
作业指导书--真空铝钎焊工艺规程.pdf

文库****品店

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

作业指导书--真空铝钎焊工艺规程.pdf
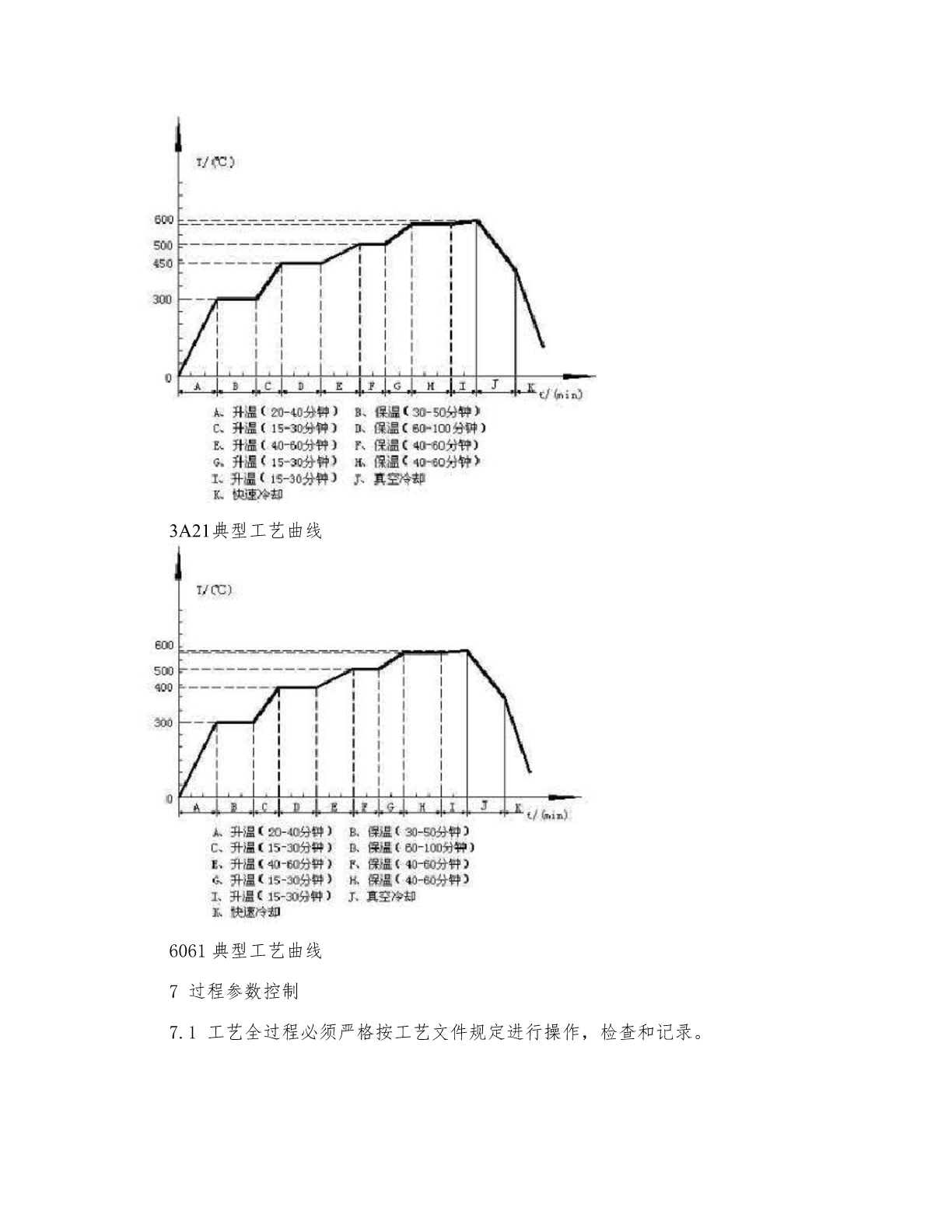
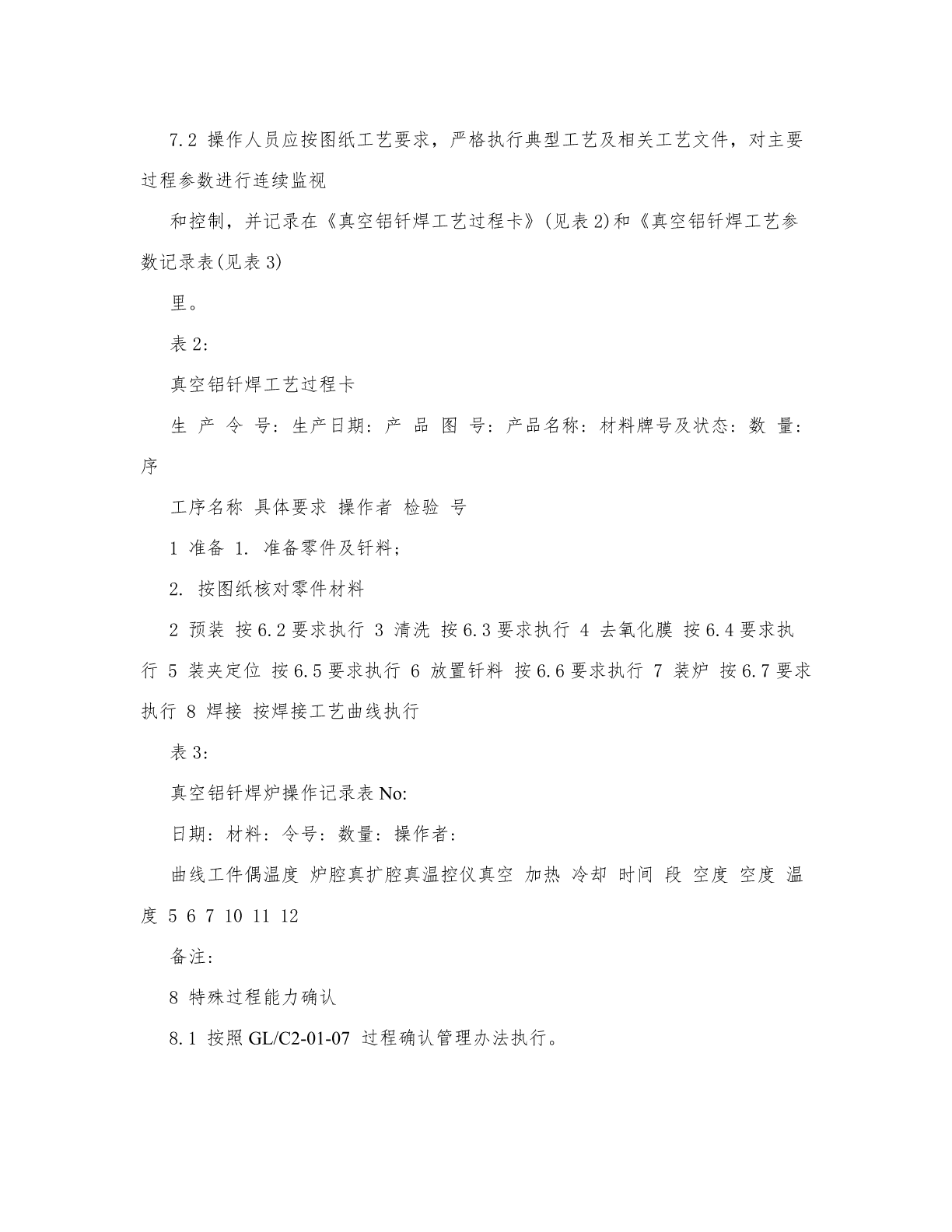
作业指导书--真空铝钎焊工艺规程真空铝钎焊工艺规范编制日期:2015年12月1日修订日期:编制:审核:批准:日期:日期:日期:1主题内容与适用范围本工艺规定了用铝真空钎焊炉设备,用铝基钎料作为填充金属在真空状态下对铝合金零件进行真空钎焊的一般工艺方法和过程控制内容。本工艺适用于铝锰合金(3A21),及锻铝合金(6061、6063)波导元件及其它铝件的真空钎焊2引用文件QJ1675-91变形铝合金过烧金试验方法QJ2844-96铝及铝合金硬钎焊技术条件GL/C2-01-07过程确认管理办法3设备及工具3.1

