
一种盲孔复合钻铰刀.pdf

朋兴****en


1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种盲孔复合钻铰刀.pdf
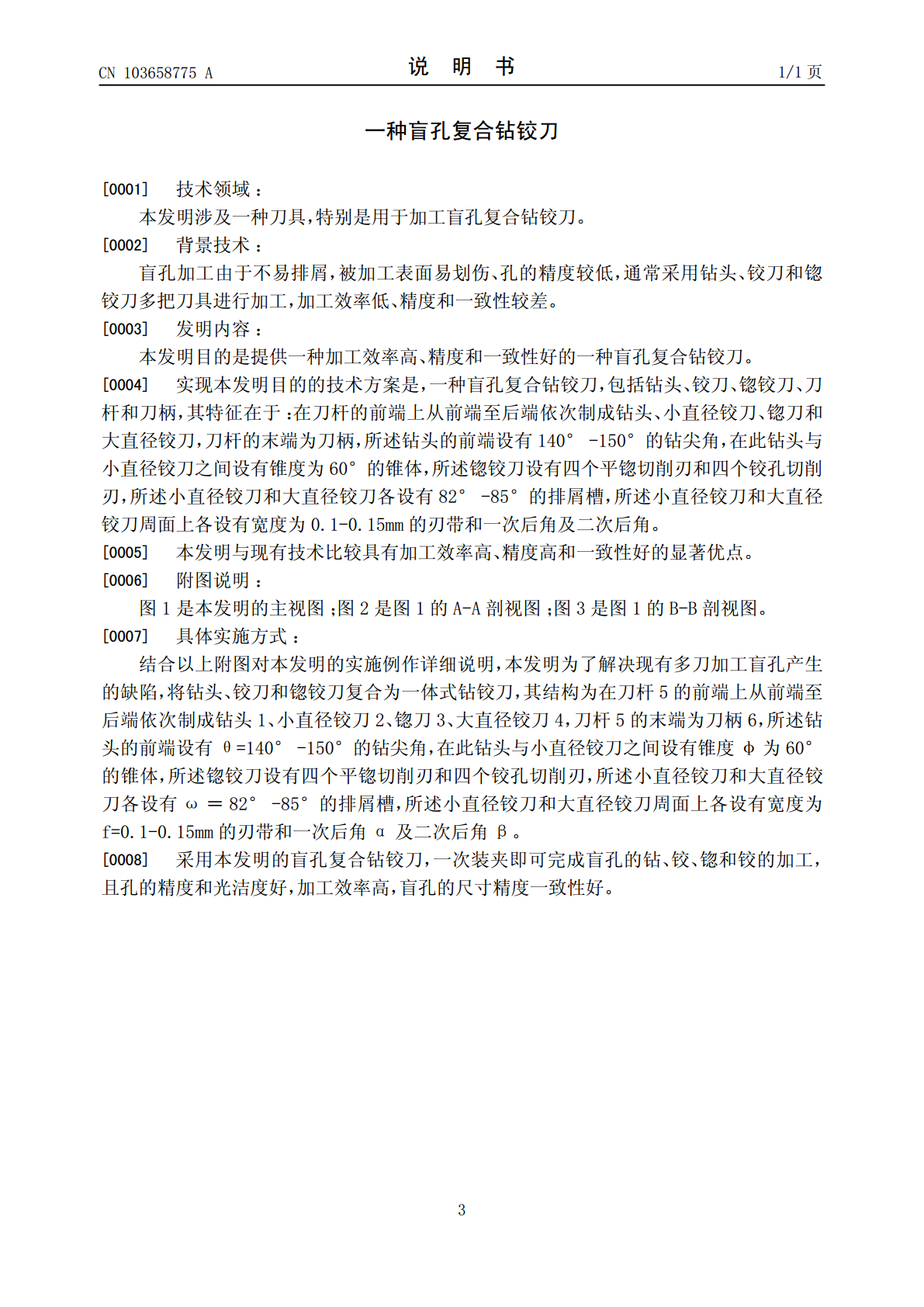
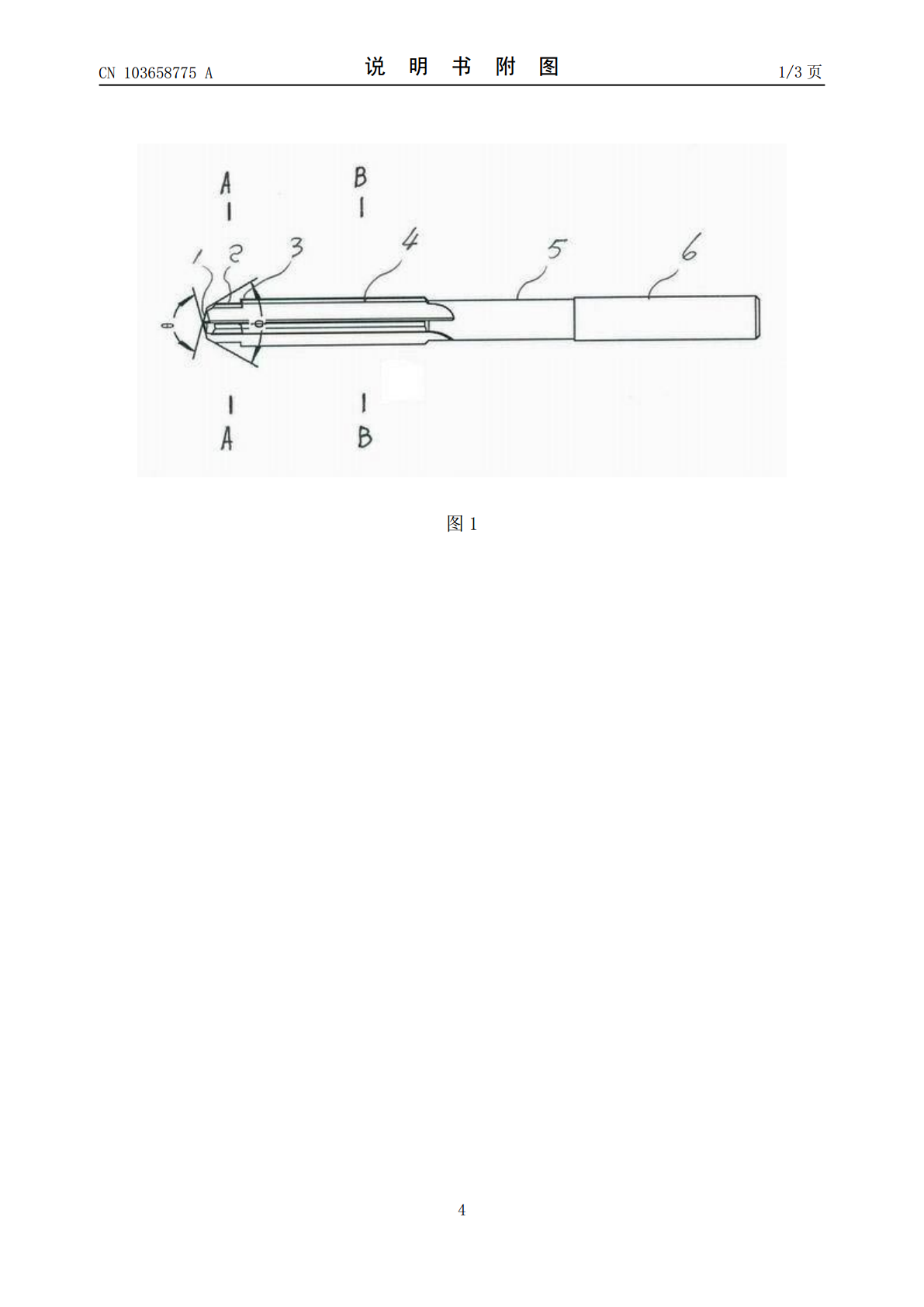
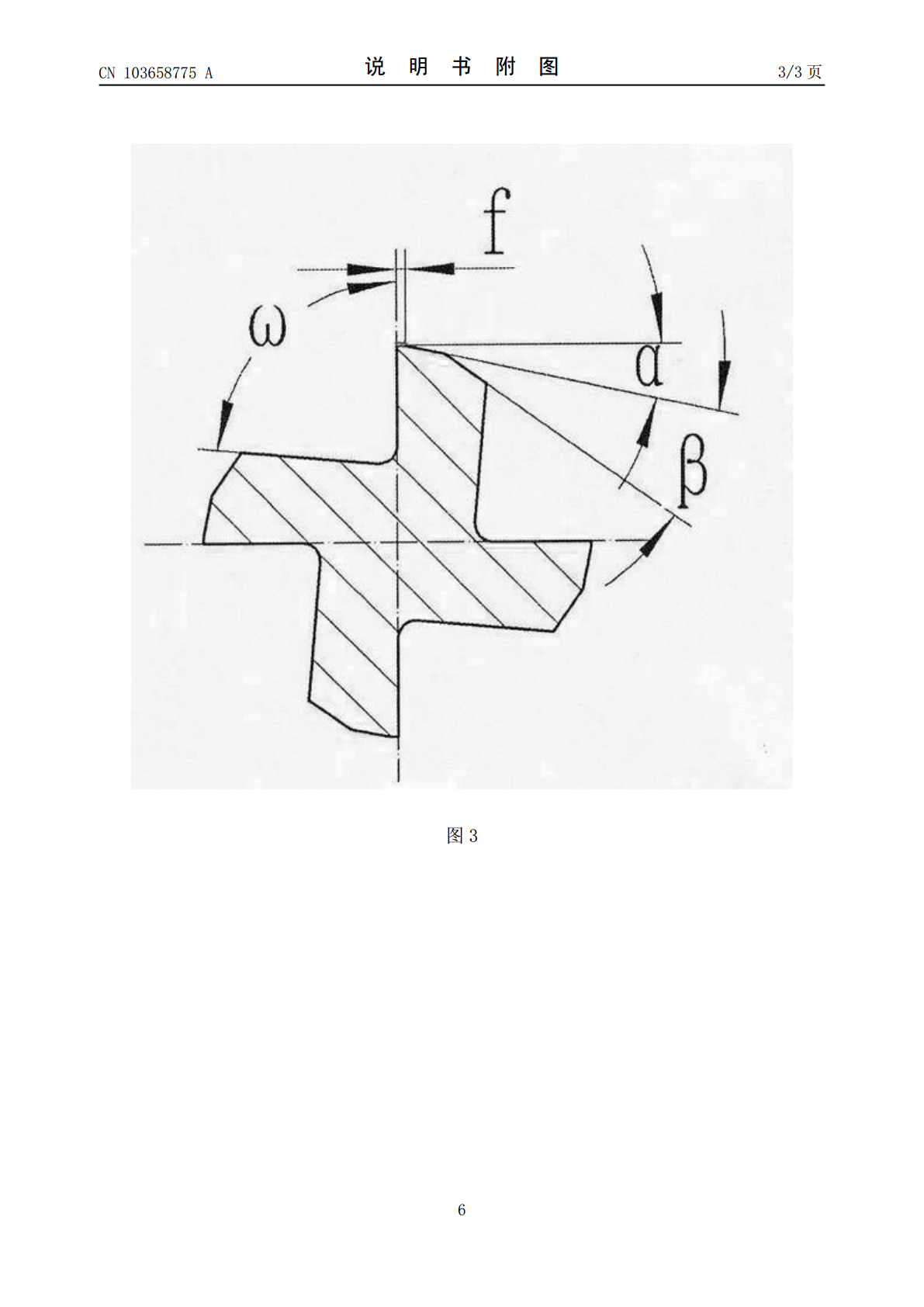
