
法兰盘轴管的热挤压锻造设备及锻造方法.pdf

一条****淑淑


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
法兰盘轴管的热挤压锻造设备及锻造方法.pdf
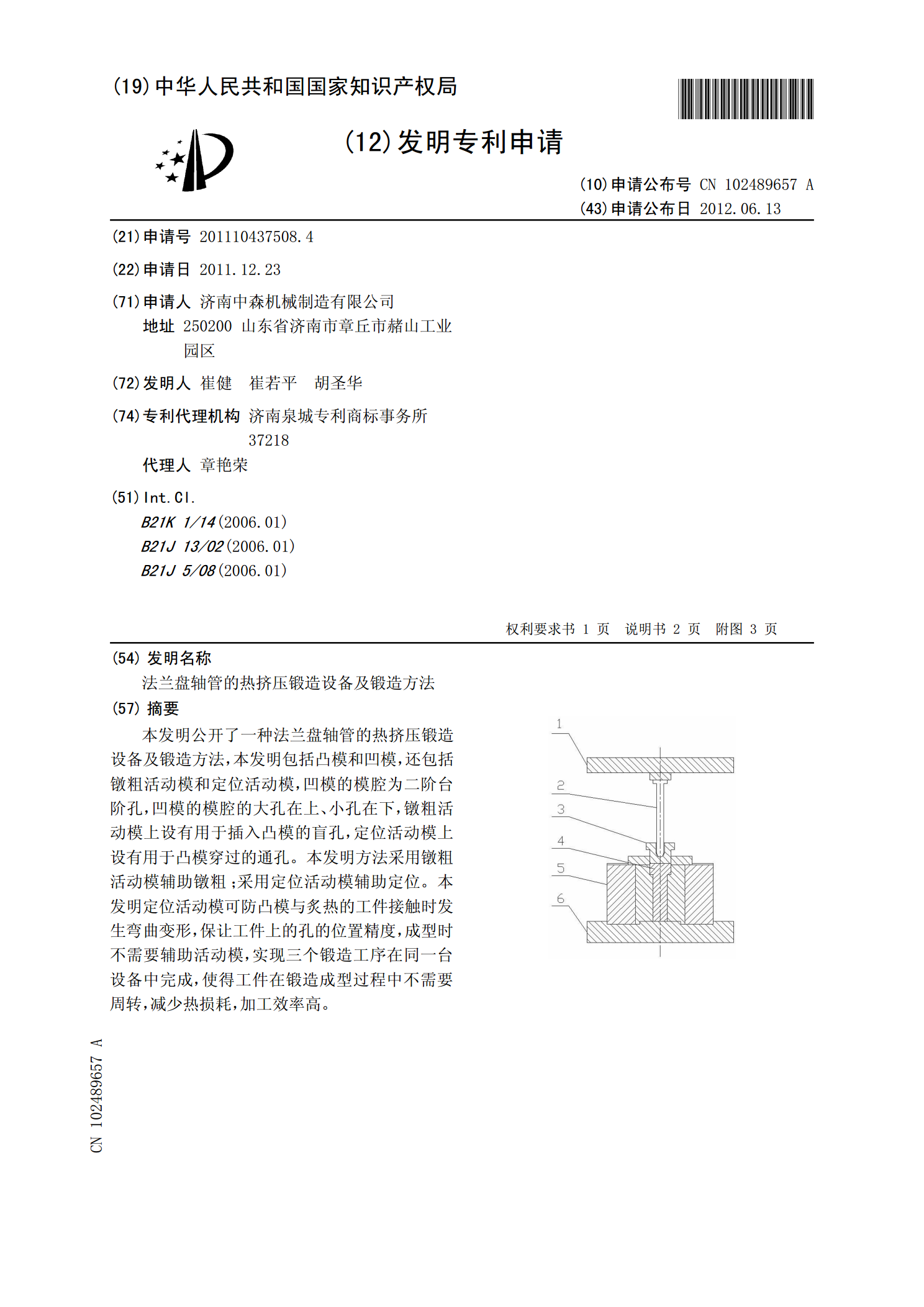
本发明公开了一种法兰盘轴管的热挤压锻造设备及锻造方法,本发明包括凸模和凹模,还包括镦粗活动模和定位活动模,凹模的模腔为二阶台阶孔,凹模的模腔的大孔在上、小孔在下,镦粗活动模上设有用于插入凸模的盲孔,定位活动模上设有用于凸模穿过的通孔。本发明方法采用镦粗活动模辅助镦粗;采用定位活动模辅助定位。本发明定位活动模可防凸模与炙热的工件接触时发生弯曲变形,保让工件上的孔的位置精度,成型时不需要辅助活动模,实现三个锻造工序在同一台设备中完成,使得工件在锻造成型过程中不需要周转,减少热损耗,加工效率高。
组合式芯轴锻造锻管的锻造方法.pdf
本发明涉及锅炉用高温高压管件用无缝管的生产制造领域,主要解决锻造无缝管成本高,利用率低,不能满足生产及市场要求这一问题。采用此发明生产方法,在满足产品质量的前提下,可减少锻造无缝管的内孔加工余量,提高材料的利用率。该发明不仅可应用在高温高压锅炉行业管件用无缝钢管的制造,还可推广至锻造行业其它管类锻件的制造。

一种突缘叉锻造毛坯实现热挤压锻造的方法.pdf
本发明提出了一种突缘叉锻造毛坯实现热挤压锻造的方法,具体步骤如下:(1)一种突缘叉锻造毛坯的结构改进:在两个耳叉上对应于安装十字轴的耳孔处设有从外向中心延伸的预留盲孔;2)热挤压锻造:锻造时,首先在普通锻压机上进行预锻造,得到预锻件;终锻,在专用锻造设备上把预锻件放到挤压耳孔模具下模腔中,挤压耳孔上模、下模合模后,由楔块锁模机构进行挤压耳孔上、下模具的锁模;锁模后,左、右两电动螺旋机构快速推动两芯轴挤压出两耳孔的同时使坯料充满模腔;得到带有预留盲孔的突缘叉锻造毛坯。使用本发明进行突缘叉毛坯锻造生产,可以使

整体式汽车转向节锻造毛坯实现热挤压锻造的方法.pdf
本发明提出了整体式汽车转向节锻造毛坯实现热挤压锻造的方法,具体步骤如下:(1)锻造毛坯的结构改进:小耳叉外档面与小耳叉顶部之间的夹角为90-100°的钝角,在小耳叉、大耳叉上对应于安装主销的主销孔处设有从外向中心延伸的第一预留盲孔、第二预留盲孔;(2)热挤压锻造:通过普通锻造压力机立式锻造完成第一预锻造、第二预锻造工序得到锻造毛坯;然后,通过专用锻造设备热挤压最终锻造第一预留盲孔及第二预留盲孔,实现整体式汽车转向节毛坯热挤压锻造。由于有了新的整体式转向节锻造毛坯结构,采用专用锻造设备,大幅度提高了材料利用

重卡平衡轴锻造方法.pdf
本发明提出了一种重卡汽车平衡轴的锻造方法,主要是采用自由锻锤进行制坯、弯曲、终锻来制作平衡轴,其特点是采用下料—中频感应炉加热—1T自由锻锤制坯—3T自由锻锤弯曲—3T自由锻锤终锻—3150KN压力机切边—调质处理—油压机校直—喷丸处理制作方法,本发明减少了大型专用设备的投入,节约了模具费用,降低了工人劳动强度,扩大了生产能力。