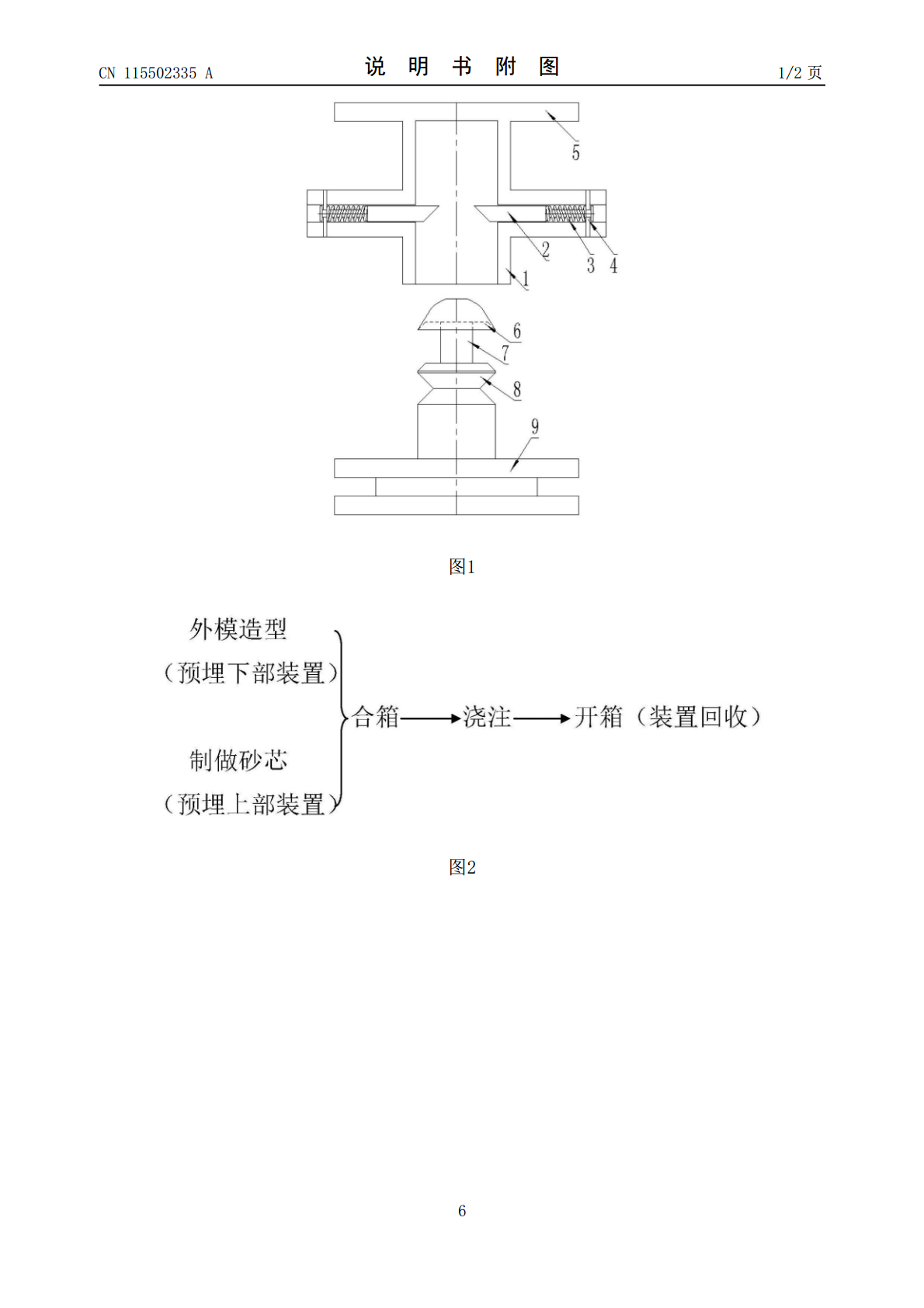
一种大型铸件砂芯的防上浮装置及铸造方法,装置包括上部和下部两部分;所述的上部,包括套筒、基座和一对定位机构,所述的套筒的一端与基座固定,所述的定位机构由依次连接的限位销、伸缩弹簧和挡板构成,两个限位销的前端由套筒的两侧分别伸入至套筒内,可以在伸缩弹簧的作用下往复运动;所述的下部,包括依次连接的顶帽、立柱和底座,在所述的立柱上套设有滑块,可沿立柱上下自由滑动。本发明在铸件配箱时对砂芯进行固定,可防止浇注后的砂芯上浮从而导致铸件上平面壁厚偏薄。该种防止砂芯上浮的装置需要与模具相配合,造型时将该装置分别预埋与外
大型铸件砂芯的表面处理装置.pdf
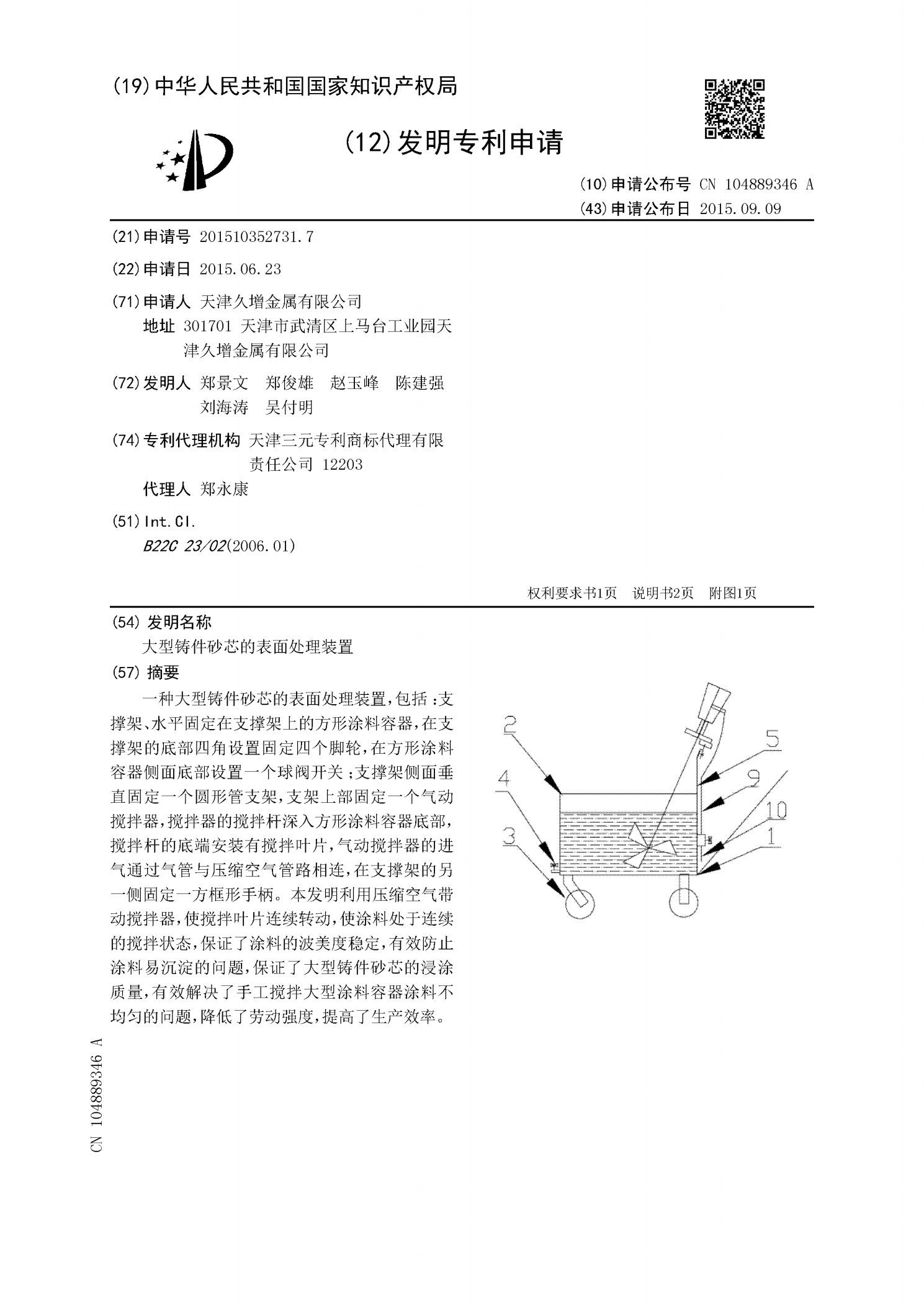
