
一种厚大铸件孔类砂芯防粘砂方法.pdf

是丹****ni


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚大铸件孔类砂芯防粘砂方法.pdf
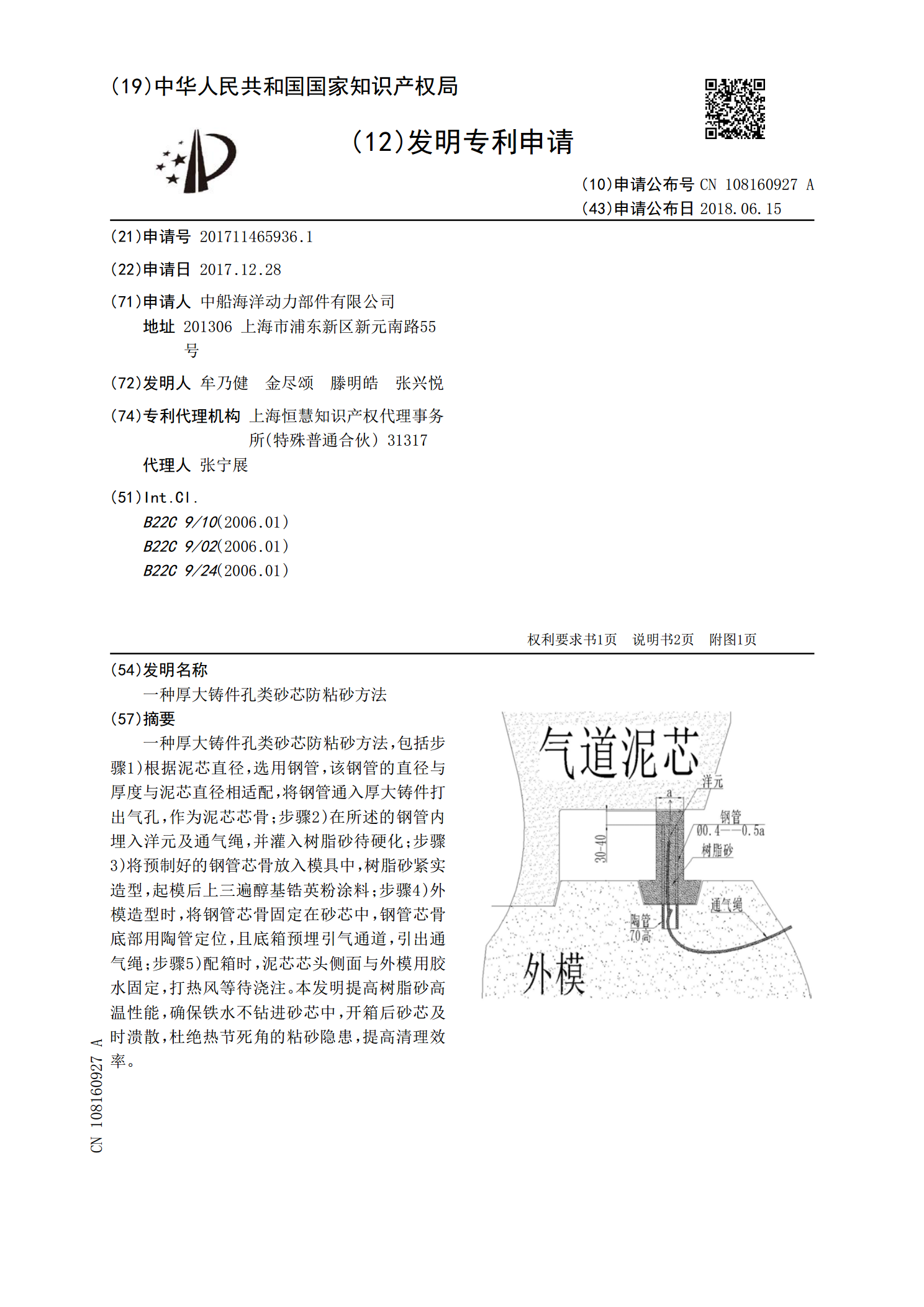
一种厚大铸件孔类砂芯防粘砂方法,包括步骤1)根据泥芯直径,选用钢管,该钢管的直径与厚度与泥芯直径相适配,将钢管通入厚大铸件打出气孔,作为泥芯芯骨;步骤2)在所述的钢管内埋入洋元及通气绳,并灌入树脂砂待硬化;步骤3)将预制好的钢管芯骨放入模具中,树脂砂紧实造型,起模后上三遍醇基锆英粉涂料;步骤4)外模造型时,将钢管芯骨固定在砂芯中,钢管芯骨底部用陶管定位,且底箱预埋引气通道,引出通气绳;步骤5)配箱时,泥芯芯头侧面与外模用胶水固定,打热风等待浇注。本发明提高树脂砂高温性能,确保铁水不钻进砂芯中,开箱后砂芯及

