
一种PC梁支座加工装夹装置及装夹方法.pdf

努力****爱敏


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种PC梁支座加工装夹装置及装夹方法.pdf
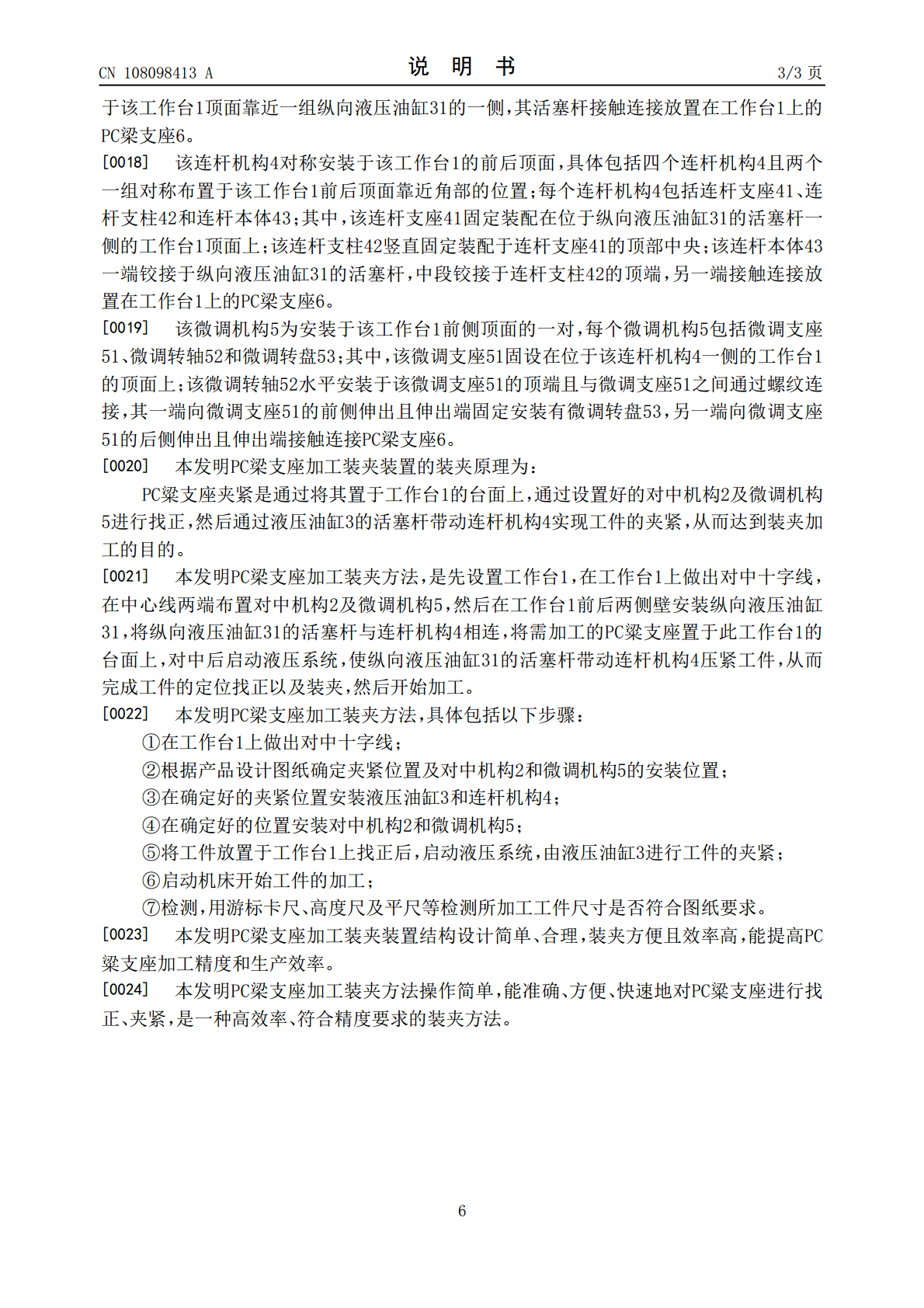
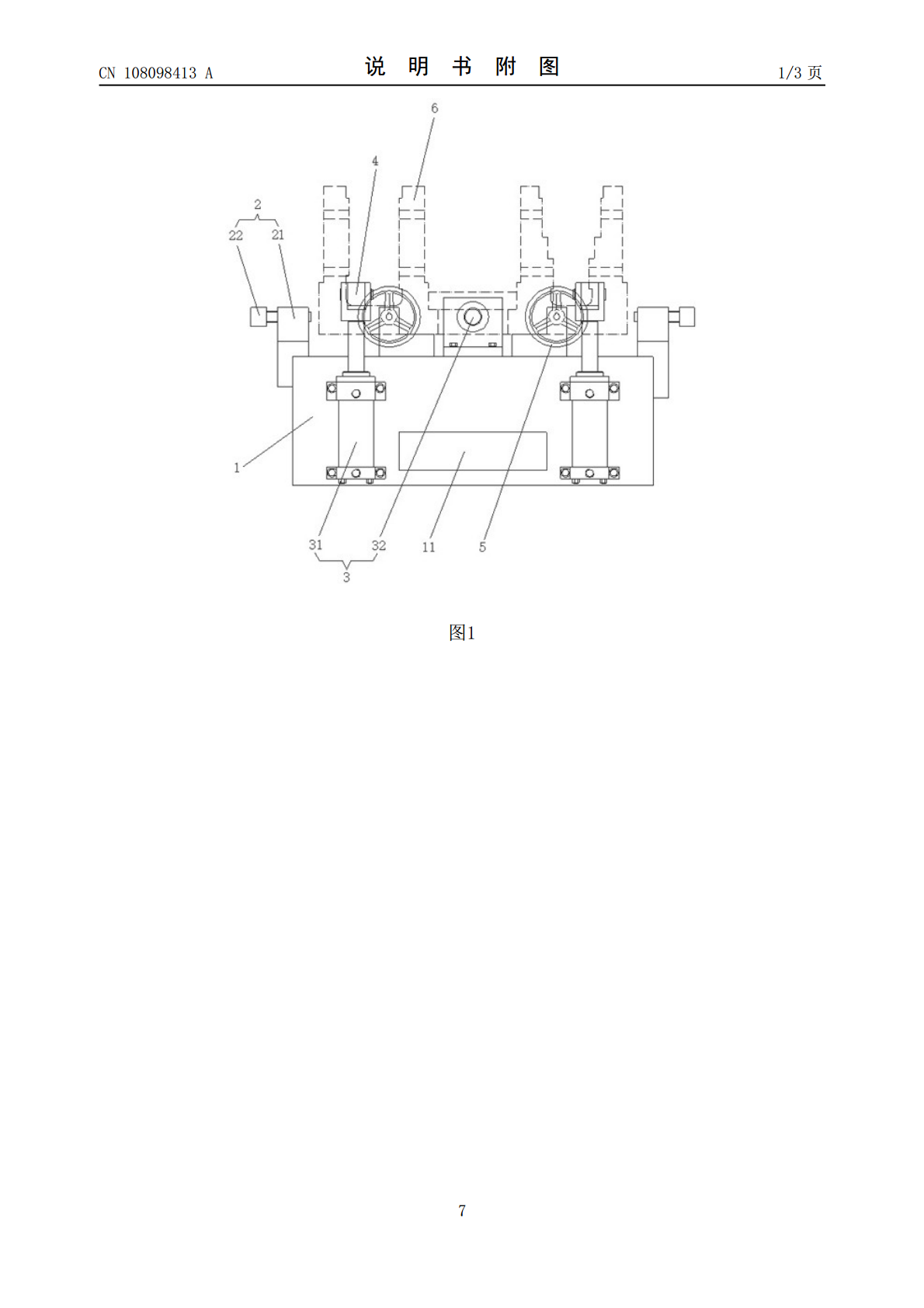
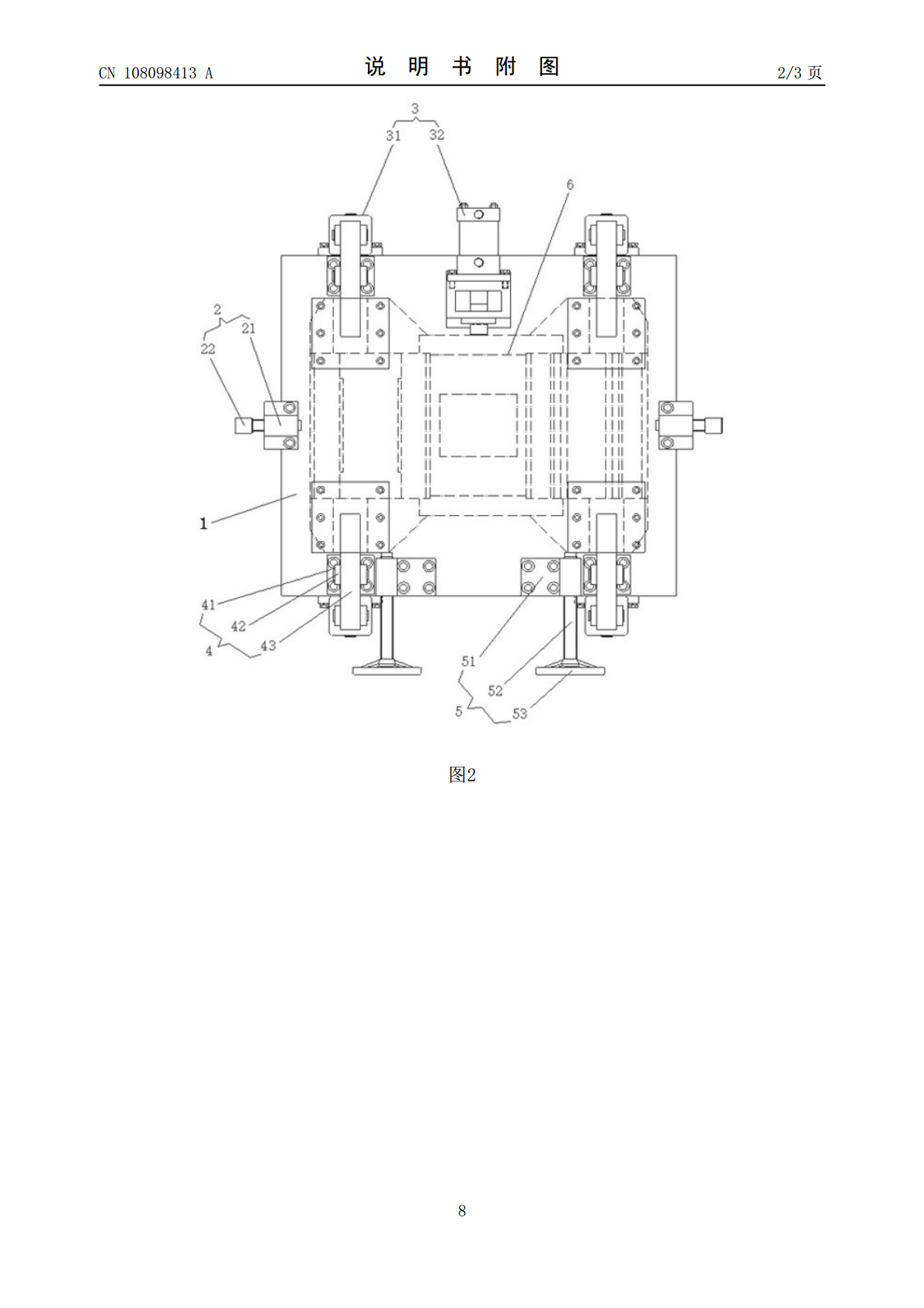
