
一种铝型材挤压模具废铝脱模装置.pdf

书生****文章


1/8
2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝型材挤压模具废铝脱模装置.pdf
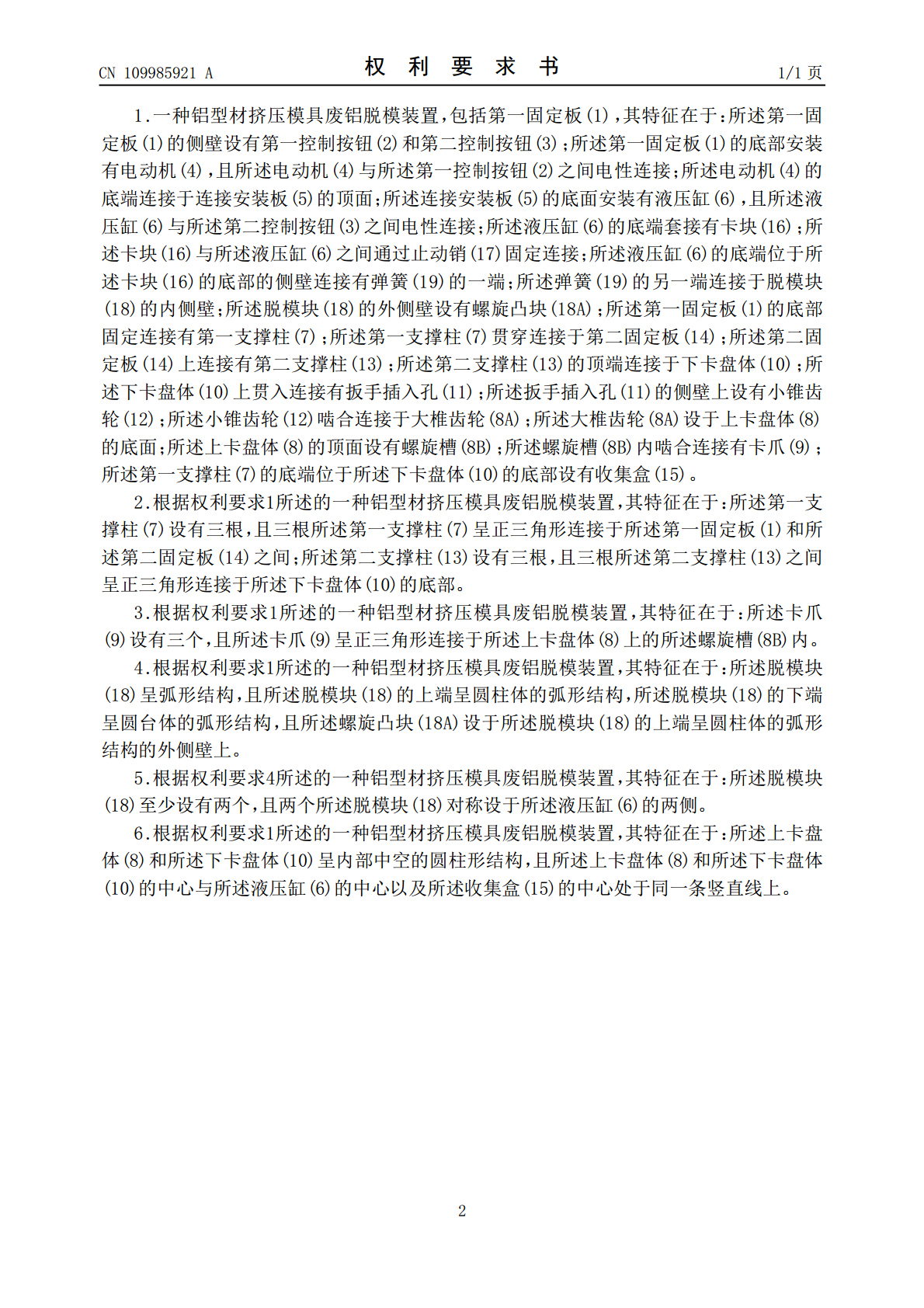
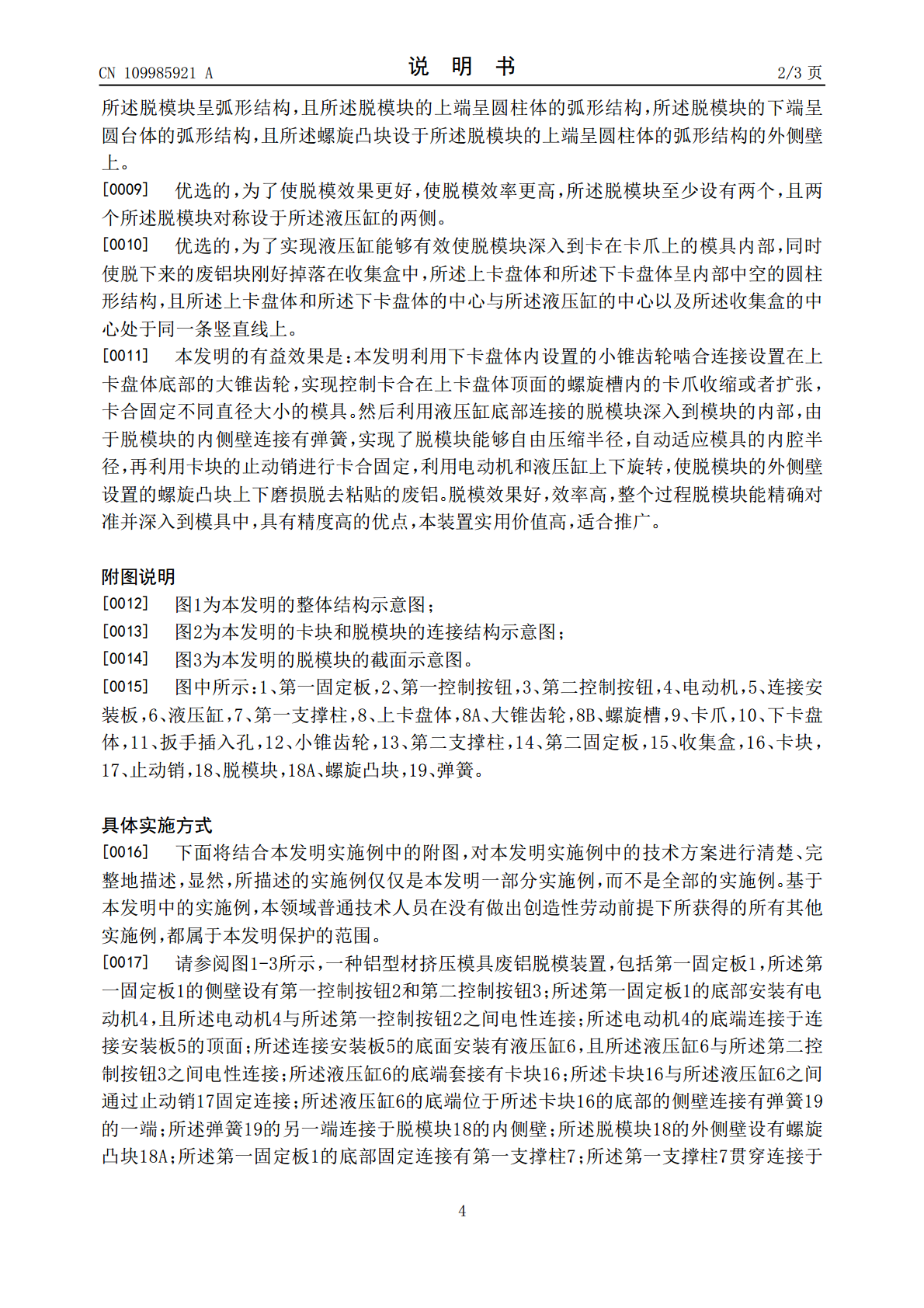
