
玻璃表面盲孔加工方法.pdf

书生****瑞梦

1/6

2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
玻璃表面盲孔加工方法.pdf
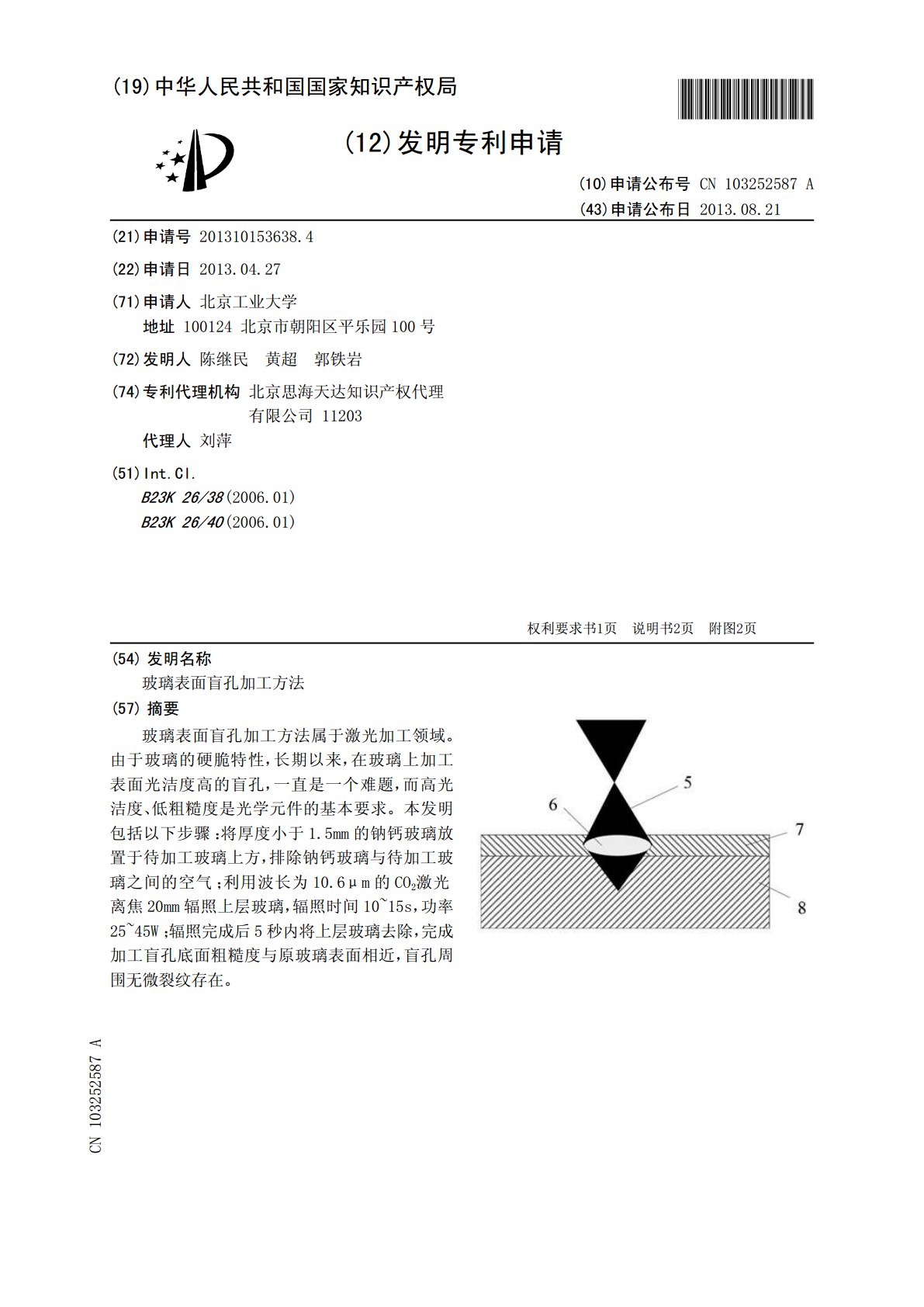
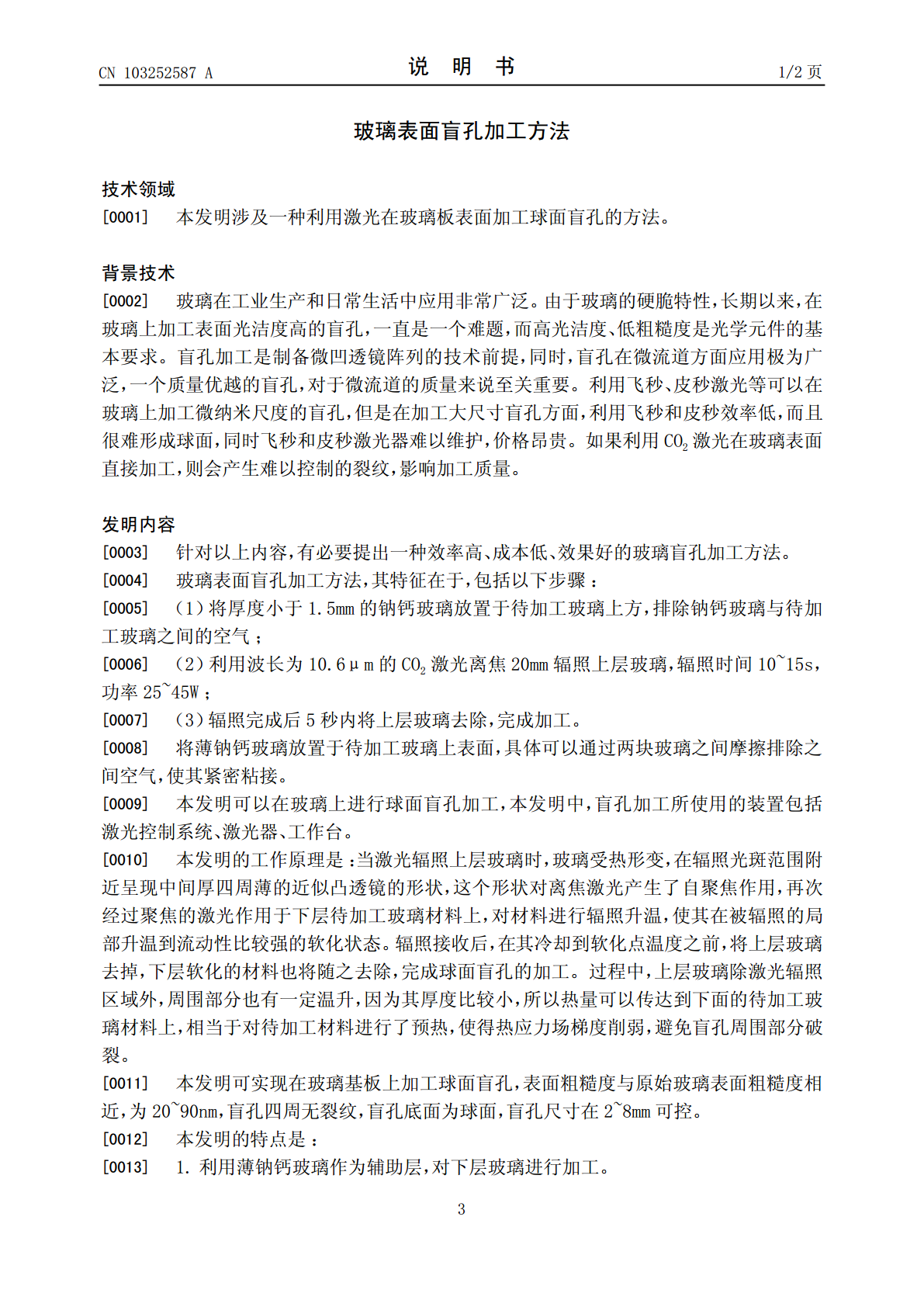