一种大型铸件砂芯的表面处理装置,包括:支撑架、水平固定在支撑架上的方形涂料容器,在支撑架的底部四角设置固定四个脚轮,在方形涂料容器侧面底部设置一个球阀开关;支撑架侧面垂直固定一个圆形管支架,支架上部固定一个气动搅拌器,搅拌器的搅拌杆深入方形涂料容器底部,搅拌杆的底端安装有搅拌叶片,气动搅拌器的进气通过气管与压缩空气管路相连,在支撑架的另一侧固定一方框形手柄。本发明利用压缩空气带动搅拌器,使搅拌叶片连续转动,使涂料处于连续的搅拌状态,保证了涂料的波美度稳定,有效防止涂料易沉淀的问题,保证了大型铸件砂芯的浸涂

一种大型铸件覆膜砂铸造方法.pdf
本发明涉及一种大型铸件覆膜砂铸造方法,通过吊装板、吊环、挖出装置、卡紧装置、驱动装置和敲击装置联合工作,从而对大型铸件进行吊装和去砂。本发明提供的一种大型铸件覆膜砂铸造方法,可以解决现有大型铸件铸造设备在对大型铸件进行铸造时,通常直接将铸造完成后的铸件锁紧固定后,直接将其从砂模中吊装出,吊装过程中铸件易与锁紧机构之间发生滑动导致铸件脱落,造成人员受伤的情况以及铸件吊装至指定位置后,需要通过人工对铸件表面残留的砂进行去除,由于大型铸件体积较大且形状较为复杂,从而导致人工去砂效率低,进而使得大型铸件的铸造效率

制造大型薄壁框架类铸件用砂芯制备方法.pdf
本发明提供一种制造大型薄壁框架类铸件用砂芯制备方法,包括以下步骤:采用随温度变化的砂芯粘结剂制作与大型薄壁框架类铸件相匹配的砂芯,砂芯为实体结构;在砂芯上端面周边制作若干蜂窝孔,蜂窝孔轴线与砂芯上端面相垂直。向蜂窝孔内填充透气、无水分、无强度的干砂,干砂上再附覆型砂并与砂芯上端面平齐。本砂芯制备方法,在砂芯上端面周边制作若干蜂窝孔,保证了铸件凝固过程由受阻收缩变为趋于“零阻力”的近自由收缩,降低了铸件产生裂纹的几率;同时也保证了铸件收缩阻力的均匀性,减少变形量,以保证形位公差,提高铸件精度。此外蜂窝孔在实