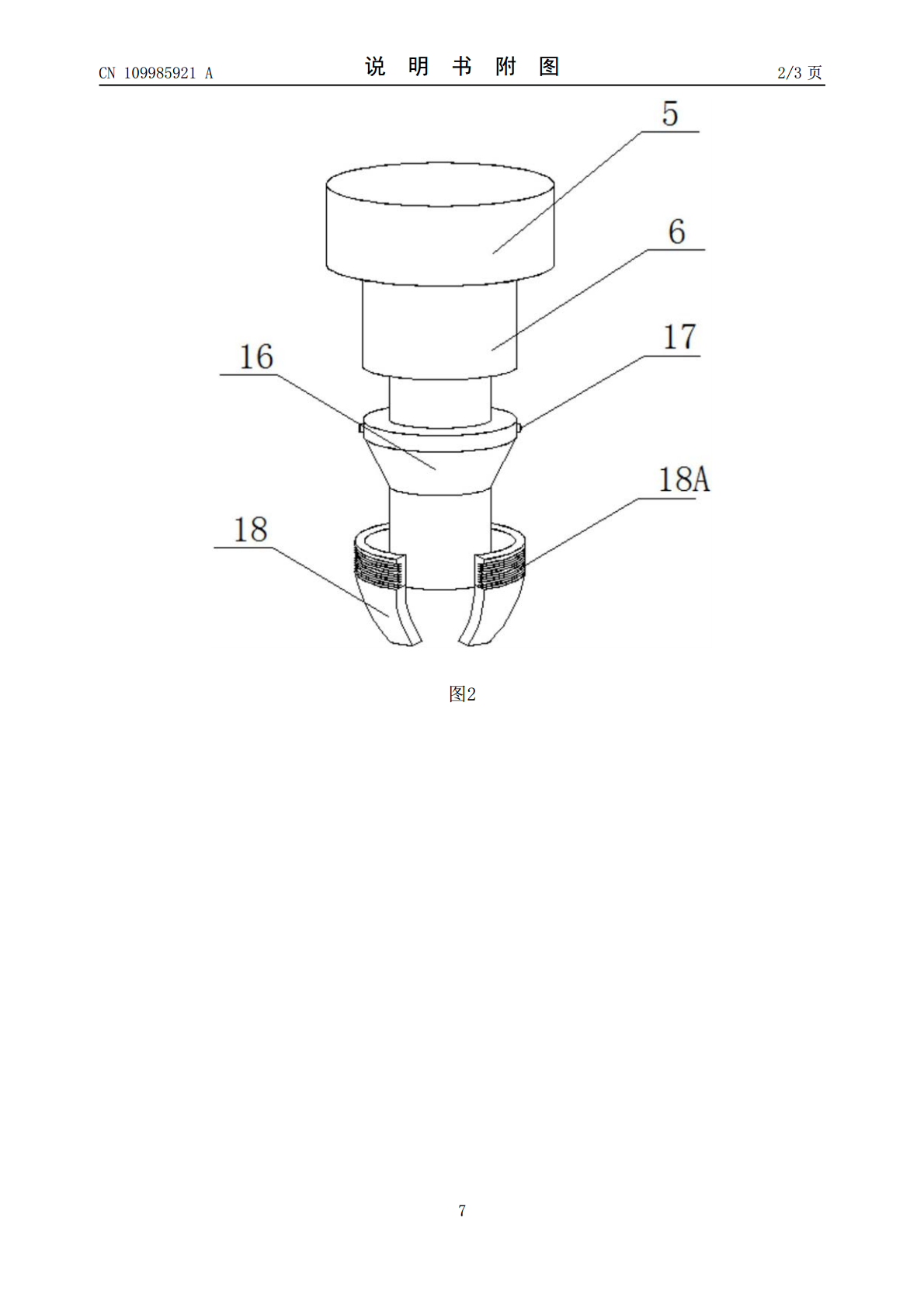
本发明公开了一种铝型材挤压模具废铝脱模装置,包括第一固定板、第一控制按钮、第二控制按钮、电动机、连接安装板、液压缸、第一支撑柱、上卡盘体、大锥齿轮、螺旋槽、卡爪、下卡盘体、扳手插入孔、小锥齿轮、第二支撑柱、第二固定板、收集盒、卡块、止动销、脱模块、螺旋凸块及弹簧。本发明利用下卡盘体内设置的小锥齿轮啮合连接设置在上卡盘体底部的大锥齿轮,实现控制卡合在上卡盘体顶面的螺旋槽内的卡爪收缩或者扩张。