真空铝钎焊工艺与设备.docx
真空铝钎焊工艺与设备【摘要】真空铝钎焊是一种高效、高质量的铝合金接头连接工艺。本论文主要介绍了真空铝钎焊工艺与设备的基本原理、特点和应用,以及工艺参数的选择和实施步骤。通过对真空铝钎焊工艺与设备的深入研究,可以为该工艺的工程应用提供指导和参考。【关键词】真空铝钎焊;工艺原理;设备特点;应用研究;工艺参数一、引言真空铝钎焊是一种非常常见的铝合金接头连接工艺,广泛应用于航空、汽车、船舶等领域。其工艺特点是能够在高真空条件下实现铝合金接头的高质量焊接,具有焊缝强度高、密封性好等优点,因此被广泛应用于铝合金结构的

真空铝钎焊炉作业指导书.doc
真空铝钎焊炉作业指导书操作程序………………………………………2维修与保养……………………………………3注意事项………………………………………61、操作程序1.1开炉准备1.1.1检查各电接头是否紧固,各组成部分是否清洁、正常。1.1.2打开水冷系统总开关及各分开关,保证水压0.1~0.3MPa。1.1.3打开压缩空气开关。1.1.4打开充气系统总开关。(如工艺不需要,可不开)。1.1.5电源总开关合闸。1.1.6将电控箱上的各路开关合闸。1.1.7调节控制仪表,使其符合真空钎焊工艺要求。1

泡沫铝真空钎焊工艺研究(英文).docx
泡沫铝真空钎焊工艺研究(英文)ResearchonVacuumBrazingTechnologyofFoamedAluminumAbstract:Vacuumbrazingisacommonlyusedweldingtechnologyintheaerospace,automotive,andelectronicsindustries.Foamedaluminumisanewtypeoflightmaterialwithexcellentproperties,whichhasgreatpotentiala

铝与不锈钢真空钎焊工艺.pdf
本发明涉及铝与不锈钢的真空钎焊工艺。它采用的技术方案是:铝与不锈钢焊接的部件,接头间隙为0.15mm~0.2mm,待焊件经清洗后组装,在接头处填上铝硅镁钎料,置于真空钎焊炉内进行焊接,真空钎焊炉的真空度达到6×10-3Pa时,开始加温,加温60分钟后温度升至450℃,再经过30分钟后温度升至590℃~615℃,保温5~10分钟后,结束保温随炉冷却至40℃以下时出炉,完成焊接。由于铝硅镁钎料中含有镁,镁对铝氧化膜的置换与破坏作用来改善钎料的润湿性,镁的渗入还会降低钎料与母材间的界面张力,从而增强了钎料的润湿