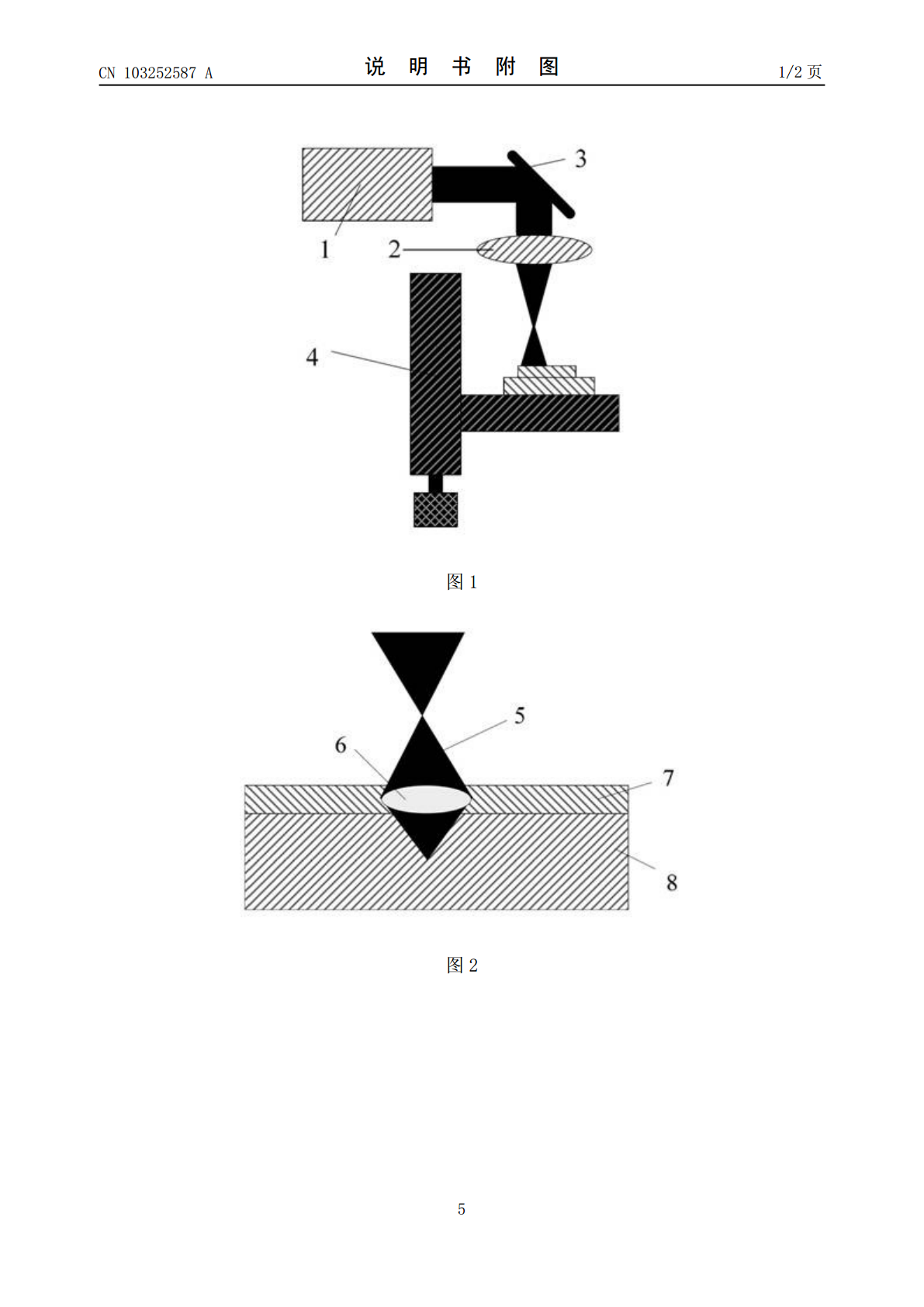
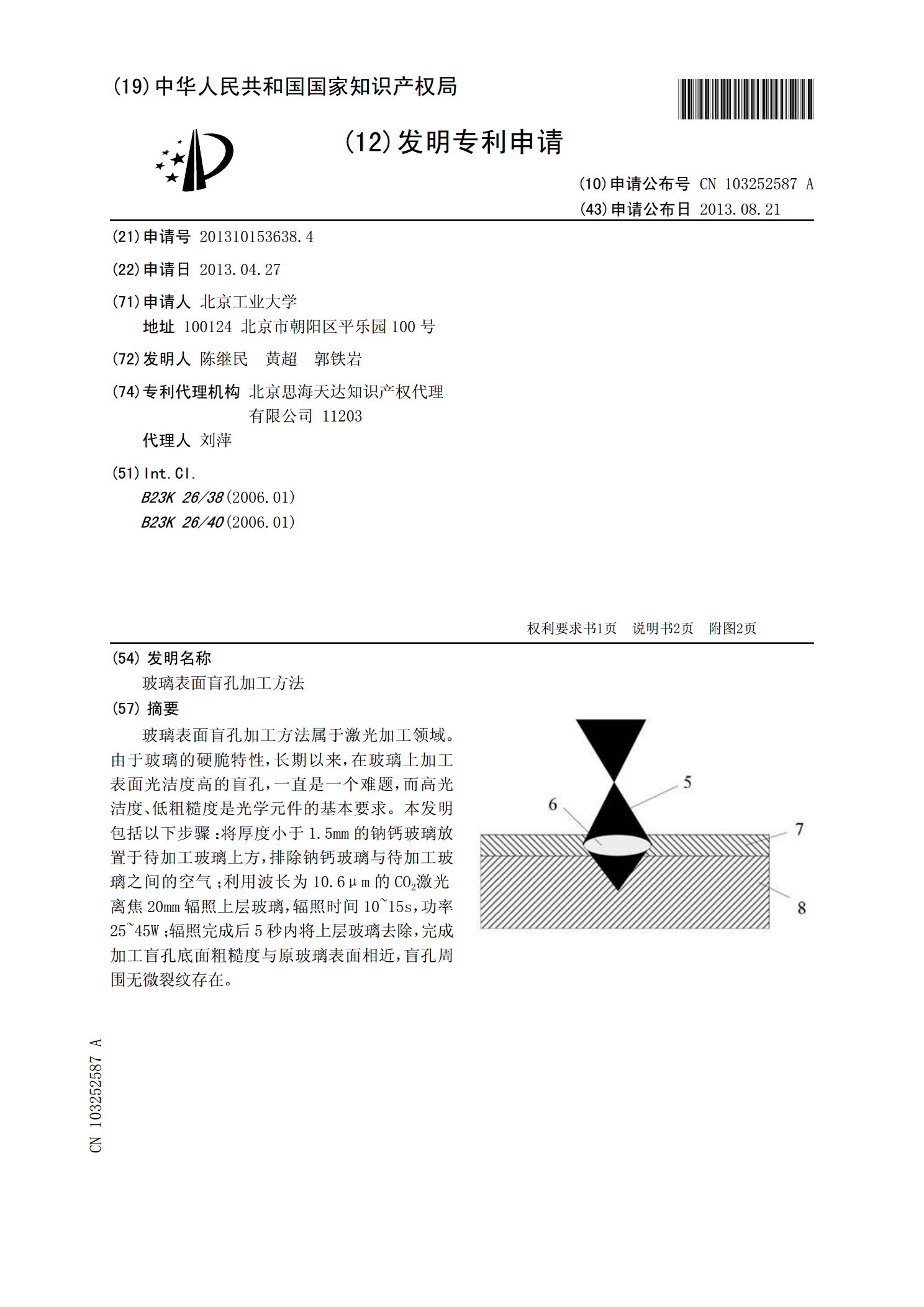
玻璃表面盲孔加工方法属于激光加工领域。由于玻璃的硬脆特性,长期以来,在玻璃上加工表面光洁度高的盲孔,一直是一个难题,而高光洁度、低粗糙度是光学元件的基本要求。本发明包括以下步骤:将厚度小于1.5mm的钠钙玻璃放置于待加工玻璃上方,排除钠钙玻璃与待加工玻璃之间的空气;利用波长为10