本发明公开了一种盲孔复合钻铰刀,包括钻头、铰刀、锪铰刀、刀杆和刀柄,在刀杆的前端上从前端至后端依次制成钻头、小直径铰刀、锪刀和大直径铰刀,刀杆的末端为刀柄,所述钻头的前端设有140°-150°的钻尖角,在此钻头与小直径铰刀之间设有锥度为60°的锥体,所述锪铰刀设有四个平锪切削刃和四个铰孔切削刃,所述小直径铰刀和大直径铰刀各设有82°-85°的排屑槽,所述小直径铰刀和大直径铰刀周面上各设有宽度为0.1-0.15mm的刃带和一次后角及二次后角。本发明与现有技术比较具有加工效率高、精度高和一致性好的显著优点。
一种横向钻盲孔的装置.pdf
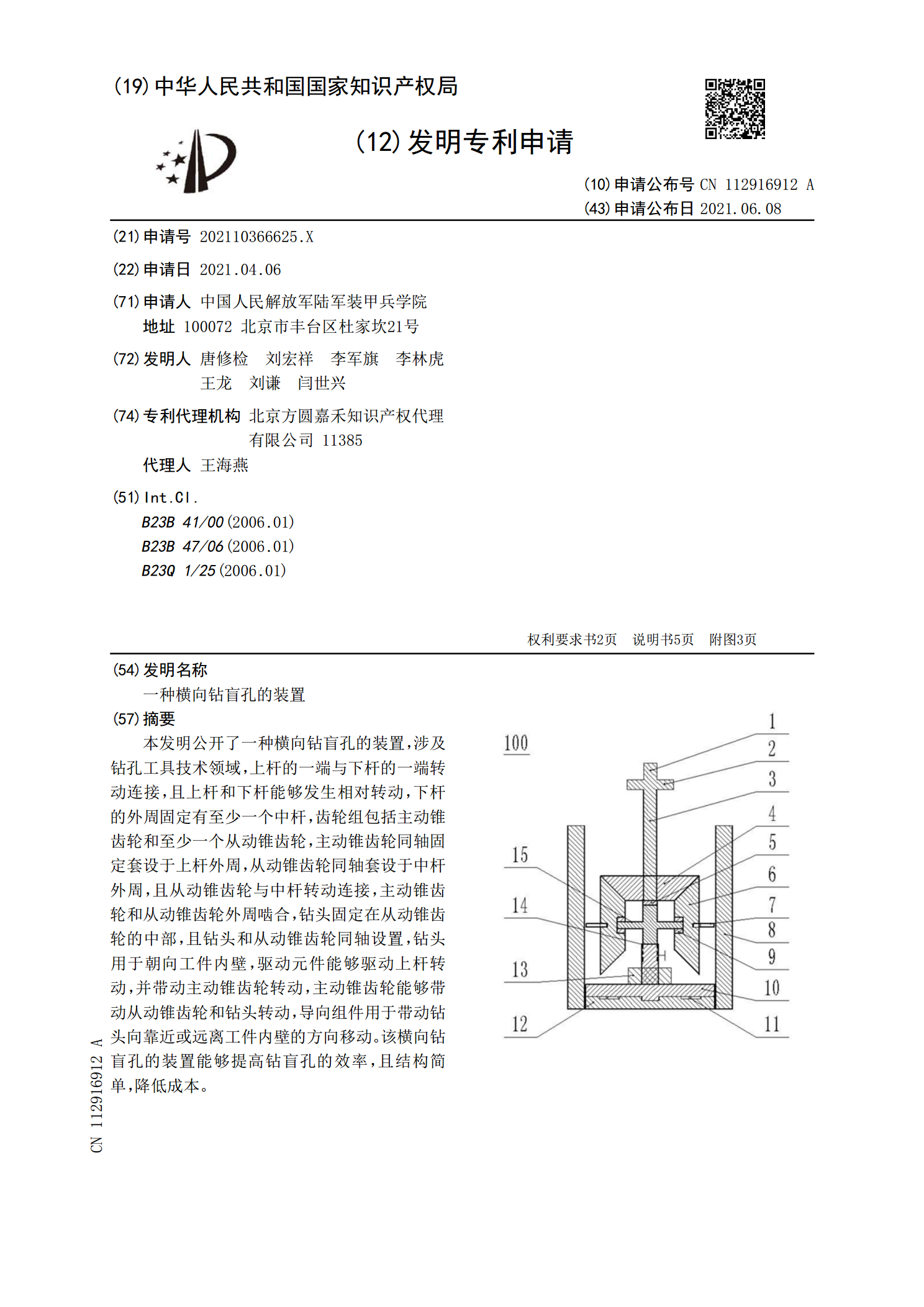
本发明公开了一种横向钻盲孔的装置,涉及钻孔工具技术领域,上杆的一端与下杆的一端转动连接,且上杆和下杆能够发生相对转动,下杆的外周固定有至少一个中杆,齿轮组包括主动锥齿轮和至少一个从动锥齿轮,主动锥齿轮同轴固定套设于上杆外周,从动锥齿轮同轴套设于中杆外周,且从动锥齿轮与中杆转动连接,主动锥齿轮和从动锥齿轮外周啮合,钻头固定在从动锥齿轮的中部,且钻头和从动锥齿轮同轴设置,钻头用于朝向工件内