然后利用液压缸底部连接的脱模块深入到模块的内部,由于脱模块的内侧壁连接有弹簧,实现了脱模块能够自由压缩半径,使脱模块的
一种铝型材用可更换模具的挤压装置.pdf
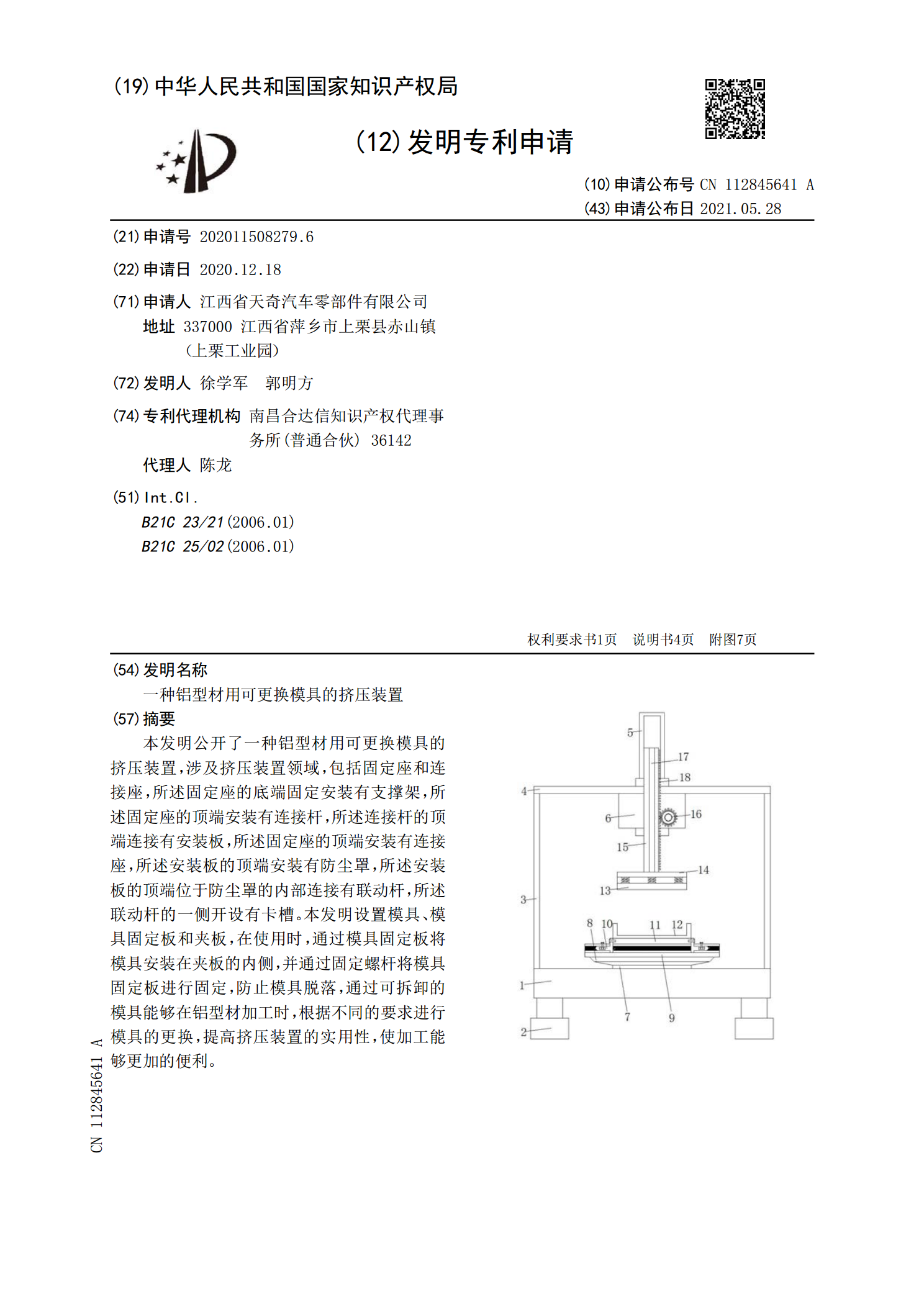
本发明公开了一种铝型材用可更换模具的挤压装置,涉及挤压装置领域,包括固定座和连接座,所述固定座的底端固定安装有