
重卡平衡轴锻造方法.pdf

是飞****文章


1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

重卡平衡轴锻造方法.pdf
本发明提出了一种重卡汽车平衡轴的锻造方法,主要是采用自由锻锤进行制坯、弯曲、终锻来制作平衡轴,其特点是采用下料—中频感应炉加热—1T自由锻锤制坯—3T自由锻锤弯曲—3T自由锻锤终锻—3150KN压力机切边—调质处理—油压机校直—喷丸处理制作方法,本发明减少了大型专用设备的投入,节约了模具费用,降低了工人劳动强度,扩大了生产能力。

重卡平衡轴安装解析.doc
重卡平衡轴安装方式解析对于双后桥驱动的重型卡车来说只要使用钢板悬挂则采用倒置式钢板结构居多,钢板的固定点则是平衡轴,通过U型骑马卡固定在平衡轴钢板底座上。钢板两端着力点分别在中桥及后桥的桥壳支撑点上。这种结构可使中后桥上下跳动间隙增加,满足车辆在任何路况下行驶,并使得车轮充分落地,提供较好的抓地力。当然也有例外,例如北美地区的双后桥驱动卡车则有很多车型采用了串接式钢板悬挂,这种结构虽然在重载时对大梁受力分部更加均匀,但缺点就是两轴跳动间隙过下,在铺装路面使用不成问题,一旦遇到路况稍差的情况很可能出现轮胎悬
重卡高强度冷挤十字轴无飞边锻造的加工方法.pdf
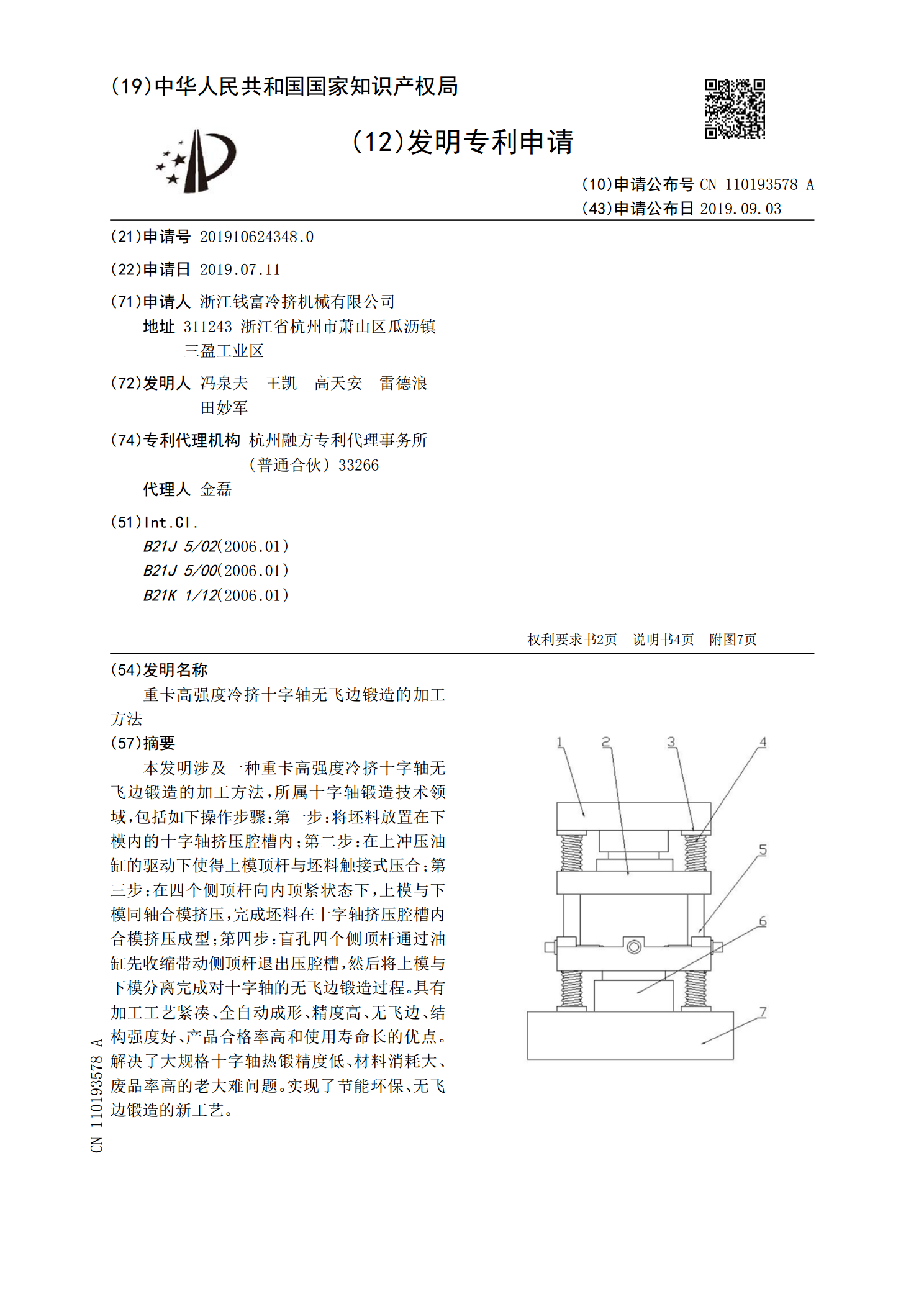
本发明涉及一种重卡高强度冷挤十字轴无飞边锻造的加工方法,所属十字轴锻造技术领域,包括如下操作步骤:第一步:将坯料放置在下模内的十字轴挤压腔槽内;第二步:在上冲压油缸的驱动下使得上模顶杆与坯料触接式压合;第三步:在四个侧顶杆向内顶紧状态下,上模与下模同轴合模挤压,完成坯料在十字轴挤压腔槽内合模挤压成型;第四步:盲孔四个侧顶杆通过油缸先收缩带动侧顶杆退出压腔槽,然后将上模与下模分离完成对十字轴的无飞边锻造过程。具有加工工艺紧凑、全自动成形、精度高、无飞边、结构强度好、产品合格率高和使用寿命长的优点。解决了大规

