
一种大齿圈工件磁粉探伤机的磁化装置.pdf

含秀****66

1/8

2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大齿圈工件磁粉探伤机的磁化装置.pdf
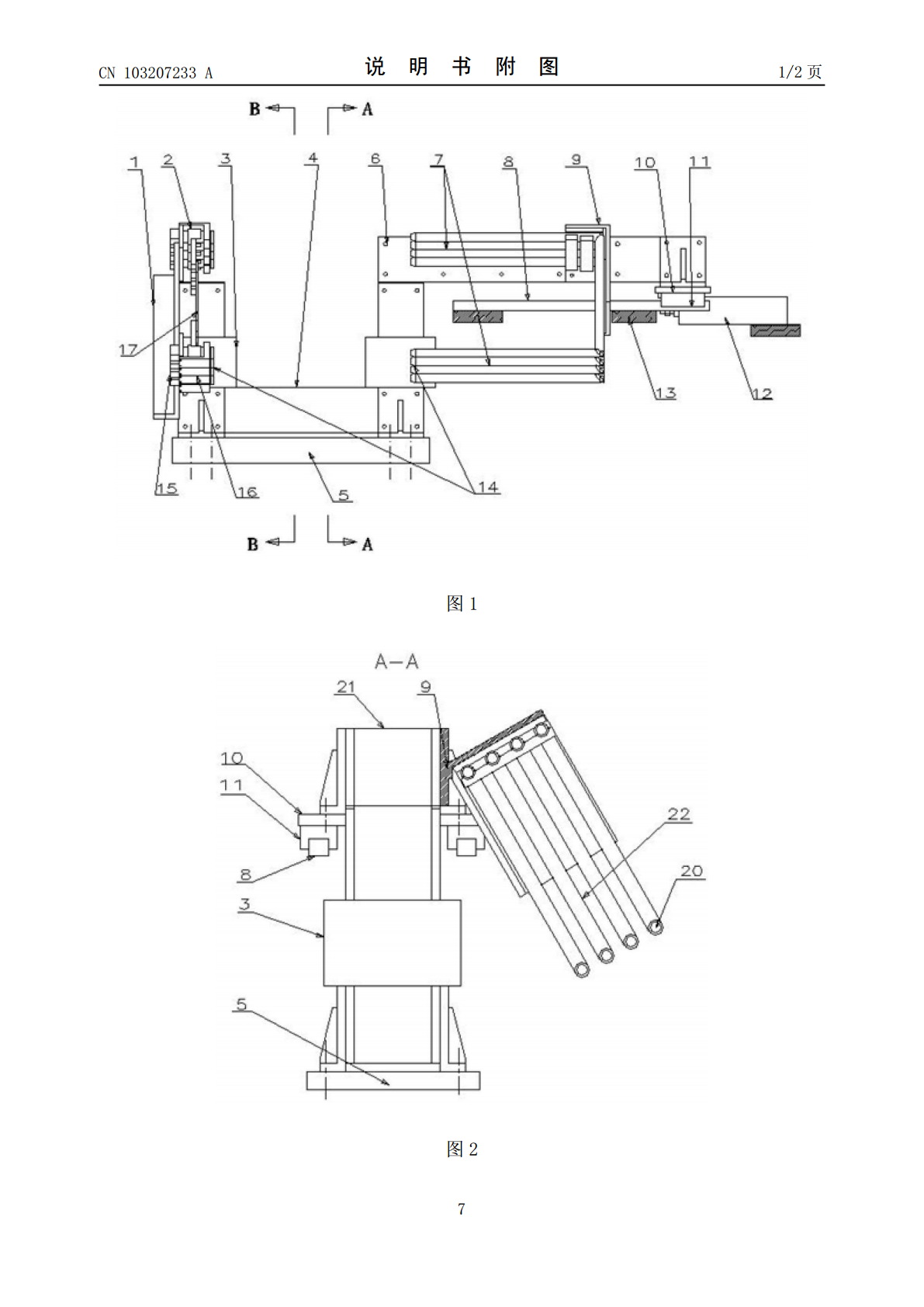
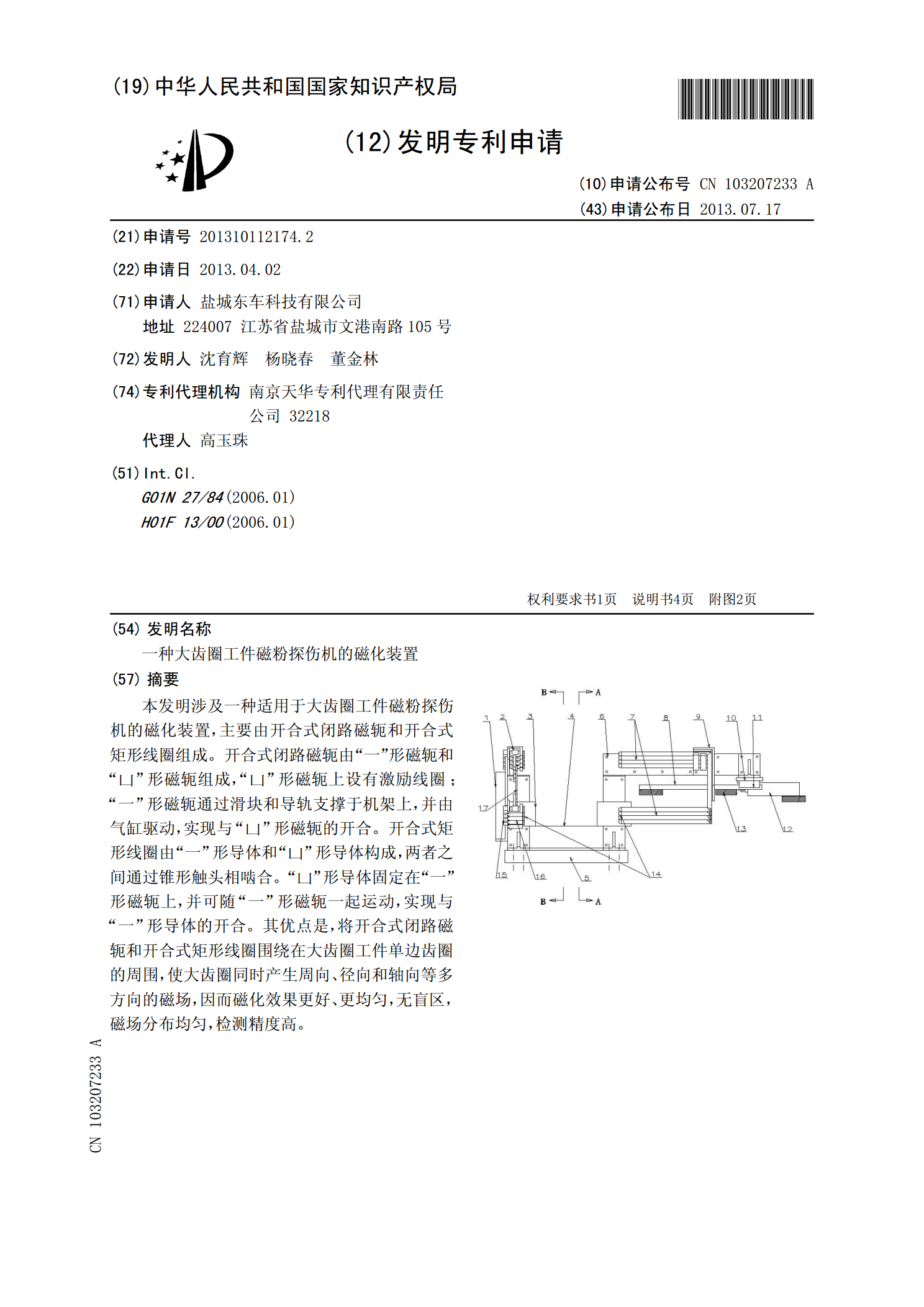
本发明涉及一种适用于大齿圈工件磁粉探伤机的磁化装置,主要由开合式闭路磁轭和开合式矩形线圈组成。开合式闭路磁轭由“一”形磁轭和“凵”形磁轭组成,“凵”形磁轭上设有激励线圈;“一”形磁轭通过滑块和导轨支撑于机架上,并由气缸驱动,实现与“凵”形磁轭的开合。开合式矩形线圈由“一”形导体和“凵”形导体构成,两者之间通过锥形触头相啮合。