支撑架,所述固定座的顶端安装有连接杆,所述连接杆的顶端连接有安装板,所述固定座的顶端安装有连接座,所述安装板的顶端安装有防尘罩,所述安装板的顶端位于防尘罩的内部连接有联动杆,所述联动杆的一侧开设有卡槽。本发明设置模具、模具固定板和夹板,在使用时,通过模具固定板将模具安装在夹板的内侧,并通过固定螺杆将模具固定板进行固定,防止模具脱落,通过可拆卸的模具能够在铝型材加工时,根据不同的要求进行模具的更换,
一种铝型材用可更换模具的挤压装置.pdf
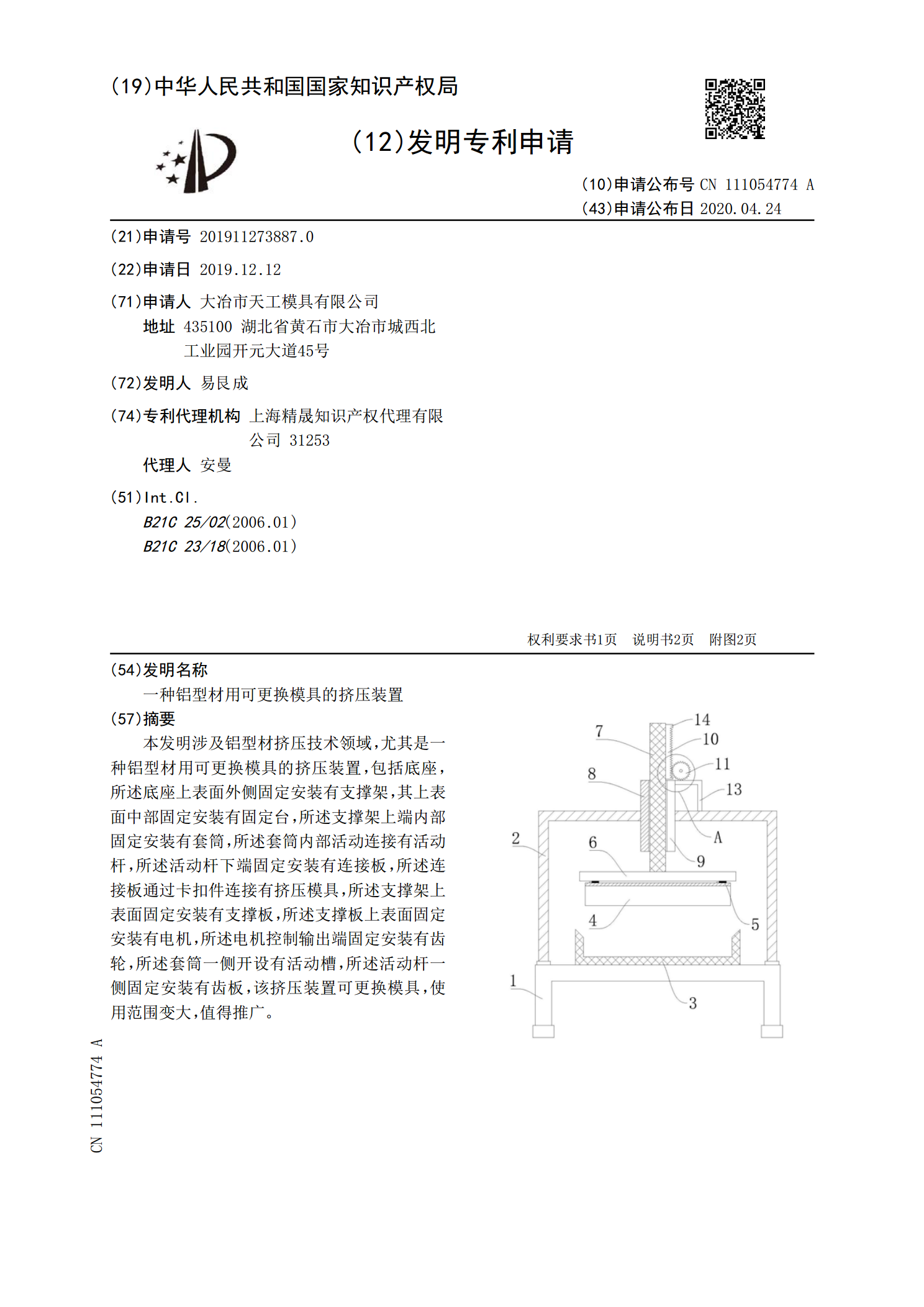
本发明涉及铝型材挤压技术领域,尤其是一种铝型材用可更换模具的挤压装置,包括底座,所述底座上表面外侧固定安装有支撑架,其上表面中部固定安装有固定台,所述支撑架上端内部固定安装有套筒,所述套筒内部活动连接有活动杆,所述活动杆下端固定安装有连接板,所述连接板通过卡扣件连接有挤压模具,所