本发明涉及一种PC梁支座加工装夹装置及装夹方法,该装夹装置包括工作台及安装在所述工作台上的对中机构、液压油缸、连杆机构和微调机构;对中机构对称安装于工作台的上端左右两侧中部且与放置在工作台上的PC梁支座接触连接;液压油缸与外部液压系统连接且包括对称布置于工作台前后两侧壁的纵向液压油缸以及装设于工作台顶面的横向液压油缸;连杆机构对称安装于工作台的前后顶面,其一端连接纵向液压油缸的活塞杆,另一端与放置在工作台上的PC梁支座接触连接;微调机构安装于工作台得前侧顶面且与放置在工作台上的PC梁支座接触连接。本发明结
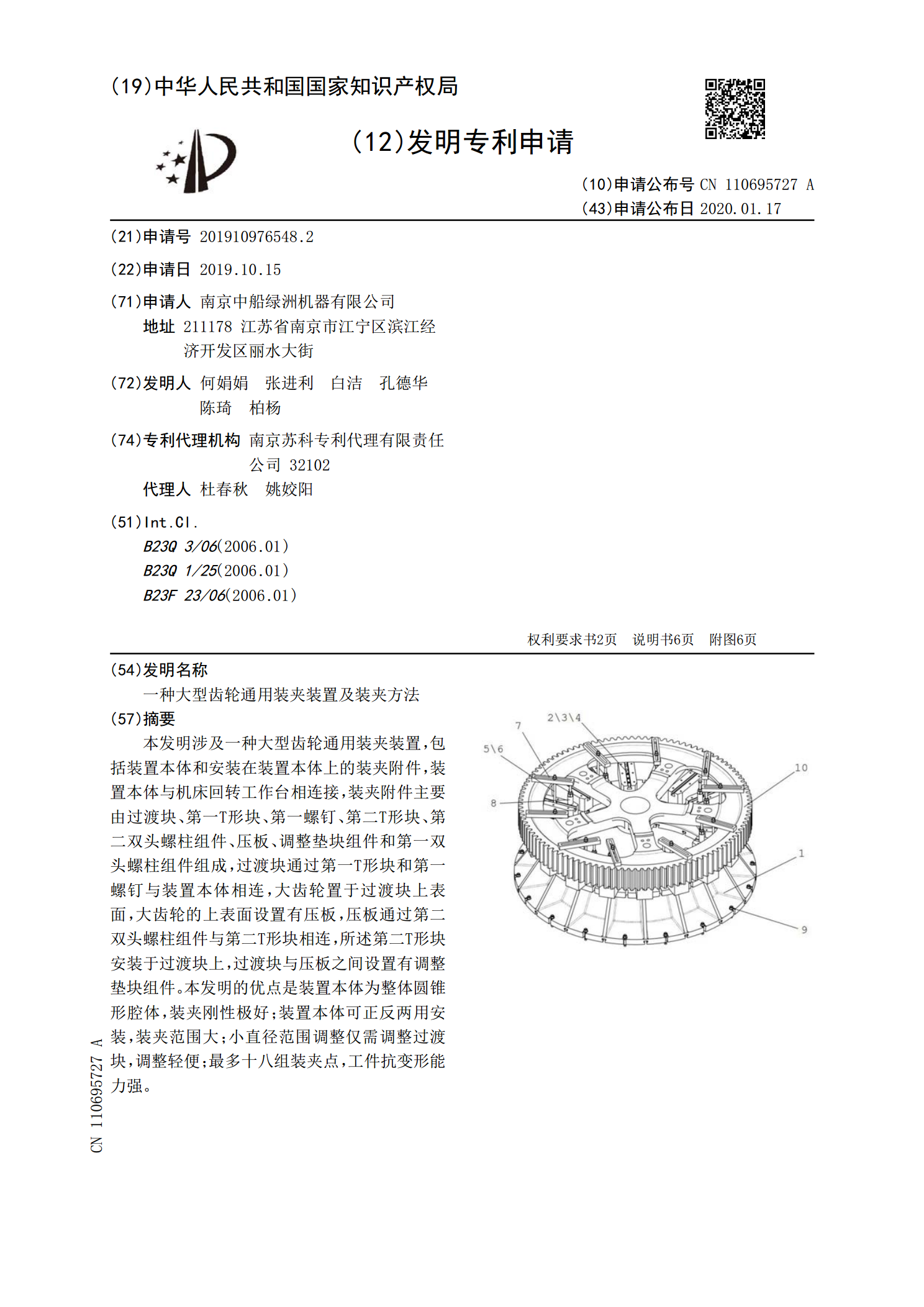
一种大型齿轮通用装夹装置及装夹方法.pdf
本发明涉及一种大型齿轮通用装夹装置,包括装置本体和安装在装置本体上的装夹附件,装置本体与机床回转工作台相连接,装夹附件主要由过渡块、第一T形块、第一螺钉、第二T形块、第二双头螺柱组件、压板、调整垫块组件和第一双头螺柱组件