.6μm的CO2激光离焦20mm辐照上层玻璃,辐照时间10~15s,功率25~45W;辐照完成后5秒内将上层玻璃去除,完成加工盲孔底面粗糙度与原玻璃表面相近,盲孔周围无微裂纹存在。
玻璃盲孔加工方法.pdf
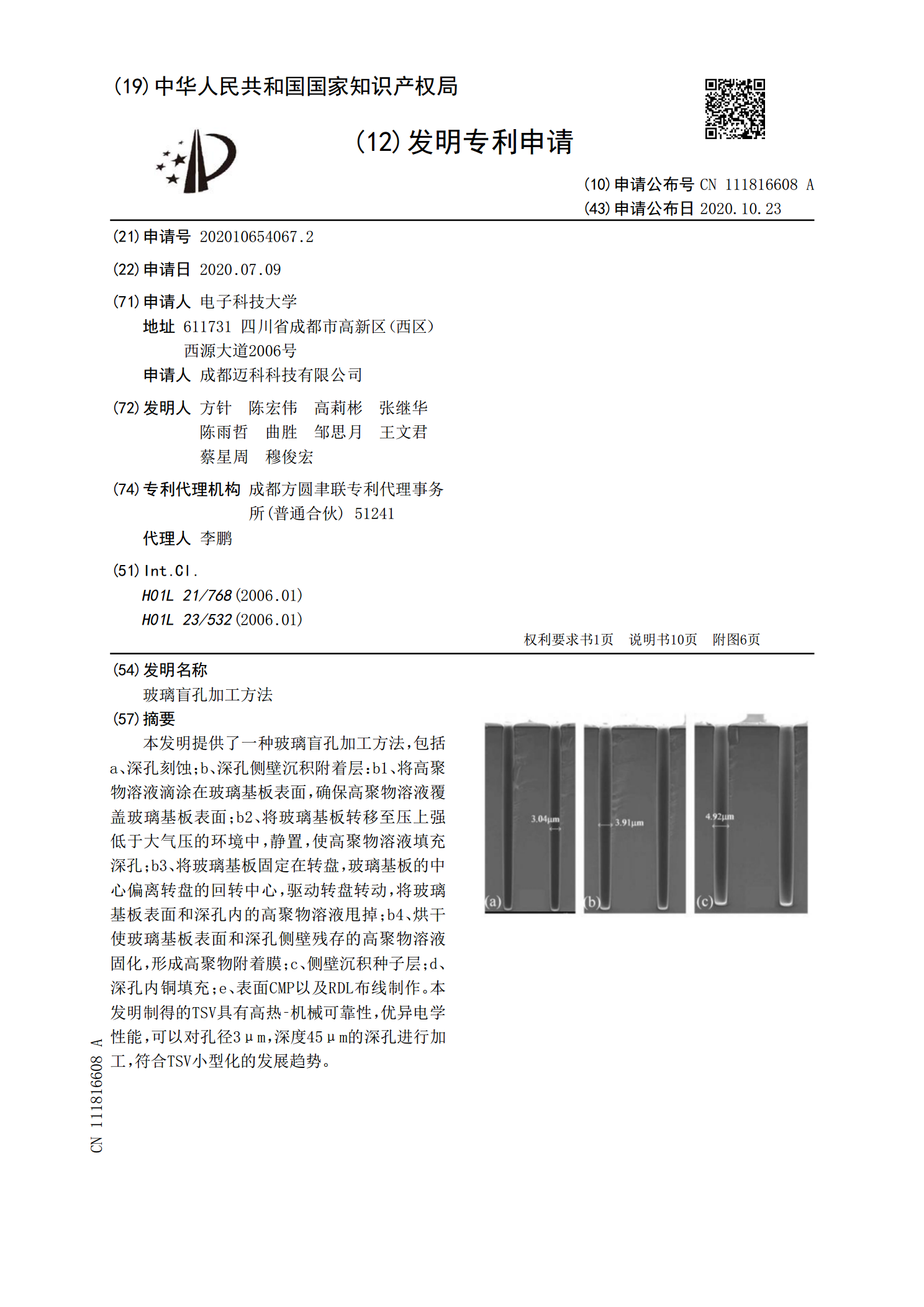
本发明提供了一种玻璃盲孔加工方法,包括a、深孔刻蚀;b、深孔侧壁沉积附着层:b1、将高聚物溶液滴涂在玻璃基板表面,