述支撑架上表面固定安装有支撑板,所述支撑板上表面固定安装有电机,所述电机控制输出端固定安装有齿轮,所述套筒一侧开设有活动槽,所述活动杆一侧固定安装有齿板,该挤压装置可更换模具,使用范围变大,值得推广。
一种铝型材挤压模具.pdf
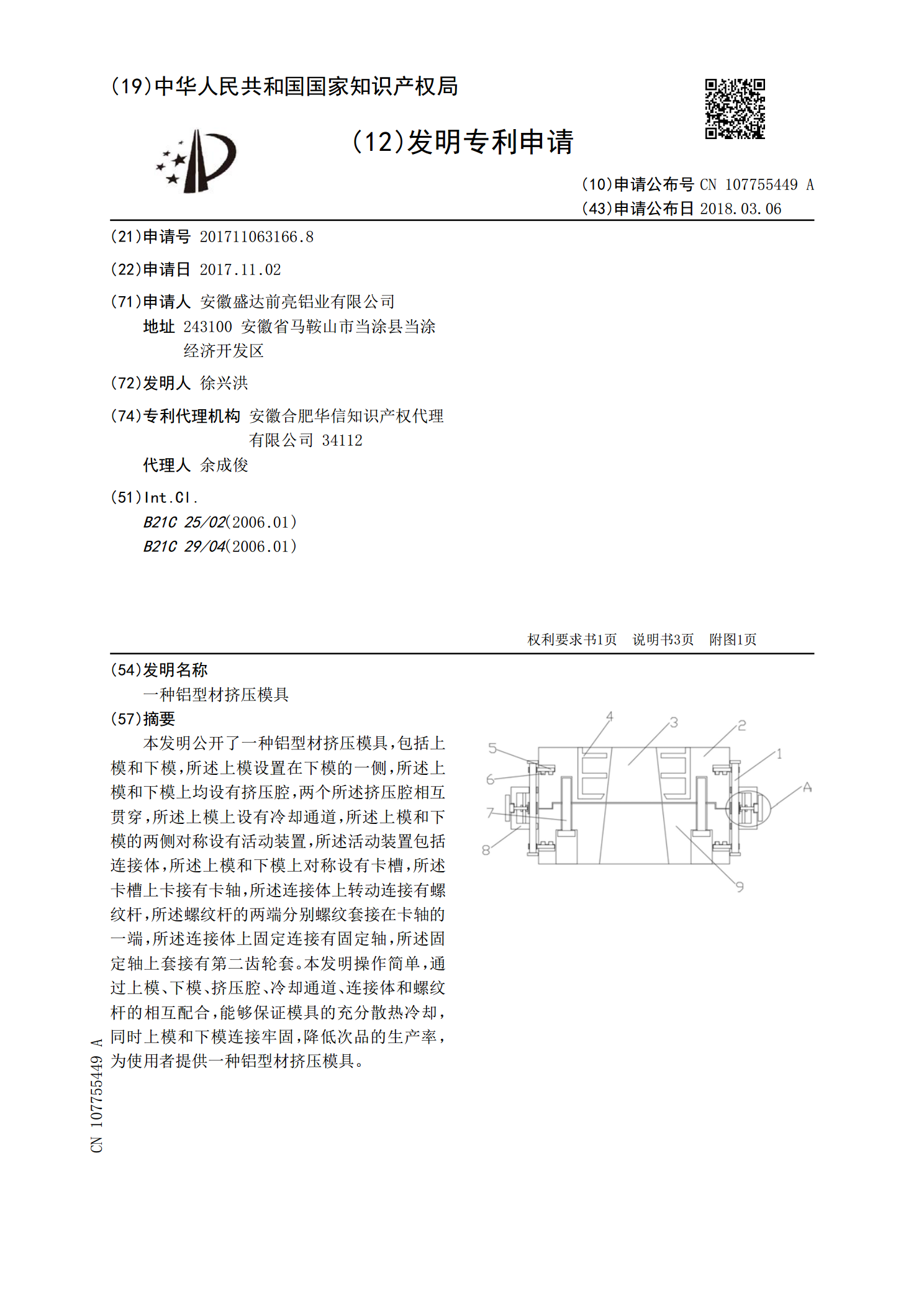
本发明公开了一种铝型材挤压模具,包括上模和下模,所述上模设置在下模的一侧,所述上模和下模上均