
减少大型结构件焊接变形的工艺对策.docx

佳晨****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共153页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

减少大型结构件焊接变形的工艺对策.docx
目录:(关于焊接方面的一些材料,网上收集整理的,希望有用。)1.减少大型结构件焊接变形的工艺对策()2.焊接中防止变形和减少内应力的方法()3.长输管线自动化焊接技术()4.火力发电厂高温高压管道上管座焊接()5.锅炉、压力容器筒体上管座角焊缝焊接技术的研究()6.焊前预热及焊后热处理的作用()7.超细晶粒钢及其焊接性()8.基于动态能量平衡模式的弧焊熔透复合控制()9.某电焊机厂专用焊机电机定位改造项目()10.PLC与变频技术在滚焊机中的应用()11.螺柱焊机及其焊接工艺()12.通过高速偏转光束进行
减少大型结构件焊接变形的工艺对策.pdf
2006年第1期酒钢科技减少大型结构件焊接变形的工艺对策碳钢冷轧项目部刘伟摘要针对工程机械中大型结构件的焊接变形问题进行了理论上的探讨.并在长期积累的工艺实践基础上。提出了减少工程机械大型结构件焊接变形的工艺对策。关键词变形残余应力热场均衡大型结构件是工程机械产品的骨骼.也是厂家设计水平的体现和制造水平的反一型结构件变形的典型映。由于结构件在承载能力、外观造型及实实例及危害现产品功能上的重要作用.在工程机械产品的设计和制造中应特别予以重视。1.1PY160C型平地机后机架的变形大型结构件因为体积庞大.焊接