壁,驱动元件能够驱动上杆转动,并带动主动锥齿轮转动,主动锥齿轮能够带动从动锥齿轮和钻头转动,导向组件用于带动钻头向靠近或远
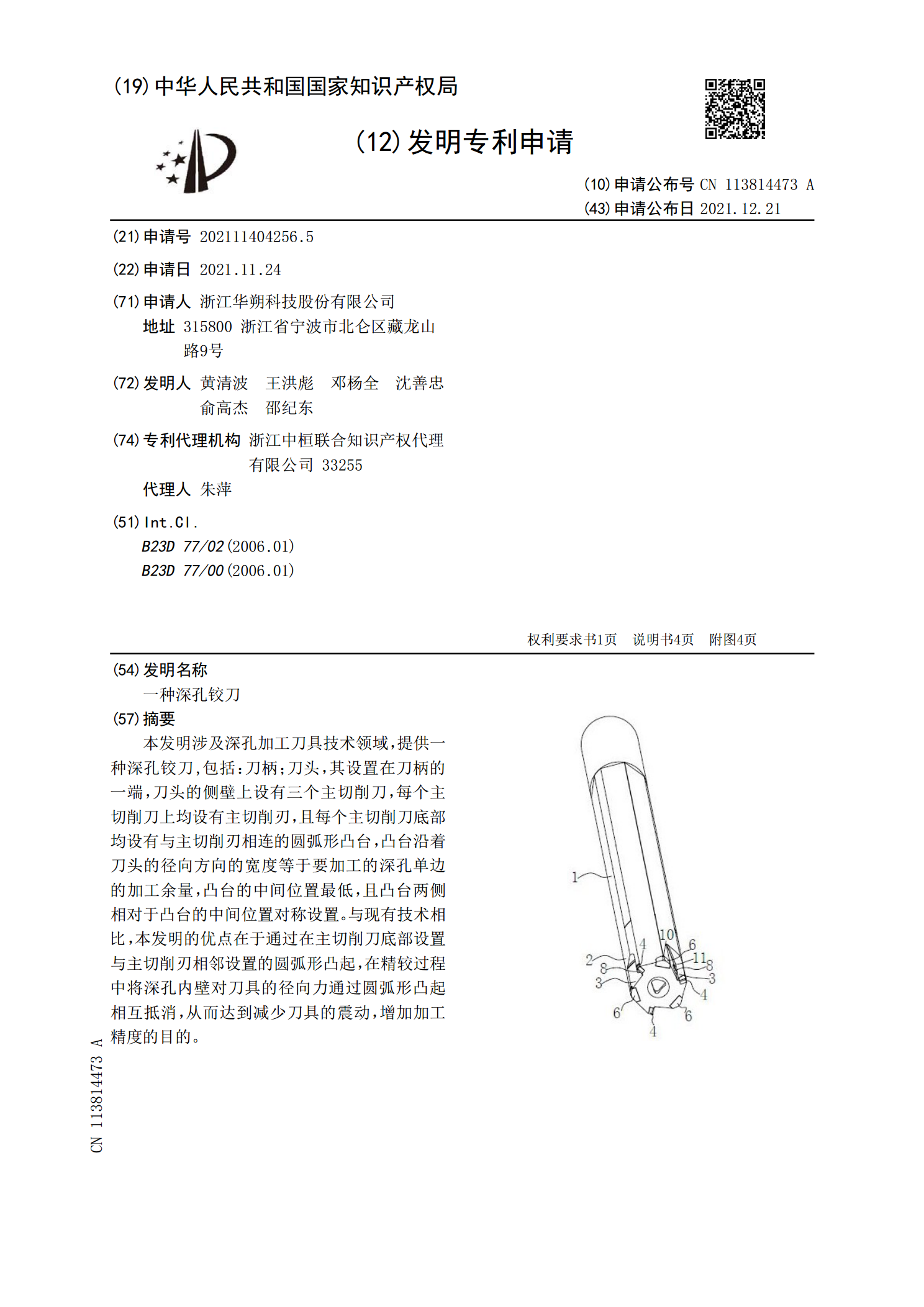
一种深孔铰刀.pdf
本发明涉及深孔加工刀具技术领域,提供一种深孔铰刀,包括:刀柄;刀头,其设置在刀柄的一端,刀头的侧壁上设有三个主切削刀,每个主切削刀上均设有主切削刃,且每个主切削刀底部均设有与主切削刃相连的圆弧形凸台,凸台沿着刀头的径向方向的宽度等于要加工的深孔单边的加工余量,凸台的中间位置最低,且凸台两侧相对于凸台的中间位置对称设置。