
一种管道侧面钻盲孔铣端面内孔键槽专用机床.pdf

努力****骞北

1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管道侧面钻盲孔铣端面内孔键槽专用机床.pdf
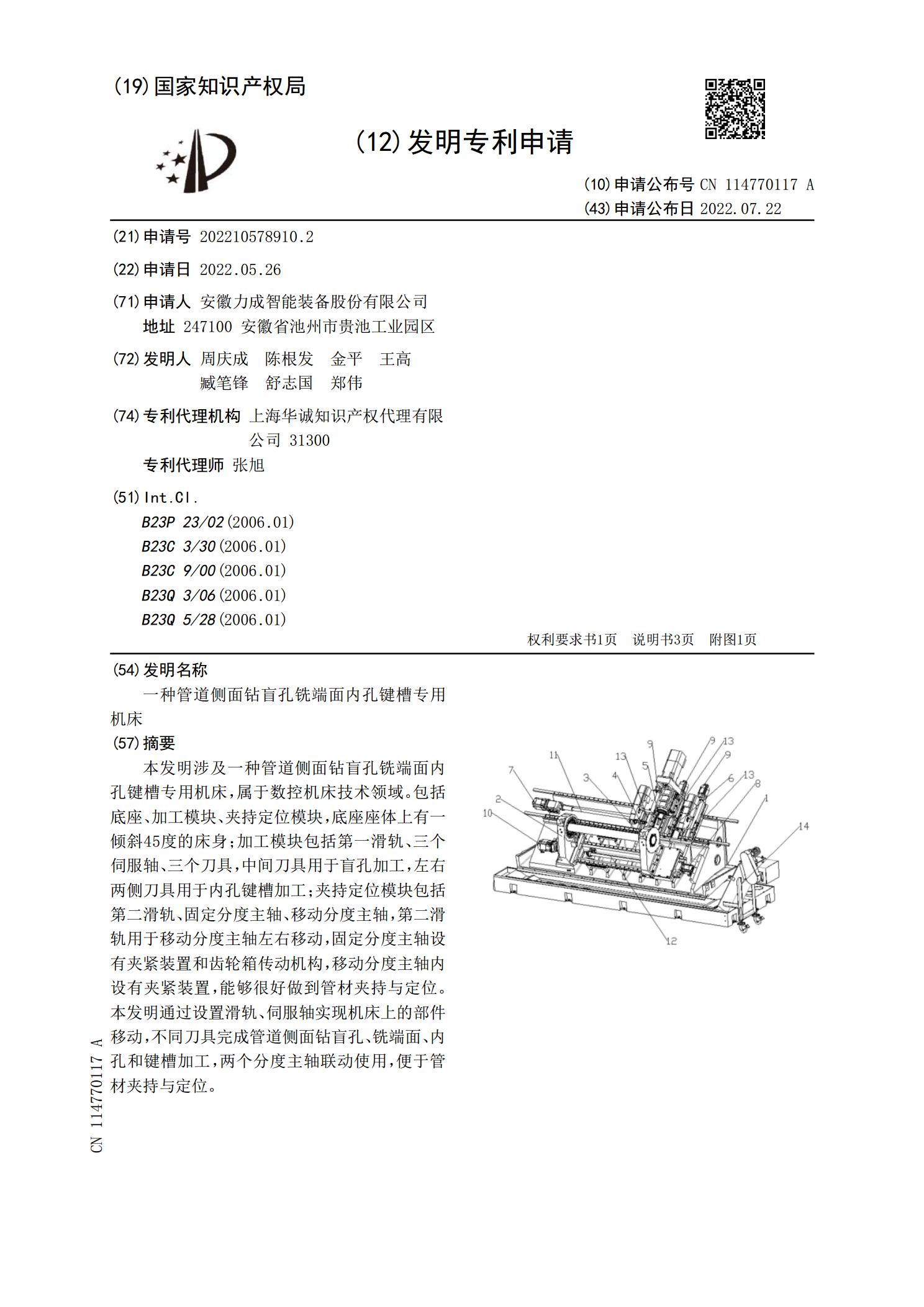
本发明涉及一种管道侧面钻盲孔铣端面内孔键槽专用机床,属于数控机床技术领域。包括底座、加工模块、夹持定位模块,底座座体上有一倾斜45度的床身;加工模块包括第一滑轨、三个伺服轴、三个刀具,中间刀具用于盲孔加工,左右两侧刀具用于内孔键槽加工;夹持定位模块包括第二滑轨、固定分度主轴、移动分度主轴,第二滑轨用于移动分度主轴左右移动,固定分度主轴设有夹紧装置和齿轮箱传动机构,移动分度主轴内设有夹紧装置,能够很好做到管材夹持与定位。本发明通过设置滑轨、伺服轴实现机床上的部件移动,不同刀具完成管道侧面钻盲孔、铣端面、内孔