组成,过渡块通过第一T形块和第一螺钉与装置本体相连,大齿轮置于过渡块上表面,大齿轮的上表面设置有压板,压板通过第二双头螺柱组件与第二T形块相连,所述第二T形块安装于过渡块上,过渡块与压板之间设置有调整垫块组件。本发明的优点是装置本体为整体圆锥形腔体,装夹刚性极好;装置本体可正反两用安装,装
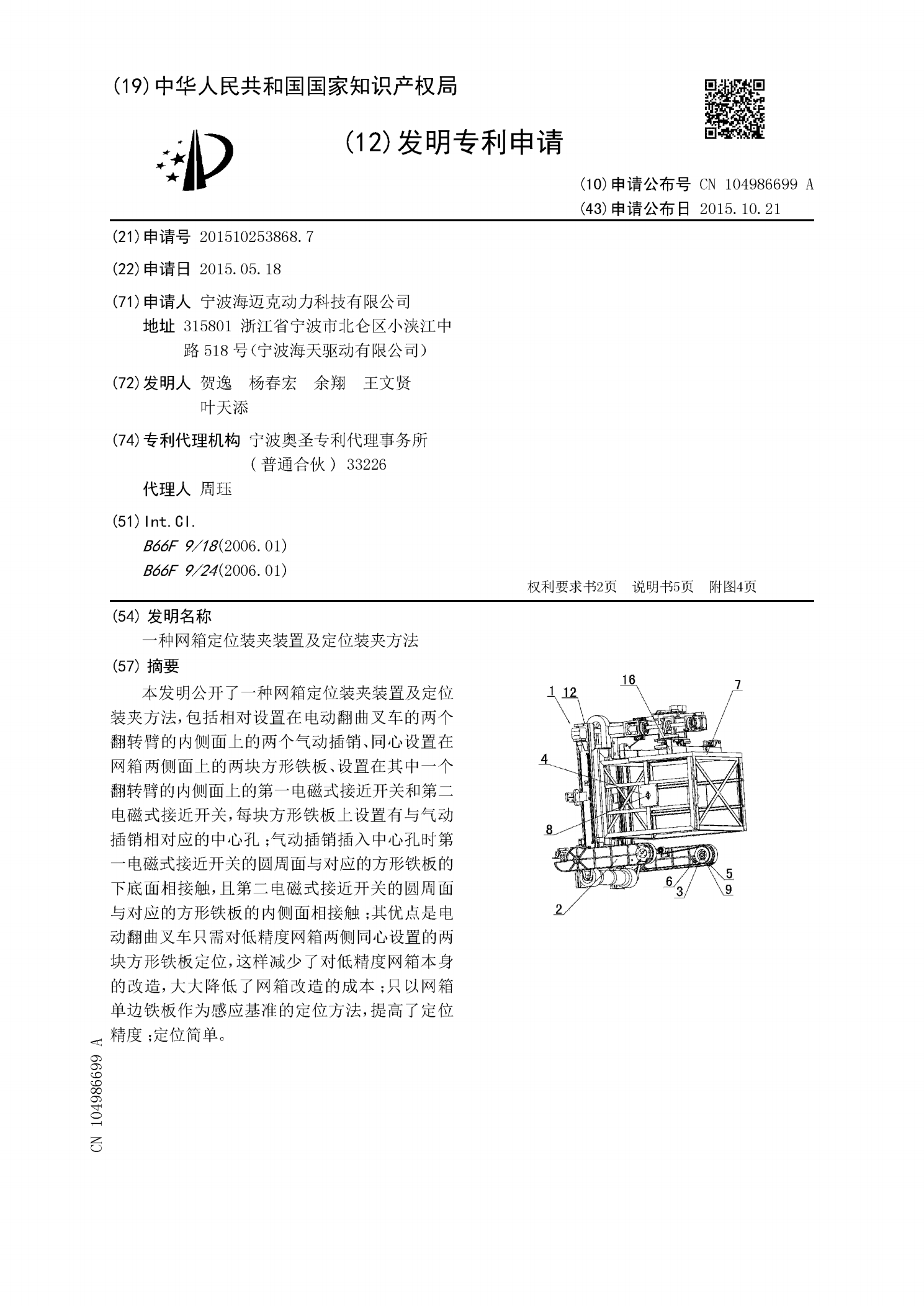
一种网箱定位装夹装置及定位装夹方法.pdf