确保高聚物溶液覆盖玻璃基板表面;b2、将玻璃基板转移至压上强低于大气压的环境中,静置,使高聚物溶液填充深孔;b3、将玻璃基板固定在转盘,玻璃基板的中心偏离转盘的回转中心,驱动转盘转动,将玻璃基板表面和深孔内的高聚物溶液甩掉;b4、烘干使玻璃基板表面和深孔侧壁残存的高聚物溶液固化,形成高聚物附着膜;c、侧壁沉积种子层;d、深孔内铜填充;e、表面CMP以及RDL布线制作。本发明制得的TSV具有高热
一种玻璃盲孔加工方法.pdf
本发明公开了一种玻璃盲孔加工方法,包括以下步骤:对玻璃上除盲孔区域外的区域进行抗酸防护;对盲孔区域进行蚀刻处理后清洗、抛光,所述蚀刻处理的方式为以1?15ml/min的速率、8?25s/次的频率将蚀刻液加入到加工区域。本发明的生产良品率远远大于CNC精雕机数控加工;并且蚀刻方法易于大批量生产加工,其生产成本也远远低于CNC精雕机数控加工。
一种玻璃盲孔加工方法.pdf
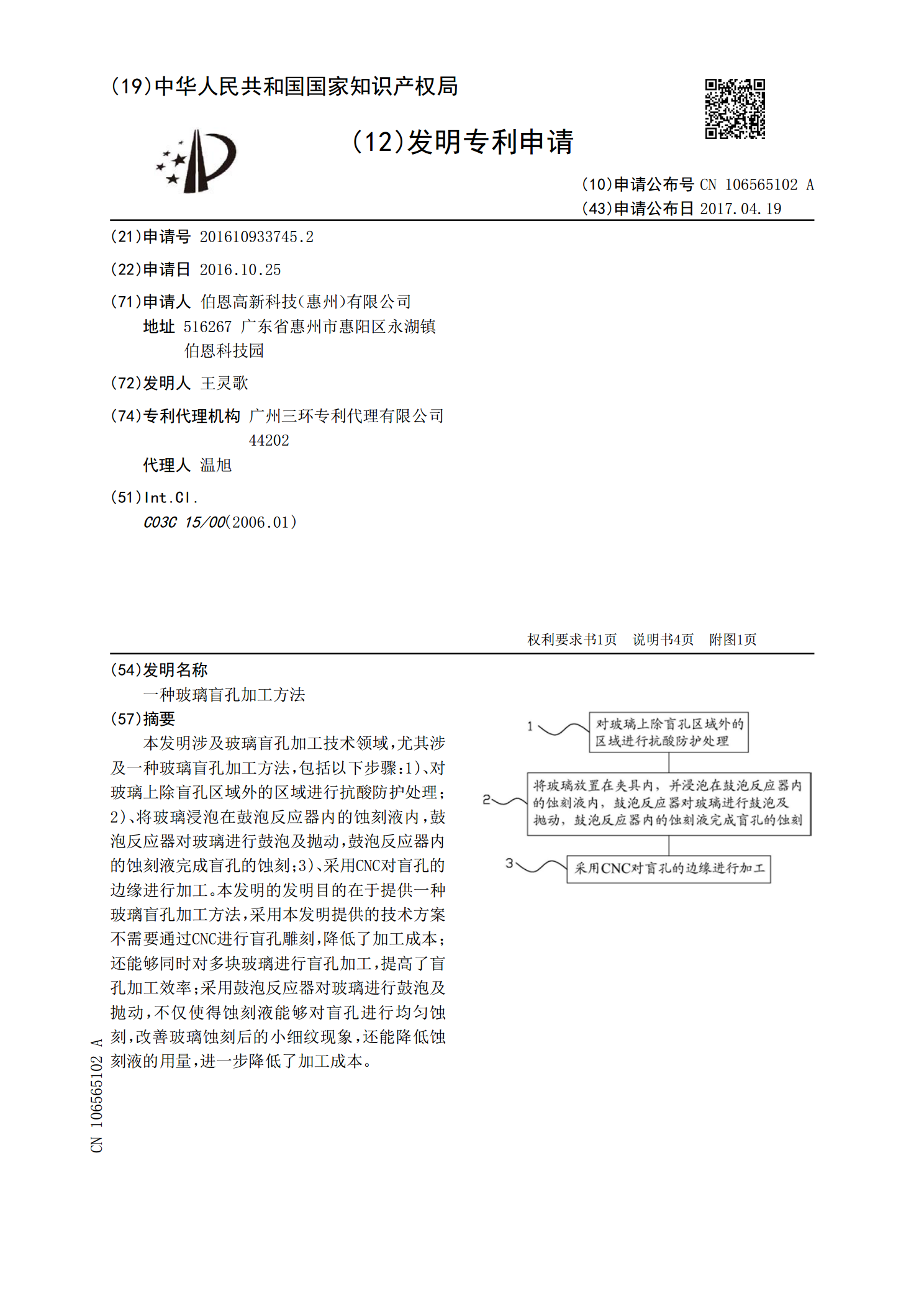
本发明涉及玻璃盲孔加工技术领域,尤其涉及一种玻璃盲孔加工方法,包括以下步骤:1)、对玻璃上除盲孔区域外的区域进行抗酸防护处理;2)、将玻璃浸泡在鼓泡反应器内的蚀刻液内,鼓泡反应器对玻璃进行鼓泡及抛动,鼓泡反应器内的蚀刻液完成盲孔的蚀刻;3)、采用CNC对盲孔的边缘进行加工。