
真空铝钎焊炉作业指导书.doc

kp****93


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

真空铝钎焊炉作业指导书.doc
真空铝钎焊炉作业指导书操作程序………………………………………2维修与保养……………………………………3注意事项………………………………………61、操作程序1.1开炉准备1.1.1检查各电接头是否紧固,各组成部分是否清洁、正常。1.1.2打开水冷系统总开关及各分开关,保证水压0.1~0.3MPa。1.1.3打开压缩空气开关。1.1.4打开充气系统总开关。(如工艺不需要,可不开)。1.1.5电源总开关合闸。1.1.6将电控箱上的各路开关合闸。1.1.7调节控制仪表,使其符合真空钎焊工艺要求。1
真空载气铝钎焊炉.pdf
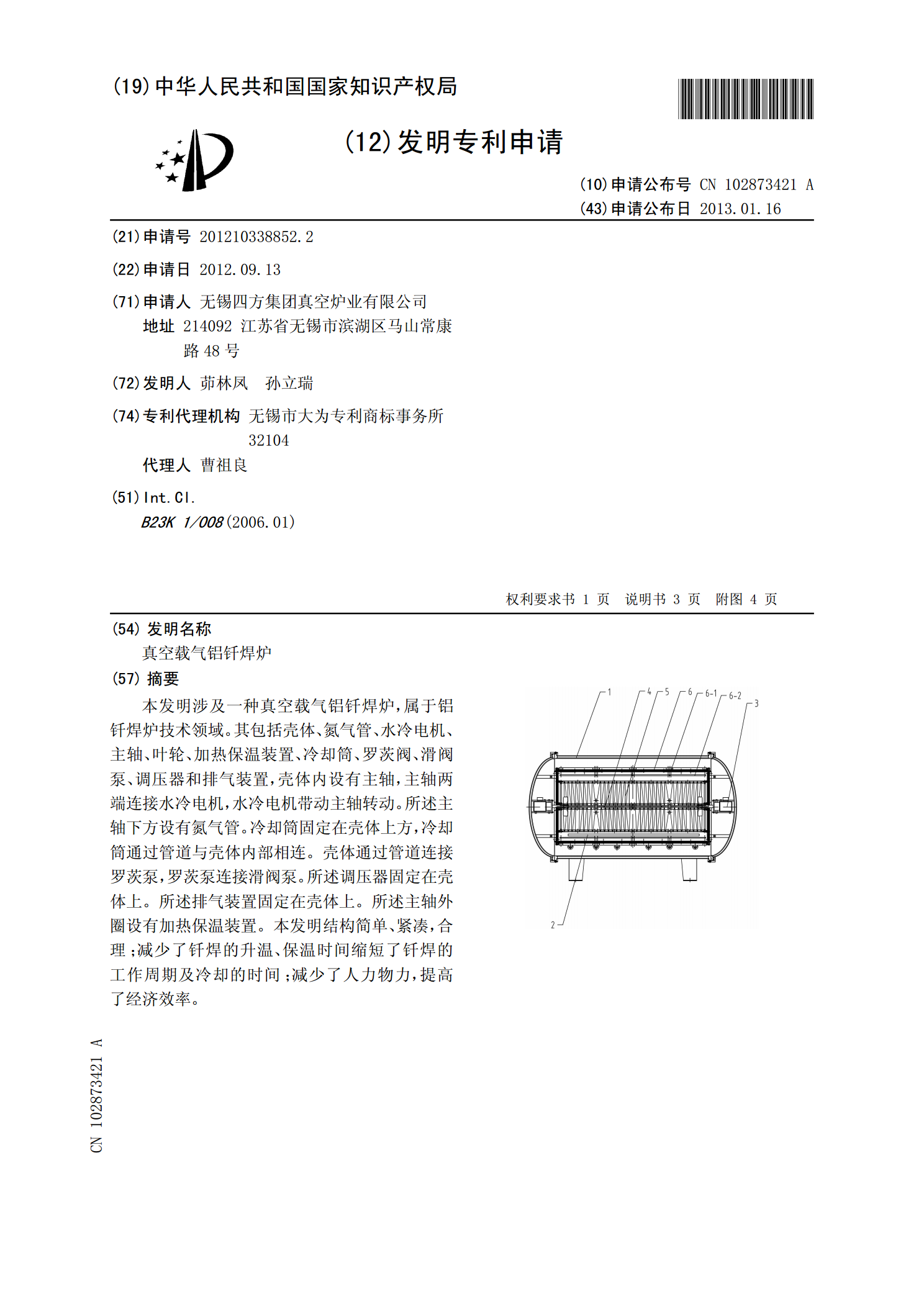