设有挤压腔,两个所述挤压腔相互贯穿,所述上模上设有冷却通道,所述上模和下模的两侧对称设有活动装置,所述活动装置包括连接体,所述上模和下模上对称设有卡槽,所述卡槽上卡接有卡轴,所述连接体上转动连接有螺纹杆,所述螺纹杆的两端分别螺纹套接在卡轴的一端,所述连接体上固定连接有固定轴,所述固定轴上套接有第二齿轮套。本发明操作简单,通过上模、下模、挤压腔、冷却通道、连接体和螺纹杆的相互配合,能够保证模具的充分散热冷却,同时上模
一种铝型材挤压模具.pdf
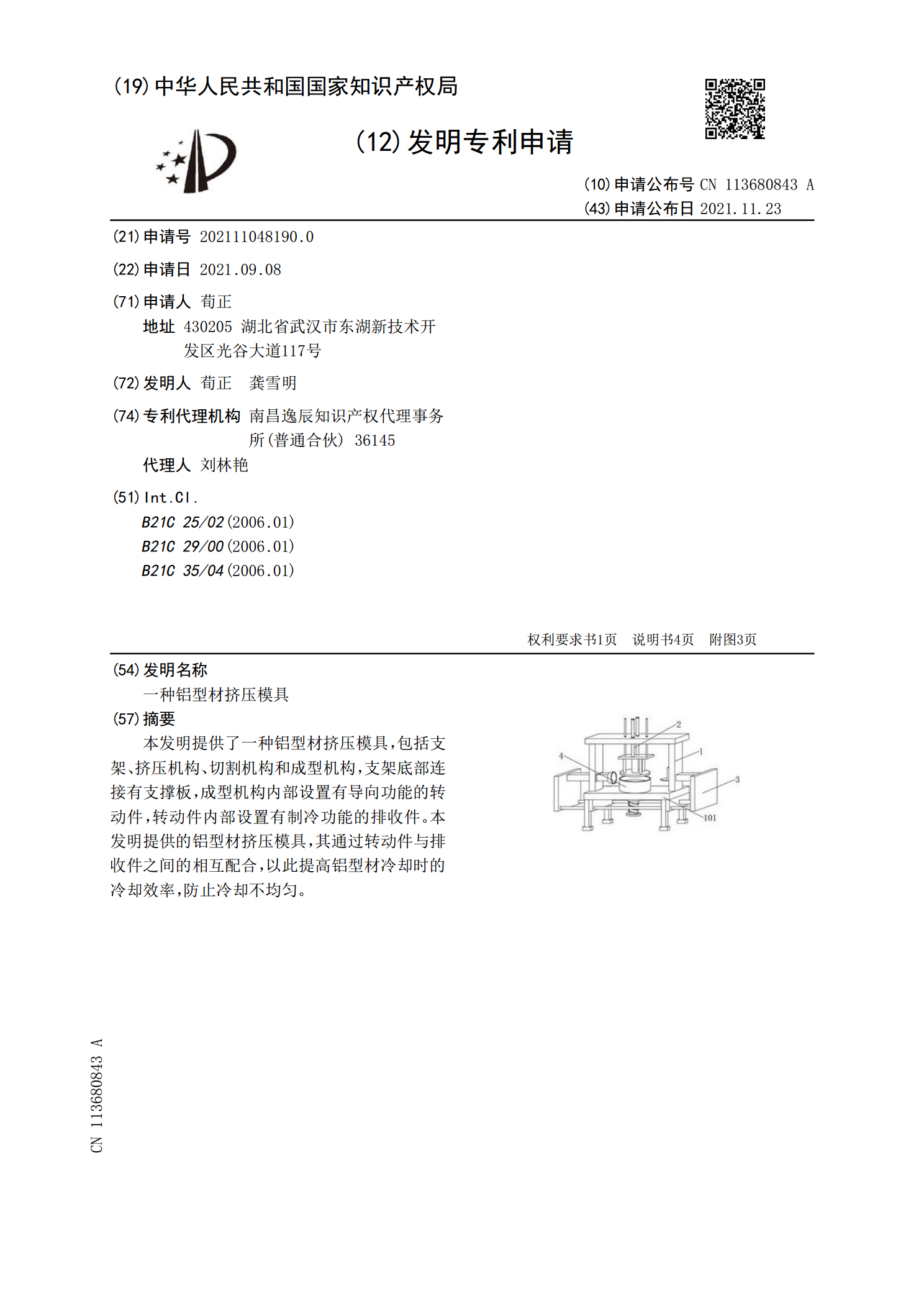
本发明提供了一种铝型材挤压模具,包括支架、挤压机构、切割机构和成型机构,支架底部连接有支撑板,成型机构内部设置有导向功能的转动件,转动件内部设置有制冷功能的排收件。本发明提供的铝型材挤压模具,其通过转动件与排收件之间的相互配合,以此提高铝型材冷却时的冷却效率,防止冷却不均匀。