本发明的发明目的在于提供一种玻璃盲孔加工方法,采用本发明提供的技术方案不需要通过CNC进行盲孔雕刻,降低了加工成本;还能够同时对多块玻璃进行盲孔加工,提高了盲孔加工效率;采用鼓泡反应器对玻璃进行鼓泡及抛动,不仅使得蚀刻液能够对盲孔进行均
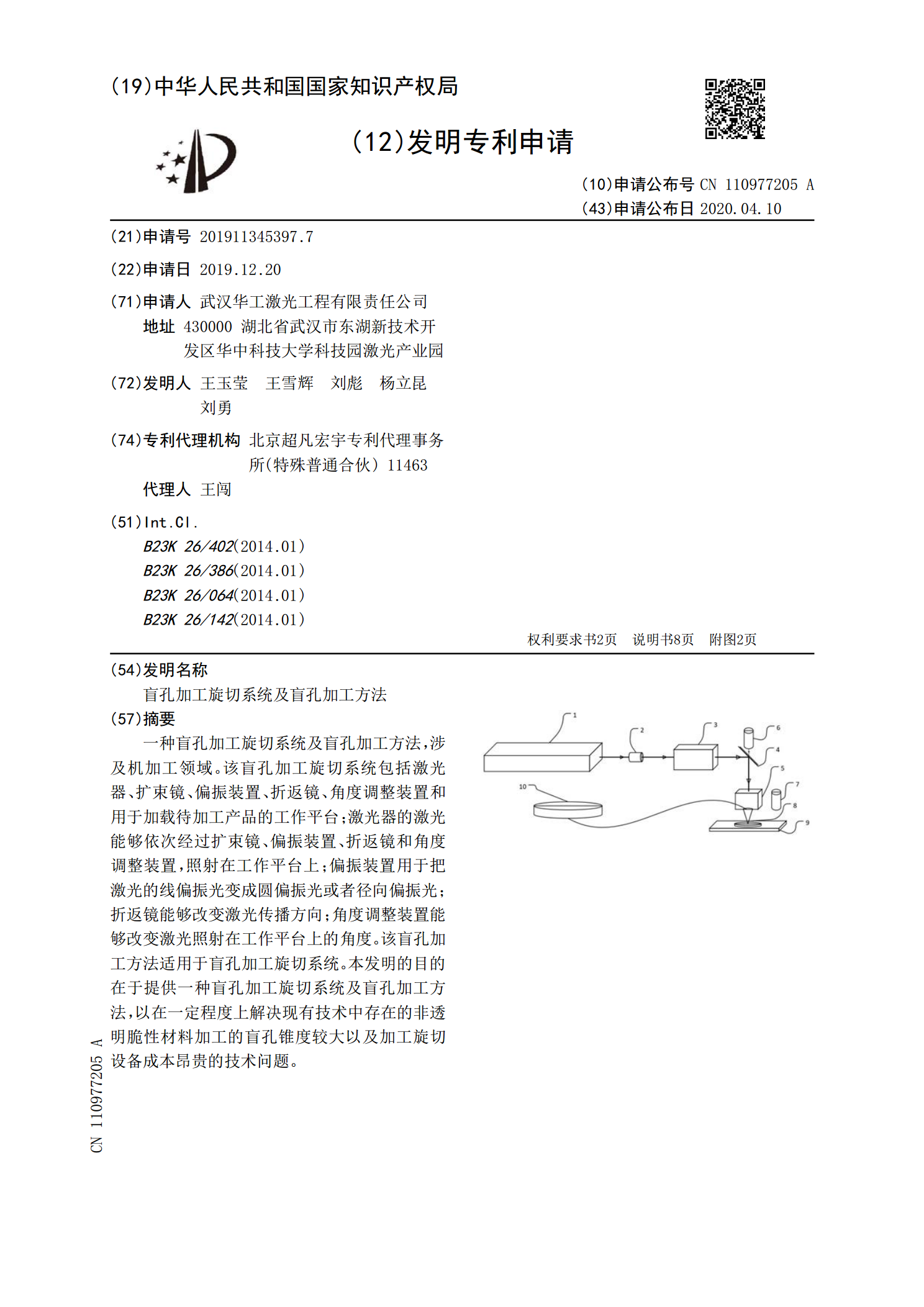
盲孔加工旋切系统及盲孔加工方法.pdf
一种盲孔加工旋切系统及盲孔加工方法,涉及机加工领域。该盲孔加工旋切系统包括激光器、扩束镜、偏振装置、折返镜、角度调整装置和用于加载待加工产品的工作平台;激光器的激光能够依次经过扩束镜、偏振装置、折返镜和角度调整装置,照射在工作平台上;偏振装置用于把激光的线偏振光变成圆偏振光或者径向偏振光;折返镜能够改变激光传播方向;角度调整装置能够改变激光照射在工作平台上的角度。该盲孔加工方法适用于盲孔加工旋切系统。本发明的目的在于提供一种盲孔加工旋切系统及盲孔加工方法,以在一定程度上解决现有技术中存在的非透明脆性材料加