
弧齿锥齿轮实习报告.docx

邻家****mk


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弧齿锥齿轮实习报告.docx
弧齿锥齿轮实习报告弧齿锥齿轮实习报告(精选3篇),下面小编给大家整理弧齿锥齿轮实习报告,希望大家喜欢!篇1:大规格弧齿锥齿轮加工技术研究分析论文大规格弧齿锥齿轮加工技术研究分析论文引言随着我国石油、矿山、冶金、船舶、煤炭、电力等行业主机设备日趋大型化、高精度化,对直径在800mm以上的高精度硬齿而弧齿锥齿轮的需求量越来越大。由于弧齿锥齿轮齿而拓扑结构的复杂性,传统的弧齿锥齿轮加工技术必须采用专用型盘状铣刀在专用的机械式或数控型弧齿锥齿轮加工机床上进行齿而展成。由于加工原理的限制,这种传统的切齿理论要求专用

弧齿锥齿轮制造技术.pdf

弧齿锥齿轮车削工装.pdf
本技术提供一种能够连接在车床上,可以对弧齿锥齿轮的内孔、平面进行车削加工,以提高加工效率、并保证加工质量的弧齿锥齿轮车削工装。它包括一个用于与机床主轴相连的夹具座,在夹具座上固定有夹具体,夹具体上设置支承板,支承板上设置有至少三个均布在弧齿锥齿轮周向方向的定位球,套装在三个拉杆上的三块压板用于把弧齿锥齿轮压紧在定位球上;拉杆下端穿过夹具体与叉形板相连;叉形板的中心部与活动滑块形成球面副;活动滑块上设置用于与机床的主轴油缸相连的中心螺杆;压板与拉杆以螺旋副相连。
弧齿锥齿轮的加工方法.pdf
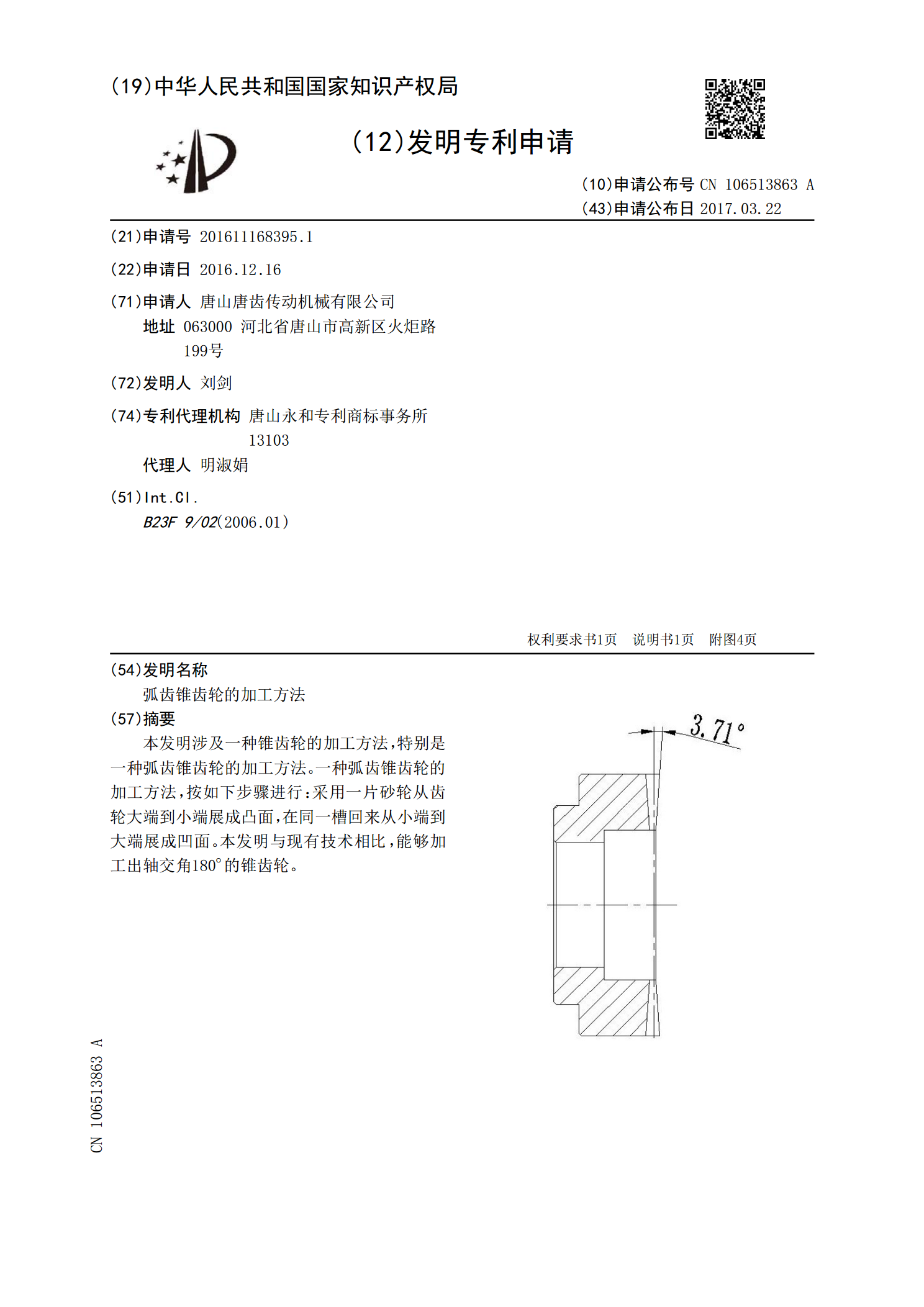
本发明涉及一种锥齿轮的加工方法,特别是一种弧齿锥齿轮的加工方法。一种弧齿锥齿轮的加工方法,按如下步骤进行:采用一片砂轮从齿轮大端到小端展成凸面,在同一槽回来从小端到大端展成凹面。本发明与现有技术相比,能够加工出轴交角180°的锥齿轮。

直齿、弧齿锥齿轮研齿工艺守则.docx
直齿、弧齿锥齿轮研齿工艺守则直齿、弧齿锥齿轮研齿工艺守则摘要:齿轮是机械传动中常见的元件之一,直齿、弧齿锥齿轮作为常用的齿轮类型,其研齿工艺守则对于保证齿轮的装配质量和使用寿命具有重要作用。本文将详细介绍直齿、弧齿锥齿轮研齿工艺守则的内容和要点,并分析其在实际生产中的应用情况。通过深入研究和分析,我们可以为齿轮制造商和使用单位提供参考和指导,以提高产品质量和减少故障率。关键词:齿轮,直齿,弧齿锥齿轮,研齿工艺1.引言齿轮作为机械传动的重要组成部分,广泛应用于各个领域。直齿、弧齿锥齿轮由于其特殊的结构与工作