夹具及具有该夹具的铣端面钻中心孔机床.pdf
本发明公开了一种铣端面钻中心孔机床用夹具,包括设置于横向滑台上的底板以及设置于底板上的底座,还包括分别设置于底座两侧的两个夹具本体,夹具本体包括:设置于底座一端的伸缩装置;设置于底座内的传动轴,该传动轴的一端与伸缩装置的伸出杆相连,另一端沿其轴向开设有轮齿;设置于底座内且与传动轴上的轮齿相啮合的齿轮;可滑动的设置于底座上的左夹持座和右夹持座,传动轴上设有与左夹持座相连的连接块,右夹持座上设有与齿轮相啮合的齿条;分别设置于左夹持座和右夹持座上的夹持体。本发明结构紧凑、刚性好、夹持臂短、夹紧力大,零件端面跳动
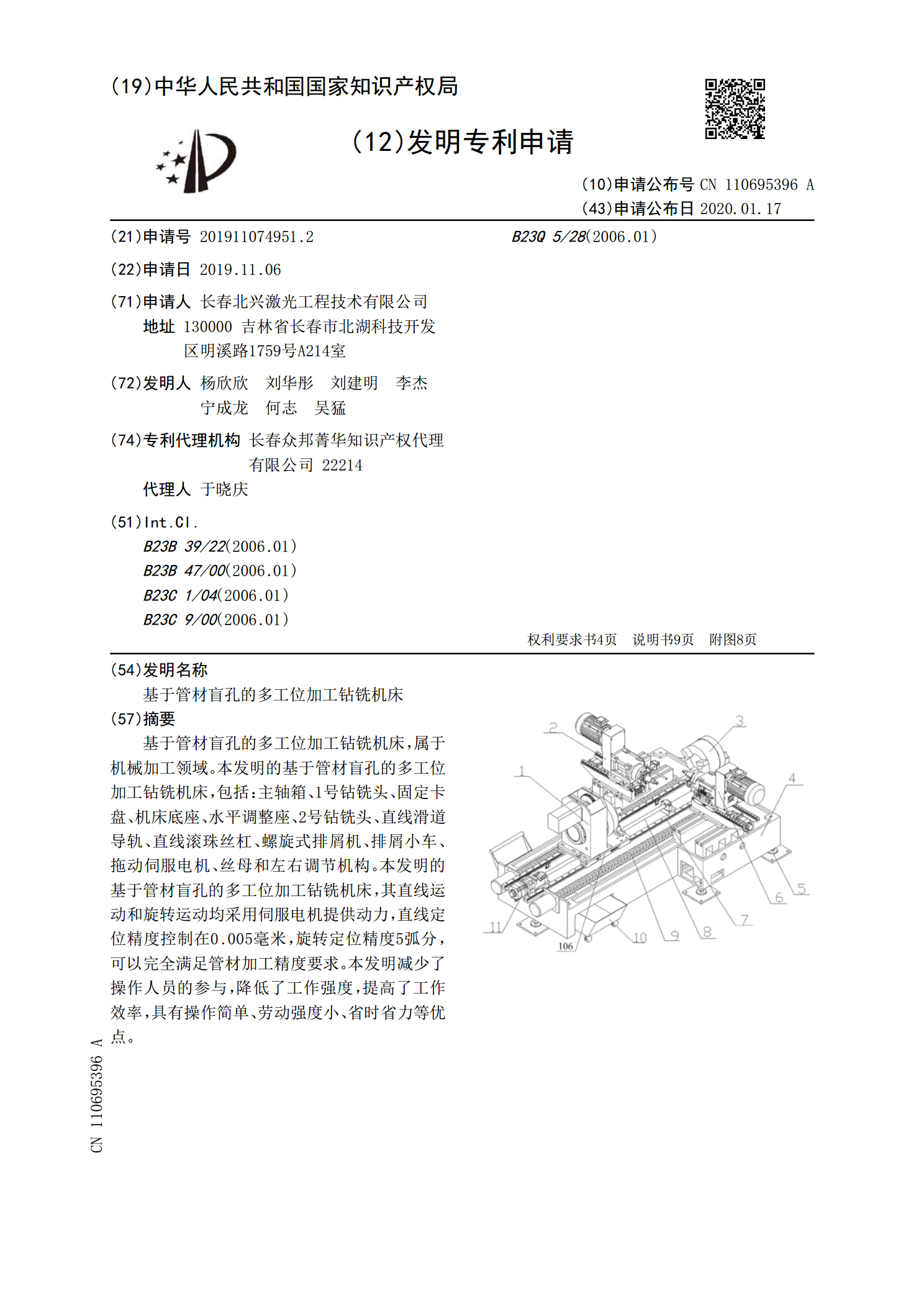
基于管材盲孔的多工位加工钻铣机床.pdf
基于管材盲孔的多工位加工钻铣机床,属于机械加工领域。本发明的基于管材盲孔的多工位加工钻铣机床,包括:主轴箱、1号钻铣头、固定卡盘、机床底座、水平调整座、2号钻铣头、直线滑道导轨、直线滚珠丝杠、螺旋式排屑机、排屑小车、拖动伺服电机、丝母和左右调节机构。本发明的基于管材盲孔的多工位加工钻铣机床,其直线运动和旋转运动均采用伺服电机提供动力,直线定位精度控制在0.005毫米,旋转定位精度5弧分,可以完全满足管材加工精度要求。本发明减少了操作人员的参与,降低了工作强度,提高了工作效率,具有操作简单、劳动强度小、省时