本发明涉及一种真空载气铝钎焊炉,属于铝钎焊炉技术领域。其包括壳体、氮气管、水冷电机、主轴、叶轮、加热保温装置、冷却筒、罗茨阀、滑阀泵、调压器和排气装置,壳体内设有主轴,主轴两端连接水冷电机,水冷电机带动主轴转动。所述主轴下方设有氮气管。冷却筒固定在壳体上方,冷却筒通过管道与壳体内部相连。壳体通过管道连接罗茨泵,罗茨泵连接滑阀泵。所述调压器固定在壳体上。所述排气装置固定在壳体上。所述主轴外圈设有加热保温装置。本发明结构简单、紧凑,合理;减少了钎焊的升温、保温时间缩短了钎焊的工作周期及冷却的时间;减少了人力物

铝真空钎焊炉技术规格.pdf
铝真空钎焊炉技术规格产品编号:ZIO-XBDZ-LZK产品型号:ZIO-ZHS-350P:H一、设备名称、数量及用途设备名称:铝真空钎焊炉型号:ZIO-ZHS-350设备用途:在真空状态下对铝合金零件及材料进行钎焊连接,也可以用作铝合金的热处理。标准:设备设计制造符合ISO国际标准;设备所有零、部件和各种仪表的计量单位全部采用国际单位(SI)标准。二、主要技术指标结构型式:单室、卧式双层冷壁结构、冷却气内循环方式有效恒温区尺寸:1550mm(L)×1400mm(W)×1100(H)mm加热功率:约350k