大型结构件焊接工艺分析及焊接变形的预处理.docx
大型结构件焊接工艺分析及焊接变形的预处理大型结构件焊接工艺分析及焊接变形的预处理引言焊接是大型结构件制造中普遍采用的连接技术之一。在大型结构件的焊接过程中,焊接变形是不可避免的问题,它会影响焊接工件的几何形状和尺寸精度,甚至可能导致整个结构的失效。因此,对焊接变形进行预处理是非常重要的。本文以大型结构件焊接工艺分析及焊接变形的预处理为题目,对大型结构件焊接工艺与焊接变形的相关问题进行探讨。一、大型结构件焊接工艺分析1.焊接工艺选择大型结构件焊接的工艺选择首先需要考虑焊接方法,常见的焊接方法包括电弧焊、气焊
预测雷达大型结构件焊接变形的方法.pdf
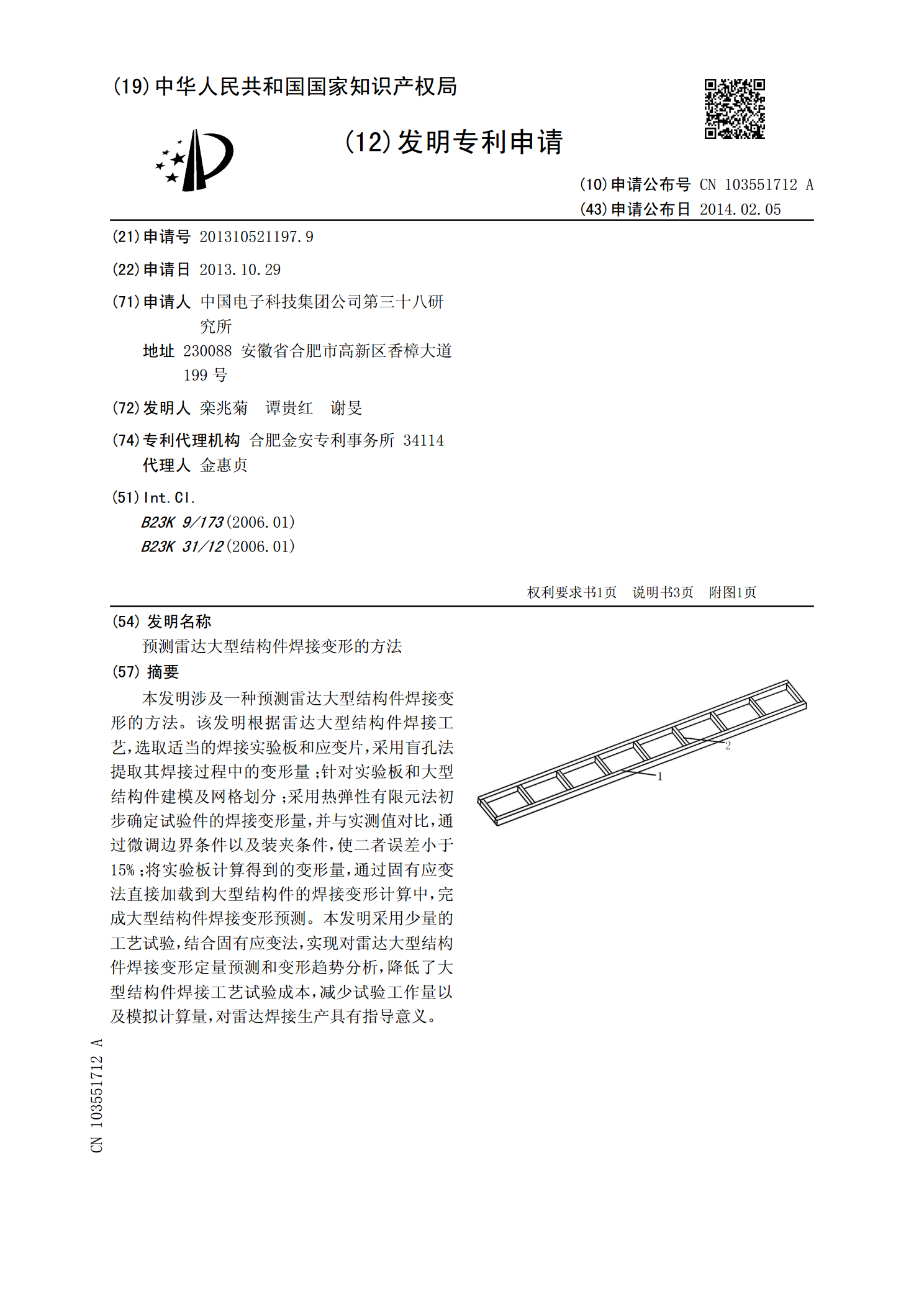
本发明涉及一种预测雷达大型结构件焊接变形的方法。该发明根据雷达大型结构件焊接工艺,选取适当的焊接实验板和应变片,采用盲孔法提取其焊接过程中的变形量;针对实验板和大型结构件建模及网格划分;采用热弹性有限元法初步确定试验件的焊接变形量,并与实测值对比,通过微调边界条件以及装夹条件,使二者误差小于15%;将实验板计算得到的变形量,通过固有应变法直接加载到大型结构件的焊接变形计算中,完成大型结构件焊接变形预测。本发明采用少量的工艺试验,结合固有应变法,实现对雷达大型结构件焊接变形定量预测和变形趋势分析,降低了大型

结构件焊接工艺及变形研究.docx
结构件焊接工艺及变形研究随着制造业的不断发展和进步,焊接技术成为了工业生产中极为重要的环节之一,尤其是对于结构件的生产,以及各类设备和机器的制造而言,焊接工艺显得尤为关键,也是必不可少的。这篇论文将主要探讨结构件焊接工艺以及相关变形问题。一、结构件焊接工艺结构件的焊接工艺是与结构件的性质、尺寸、形状有关的,焊接的过程也是十分复杂的,因此,焊接工艺设计要根据相应材料的物理性质、化学性质、机械性能以及需求的使用条件等因素。在焊接过程中,还需要特别注意焊接材料的选择、热量控制、填充材料的选用以及接头结构的设计等