“凵”形导体固定在“一”形磁轭上,并可随“一”形磁轭一起运动,实现与“一”形导体的开合。其优点是,将开合式闭路磁轭和开合式矩形线圈围绕在大齿圈工件单边齿圈的周围,使大齿圈同时产生周向、

磁粉探伤机的喷淋装置.pdf
本发明提供一种磁粉探伤机的喷淋装置。磁粉探伤检测中,磁悬液的浓度太低,小缺陷会漏检;浓度太高,会使降低衬度,由于检测过程中磁粉的沉淀、受容器的吸附等原因,造成磁悬液的浓度会逐渐降低,从而影响磁粉探伤的结果的准确度。本发明包括磁悬液收集池(1),所述的磁悬液收集池中安装密封箱(2),所述的密封箱里面安装电机(3),所述的电机的上、下两侧分别具有动力输出轴(4),位于所述的电机上侧的动力输出轴上安装一组叶轮(5),位于所述的电机下侧的动力输出轴上安装一组反水轮(6),所述的叶轮上方安装分配器(7),所述的分配
一种磁粉探伤机的磁悬液叶片搅拌装置.pdf
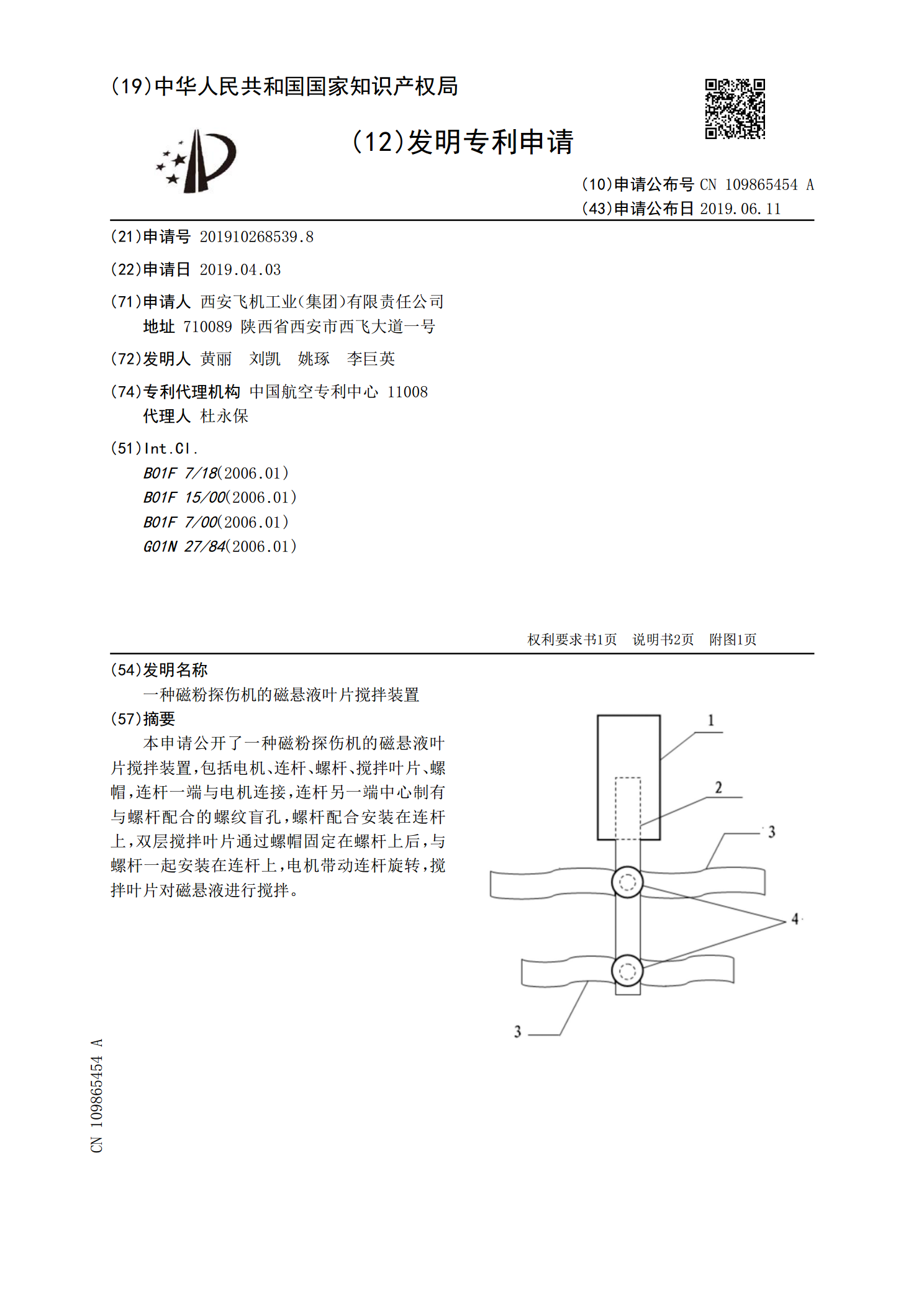
本申请公开了一种磁粉探伤机的磁悬液叶片搅拌装置,包括电机、连杆、螺杆、搅拌叶片、螺帽,连杆一端与电机连接,连杆另一端中心制有与螺杆配合的螺纹盲孔,螺杆配合安装在连杆上,双层搅拌叶片通过螺帽固定在螺杆上后,与螺杆一起安装在连杆上,电机带动连杆旋转,搅拌叶片对磁悬液进行搅拌。

一种磁粉探伤机.pdf
本发明公开了一种磁粉探伤机,包括探伤机主体,所述探伤机主体的一侧固定安装有显示板,所述显示板的一侧固定安装有开关阀,所述开关阀的下方固定安装有指示灯,所述探伤机主体的上方固定安装有提携把手,所述探伤机主体的底部固定安装有移动轮,所述探伤机主体的一侧固定安装有数据连接线,所述数据连接线的一端与所述探伤机主体固定连接,所述数据连接线的另一端固定安装有检测支撑板。有益效果:通过探伤机主体进行检测控制,且通过提携把手进行提携,提高了移动操控的效果,且扩大了使用的范围,同时提高了使用的便携性,同时,通过收卷箱进行线

车轮的磁粉探伤用磁化装置.pdf
本发明提供一种在从车轮的轮毂到轮缘的范围中能够确保车轮的两个侧面附近的空间中的沿该车轮的周向延伸的磁通的磁通密度的磁粉探伤用磁化装置。本发明是在径向从内侧向外侧依次包括轮毂(71)、轮辐(72)以及轮缘(73)的车轮(7)的磁粉探伤用磁化装置(100),其特征在于,磁粉探伤用磁化装置(100)包括:导体(1),其贯穿轮毂(71)的孔(711);一对辅助导体(2),其分别与导体(1)的两端相连接,并且该一对辅助导体分别朝向车轮(7)的两个侧面并从轮毂(71)向车轮(7)的径向外侧延伸到轮缘(73),向导体(