真空钎焊炉.pdf
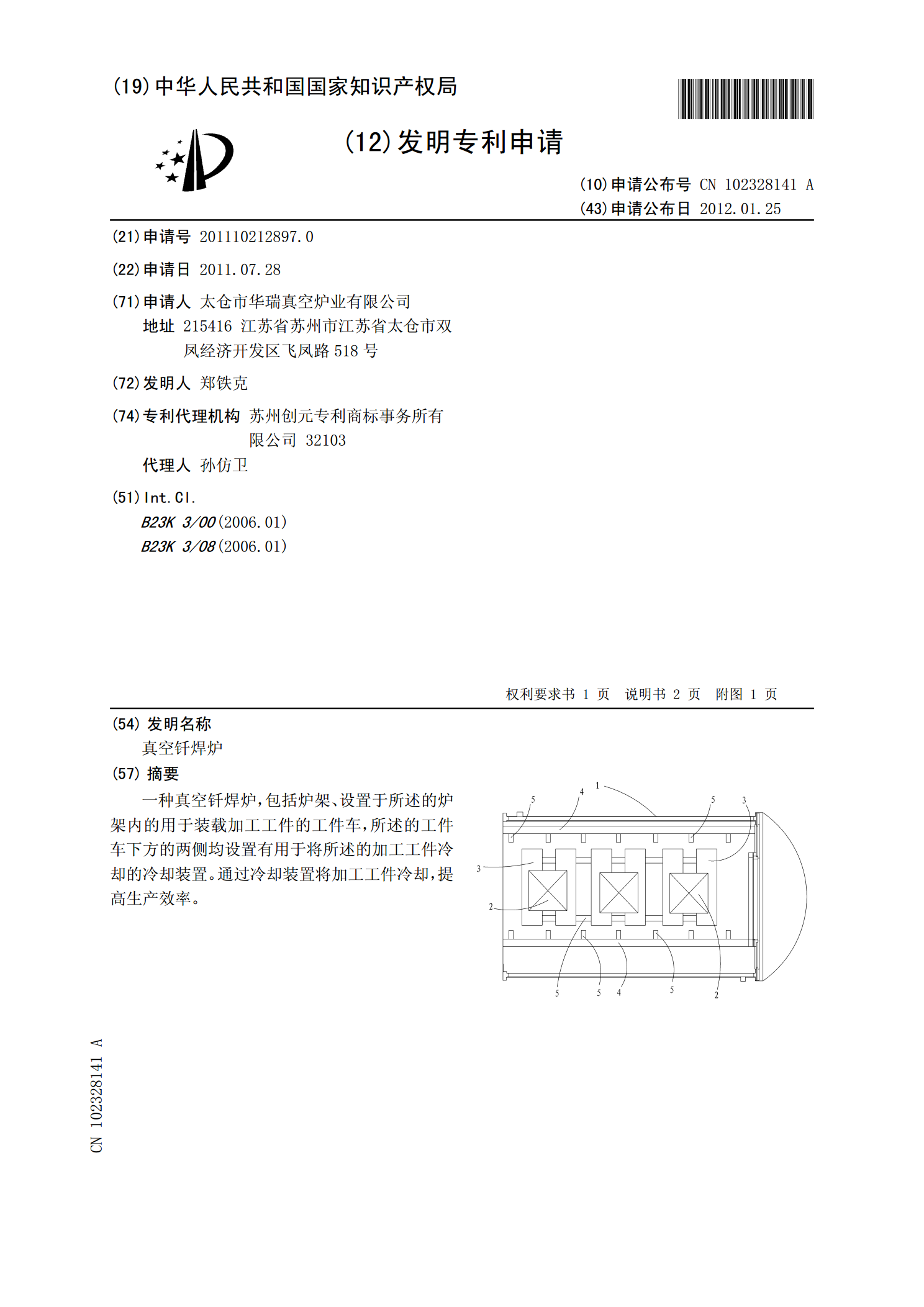
一种真空钎焊炉,包括炉架、设置于所述的炉架内的用于装载加工工件的工件车,所述的工件车下方的两侧均设置有用于将所述的加工工件冷却的冷却装置。通过冷却装置将加工工件冷却,提高生产效率。
真空钎焊炉.pdf
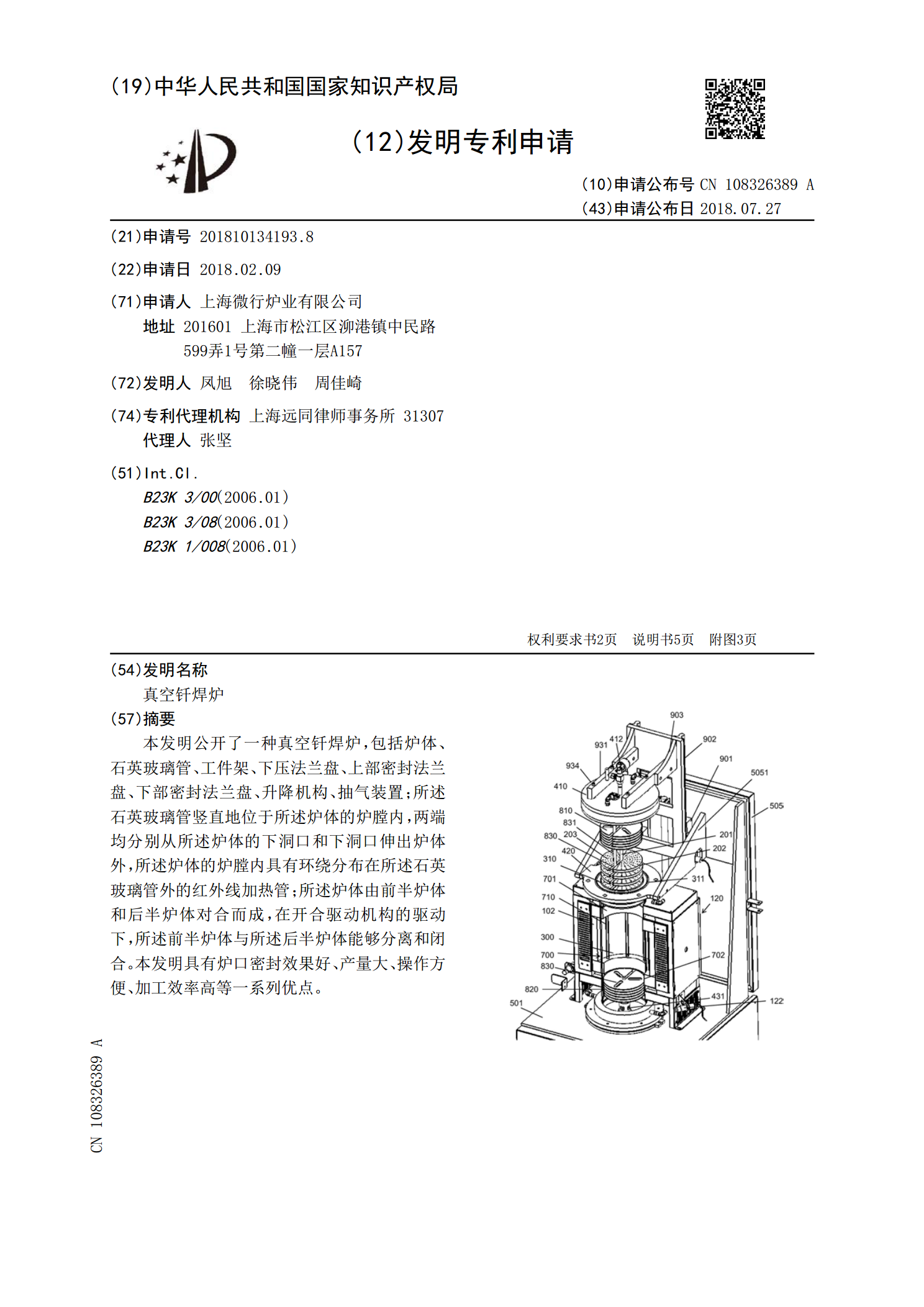
本发明公开了一种真空钎焊炉,包括炉体、石英玻璃管、工件架、下压法兰盘、上部密封法兰盘、下部密封法兰盘、升降机构、抽气装置;所述石英玻璃管竖直地位于所述炉体的炉膛内,两端均分别从所述炉体的下洞口和下洞口伸出炉体外,所述炉体的炉膛内具有环绕分布在所述石英玻璃管外的红外线加热管;所述炉体由前半炉体和后半炉体对合而成,在开合驱动机构的驱动下,所述前半炉体与所述后半炉体能够分离和闭合。本发明具有炉口密封效果好、产量大、操作方便、加工效率高等一系列优点。