一种厚大铸件孔类砂芯防粘砂方法.pdf
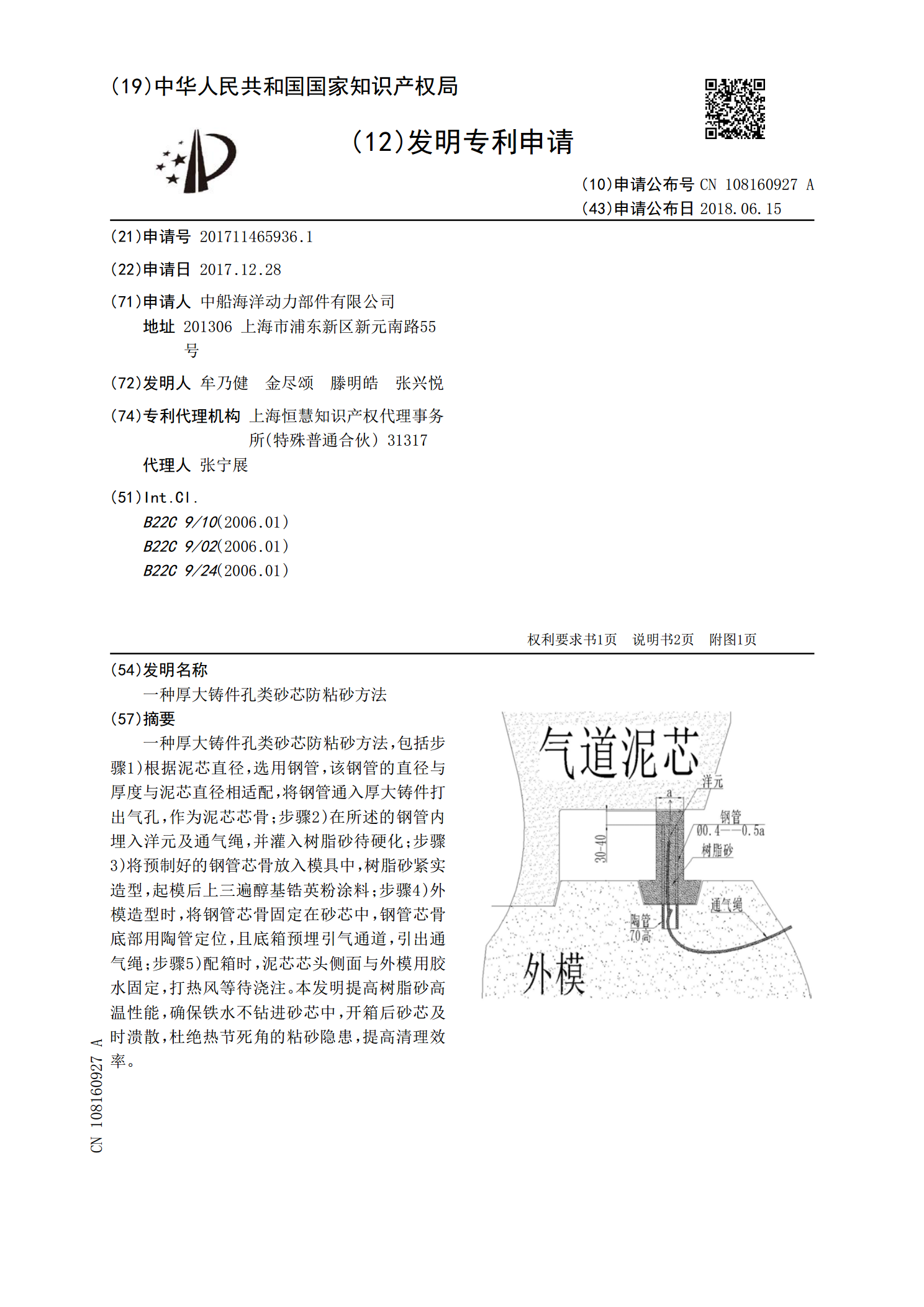
一种厚大铸件孔类砂芯防粘砂方法,包括步骤1)根据泥芯直径,选用钢管,该钢管的直径与厚度与泥芯直径相适配,将钢管通入厚大铸件打出气孔,作为泥芯芯骨;步骤2)在所述的钢管内埋入洋元及通气绳,并灌入树脂砂待硬化;步骤3)将预制好的钢管芯骨放入模具中,树脂砂紧实造型,起模后上三遍醇基锆英粉涂料;步骤4)外模造型时,将钢管芯骨固定在砂芯中,钢管芯骨底部用陶管定位,且底箱预埋引气通道,引出通气绳;步骤5)配箱时,泥芯芯头侧面与外模用胶水固定,打热风等待浇注。本发明提高树脂砂高温性能,确保铁水不钻进砂芯中,开箱后砂芯及