重卡传动轴轴叉和端齿的锻造工艺及力学性能分析.docx
重卡传动轴轴叉和端齿的锻造工艺及力学性能分析重卡传动轴是连接发动机和车轮之间的重要传动部件,它能够通过传递扭矩将动力传递给四个车轮,同时能够传输车轮反作用力和制动力。传动轴轴叉和端齿是传动轴的重要组成部分,它们的质量和性能对传动轴的安全可靠性和经济性具有关键影响。本文将分析传动轴轴叉和端齿的锻造工艺及其力学性能。一、传动轴轴叉锻造工艺分析1.锻造工艺流程传动轴轴叉的锻造工艺流程主要包括材料预处理、原材料加热、精细锻造、精整、热处理、检测等工序。其中,精细锻造是整个工艺流程中最关键的环节。2.材料选择对于传

制造活塞或活塞轴的锻造方法.pdf
本发明涉及一种用于活塞或活塞轴(1)的锻造方法,所述活塞或活塞轴(1)包括两个轴壁(2)和与所述轴壁(2)连接的两个套筒壁(3),其中,利用第一锻造模(5),所述轴壁(2)被锻造为朝外至少轻微地呈锥形,且所述套筒壁(3)被锻造为具有毂内侧(7)和毂外侧(8),该毂内侧(7)相对于活塞轴线(6)基本平行或轻微地倾斜,该毂外侧(8)至少轻微地朝内指向自由端;利用第二锻造模(9),使所述套筒壁(3)成型,使得所述套筒壁的毂外侧(8)相对于所述活塞轴线(6)基本平行走向,或以倾斜方式朝外走向,所述套筒壁的毂内侧(