与现有技术相比,本发明的优点在于通过在主切削刀底部设置与主切削刃相邻设置的圆弧形凸起,在精较过程中将深孔内壁对刀具的径向力通过圆弧形凸起相互抵消,从而达到减少刀具的震动,增加加工精度的目的。

缸体类内壁径向盲孔钻.pdf
本发明公开了一种缸体类内壁径向盲孔钻,解决的技术问题:针对背景技术中提及的现有对于缸体内壁上的径向盲孔的加工还比较困难,主要是采用由外侧开放式加工后堵焊的方法进行,也可以采用电火花加工等方法进行,但电火花加工等存在效率低,精度差等局限性,当孔径较小时,加工更为困难的技术问题。采取的技术方案,一种缸体类内壁径向盲孔钻,包括底座、滑块部、横杆部和钻头部,滑块部设置在底座的一端,横杆部水平设置且位于底座上方,横杆部一端连接滑块部,横杆部另一端连接钻头部。优点:本缸体类内壁径向盲孔钻,钻头部结构简单,使得钻头部及
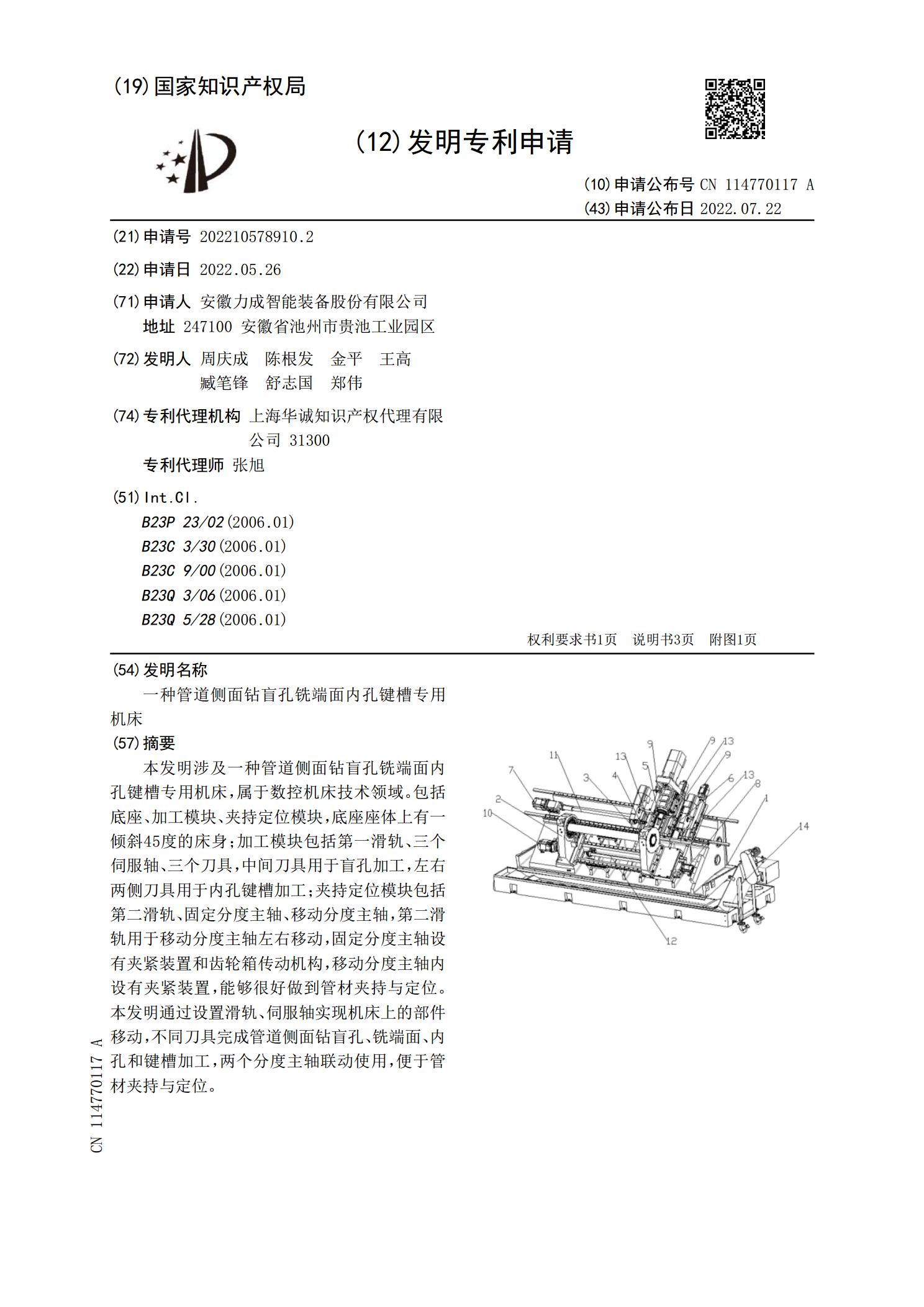
一种管道侧面钻盲孔铣端面内孔键槽专用机床.pdf
本发明涉及一种管道侧面钻盲孔铣端面内孔键槽专用机床,属于数控机床技术领域。包括底座、加工模块、夹持定位模块,底座座体上有一倾斜45度的床身;加工模块包括第一滑轨、三个伺服轴、三个刀具,中间刀具用于盲孔加工,左右两侧刀具用于内孔键槽加工;夹持定位模块包括第二滑轨、固定分度主轴、移动分度主轴,第二滑轨用于移动分度主轴左右移动,固定分度主轴设有夹紧装置和齿轮箱传动机构,移动分度主轴内设有夹紧装置,能够很好做到管材夹持与定位。本发明通过设置滑轨、伺服轴实现机床上的部件移动,不同刀具完成管道侧面钻盲孔、铣端面、内孔