一种铣内孔长键槽的动力铣头.pdf
一种铣内孔长键槽的动力铣头。它是带有加长臂的动力铣头,动力铣头的加长臂的一侧装有法兰盘和电机,另一侧装有支撑和铣刀。法兰盘方便加长臂安装在可行进的机床上。电机给铣刀提供动力,动力通过加长臂内部的一组链轮传递给铣刀,铣刀两侧分别有1组支撑,每组支撑由同一圆周三个不同方向上的支撑臂组成。支撑臂可有两种结构形式,一种由调整螺杆、锁紧螺母、滚珠、滚珠压盖构成,另一种由调整螺杆、锁紧螺母、轴承支座、轴承构成。使用时,先根据铣刀进刀位置调整支撑撑紧工件的内孔,支撑上装有滚珠或轴承能保证和铣刀在工件内孔同步行进。每次走

一种用于加工锥度孔内孔键槽的机床装置.pdf
本发明公开一种用于加工锥度孔内孔键槽的机床装置,包括刀排、第一进给液压缸、工作台导轨、机架、蜗轮、第一轴、蜗杆、第二进给液压缸、第二凸型导轨、第二凹型导轨、主运动液压缸、U型构件、锁紧装置、手柄、分度盘、第二轴和锥度辅助调节装置;锥度辅助调节装置安装在刀排的上部;U型构件的上端通过第一轴和第二轴和机架联接,U型构件的下端与第二凸型导轨固定连接;蜗轮安装在第一轴上。主运动液压缸的下底面和第二凹型导轨固定连接。本发明具有小机构加工大工件、加工精度高、可实现在任意锥度中锥孔键槽加工等特点;锥度调整的精度可通过蜗