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大
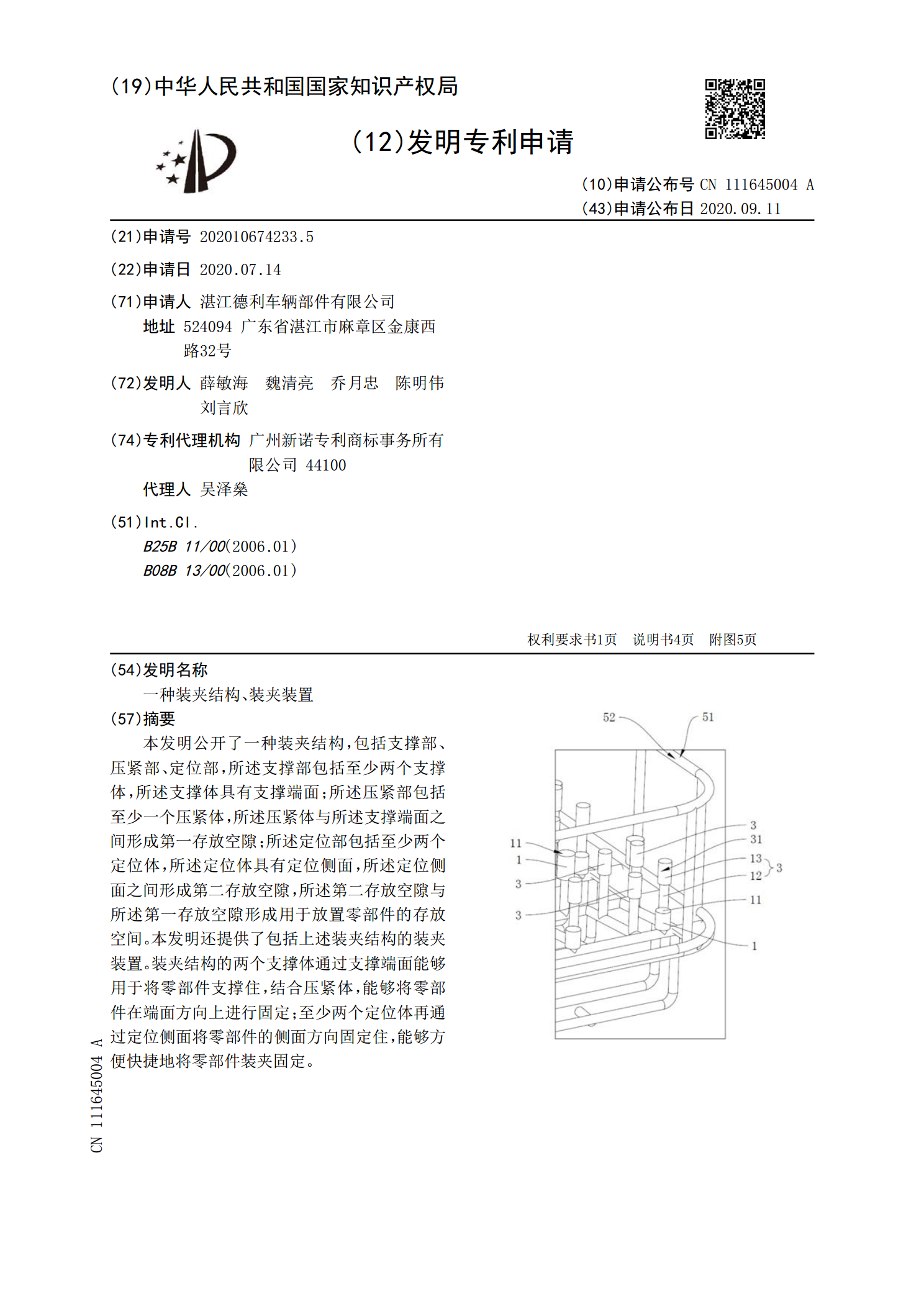
一种装夹结构、装夹装置.pdf
本发明公开了一种装夹结构,包括支撑部、压紧部、定位部,所述支撑部包括至少两个支撑体,所述支撑体具有支撑端面;所述压紧部包括至少一个压紧体,所述压紧体与所述支撑端面之间形成第一存放空隙;所述定位部包括至少两个定位体,所述定位体具有定位侧面,所述定