铸件粘砂的测定方法.docx
铸件粘砂的测定方法铸件粘砂是指在铸造过程中,由于砂型与铸件表面粘附或附着有砂粒而造成的缺陷。粘砂不仅会导致铸件表面粗糙、不平整,还有可能造成砂眼、气孔等缺陷,降低铸件的质量。因此,粘砂的测定方法对于铸件质量控制至关重要。1.粘砂周期检测法:该方法通过周期性的检测,间隔一定时间对砂型进行检查,观察砂型表面是否有粘附的砂粒。具体操作步骤如下:(1)选择一个具有代表性的铸件,进行铸造;(2)在铸造之前,记录下砂型的相关信息,包括砂型材料、砂型制备方法等;(3)在每次铸造完成后,立即对砂型进行检查,记录粘砂的情况

解决铸件粘砂的简便方法.docx
解决铸件粘砂的简便方法解决铸件粘砂的简便方法一、引言:铸造工艺是一种常用的制造工艺,特别适用于大规模生产和形状复杂的零件制造。然而,在铸造过程中,经常会遇到一个常见的问题,即铸件表面容易出现砂粘附现象。这不仅会影响铸件的质量和尺寸精度,还会增加清理和修理的工作量,延长生产周期。因此,寻找解决铸件粘砂问题的简便方法对于提高生产效率和降低生产成本具有重要意义。二、粘砂的原因分析:在理解解决铸件粘砂问题的方法之前,首先需要了解造成粘砂的原因。大致可以分为以下几个方面:1.砂芯质量问题:砂芯的制作过程中,如果使用

一种重型燃机压缩机排气缸铸件超薄砂芯防止粘砂的方法.pdf
本发明涉及一种重型燃机压缩机排气缸铸件超薄砂芯防止粘砂的方法,包括以下步骤:1)根据排气缸体的出气口的形状,制作木型;2)在出气口的位置用锆英砂摏实,在摏砂的过程中,把每个部位充分地摏实,不留空隙,在出气口外的其余位置用铬矿砂摏实,完成出气口芯子的制作;3)将出气口的芯子固定在大芯子中,一起下到外皮的砂型中;4)浇注结束后,进行清砂处理。优点是:采用锆英砂来代替铬矿砂,用锆英砂来打出气口芯子,用锆英砂可保证出气口强度,同时,可防止铸造之后产生粘砂、掉砂的现象,表面质量好,尺寸准确。实现了一次铸造成型,降低

厚大铸钢件粘砂机理及防止方法.docx
厚大铸钢件粘砂机理及防止方法厚大铸钢件粘砂机理及防止方法摘要:厚大铸钢件粘砂是一种常见的铸造缺陷,严重影响铸件的质量和性能。本文对厚大铸钢件粘砂机理进行了分析,主要涉及砂型材料特性、润湿性、气孔生成和排气等因素。同时,提出了几种常见的防止厚大铸钢件粘砂的方法,如涂料处理、表面活化剂处理和气孔消除等。通过采取这些措施,可以有效地改善铸钢件的质量和性能。关键词:厚大铸钢件;粘砂;机理;防止方法第一节:引言厚大铸钢件是重要的工业零部件,广泛应用于航空、航天、能源等领域。然而,由于铸造过程中的诸多因素影响,厚大铸