位侧面之间形成第二存放空隙,所述第二存放空隙与所述第一存放空隙形成用于放置零部件的存放空间。本发明还提供了包括上述装夹结构的装夹装置。装夹结构的两个支撑体通过支撑端面能够用于将零部件支撑住,结合压紧体,能够将零部件在端面方向上进行固定;至少两个定位体再通过定位侧面将
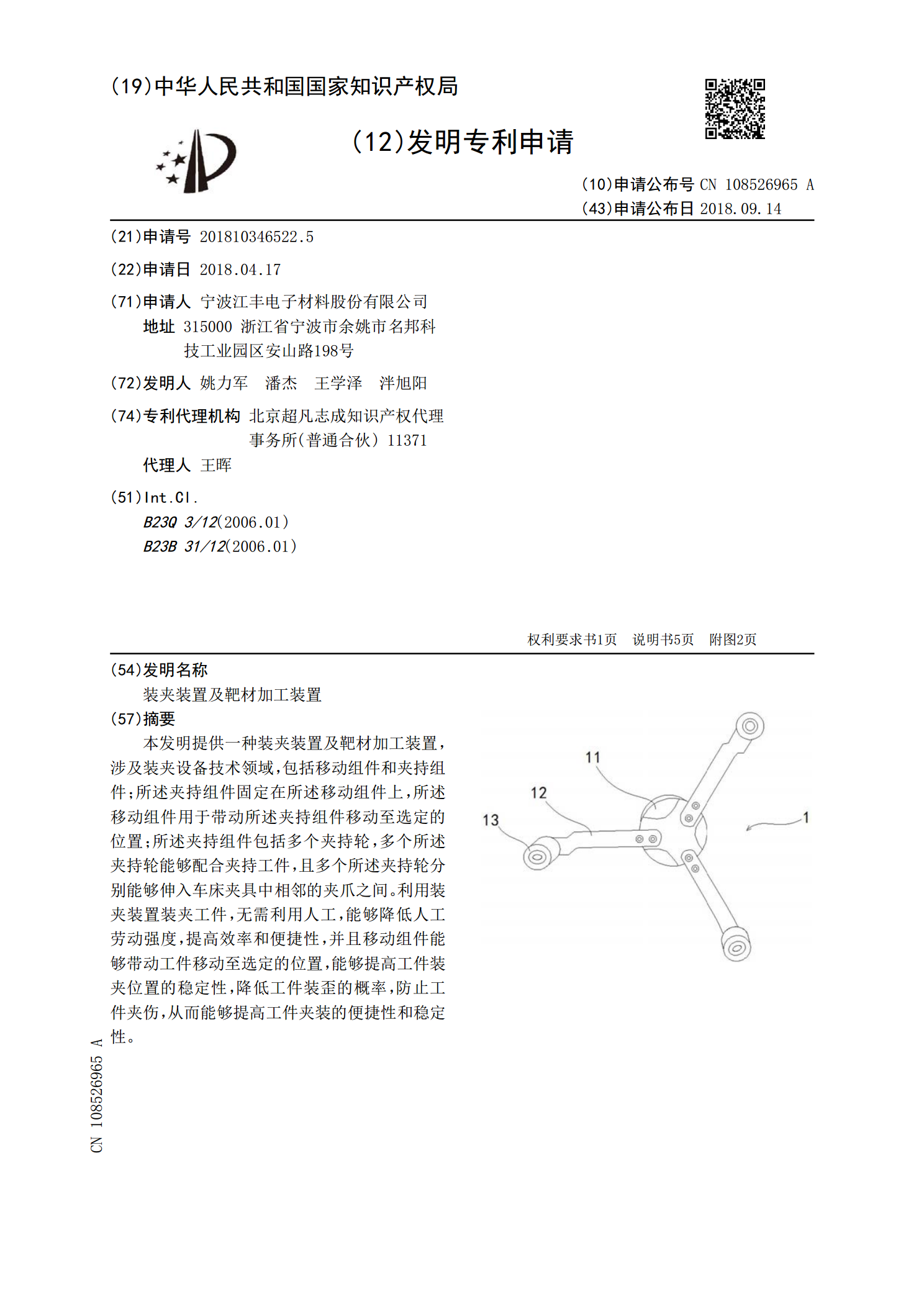
装夹装置及靶材加工装置.pdf
本发明提供一种装夹装置及靶材加工装置,涉及装夹设备技术领域,包括移动组件和夹持组件;所述夹持组件固定在所述移动组件上,所述移动组件用于带动所述夹持组件移动至选定的位置;所述夹持组件包括多个夹持轮,多个所述夹持轮能够配合夹持工件,且多个所述夹持轮分别能够伸入车床夹具中相邻的夹爪之间。利用装夹装置装夹工件,无需利用人工,能够降低人工劳动强度,提高效率和便捷性,并且移动组件能够带动工件移动至选定的位置,能够提高工件装夹位置的稳定性,降低工件装歪的概率,防止工件夹伤,从而能够提高工件夹装的便捷性和稳定性。