
一种头框铣形工装.pdf

是你****盟主


1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种头框铣形工装.pdf
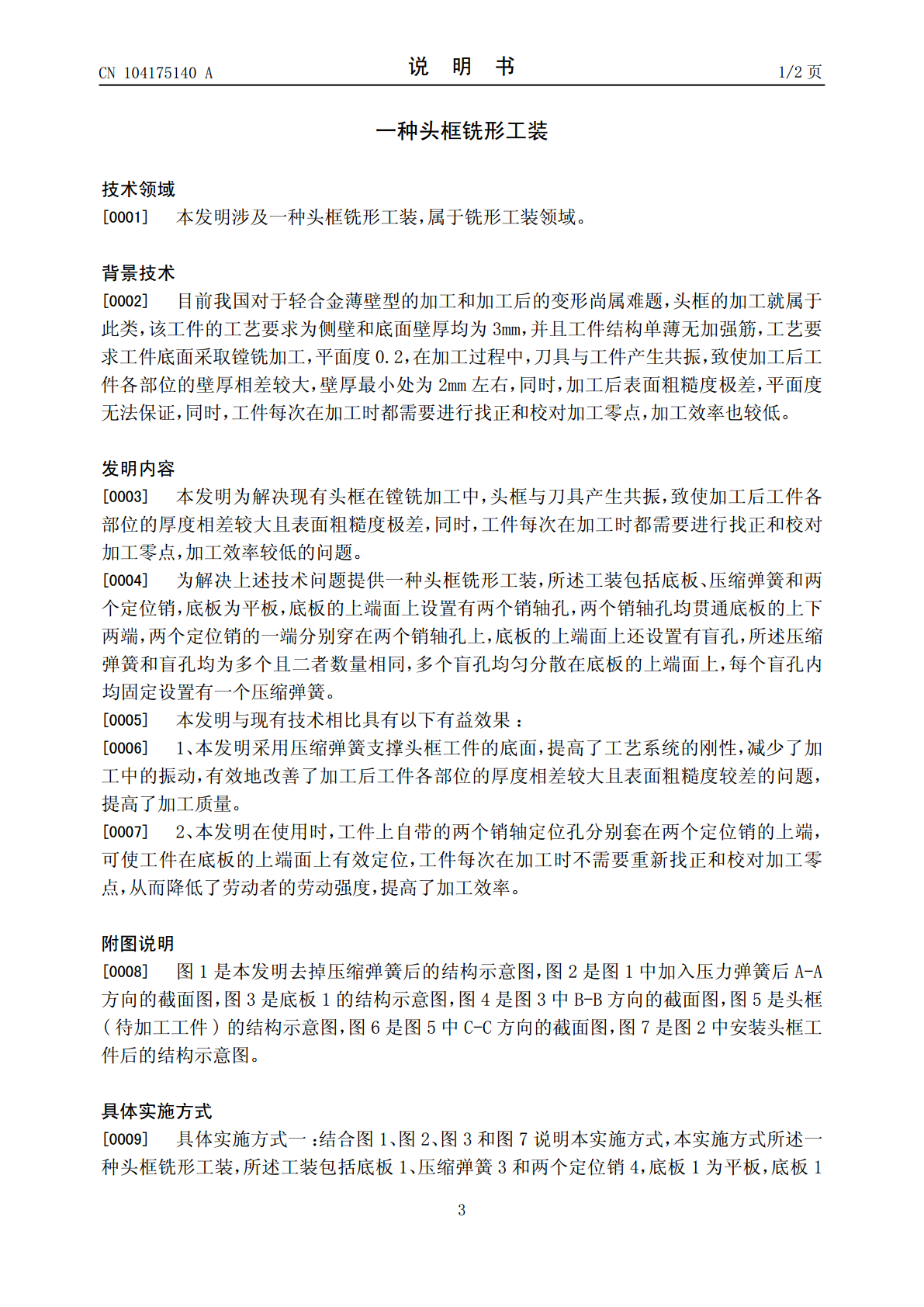
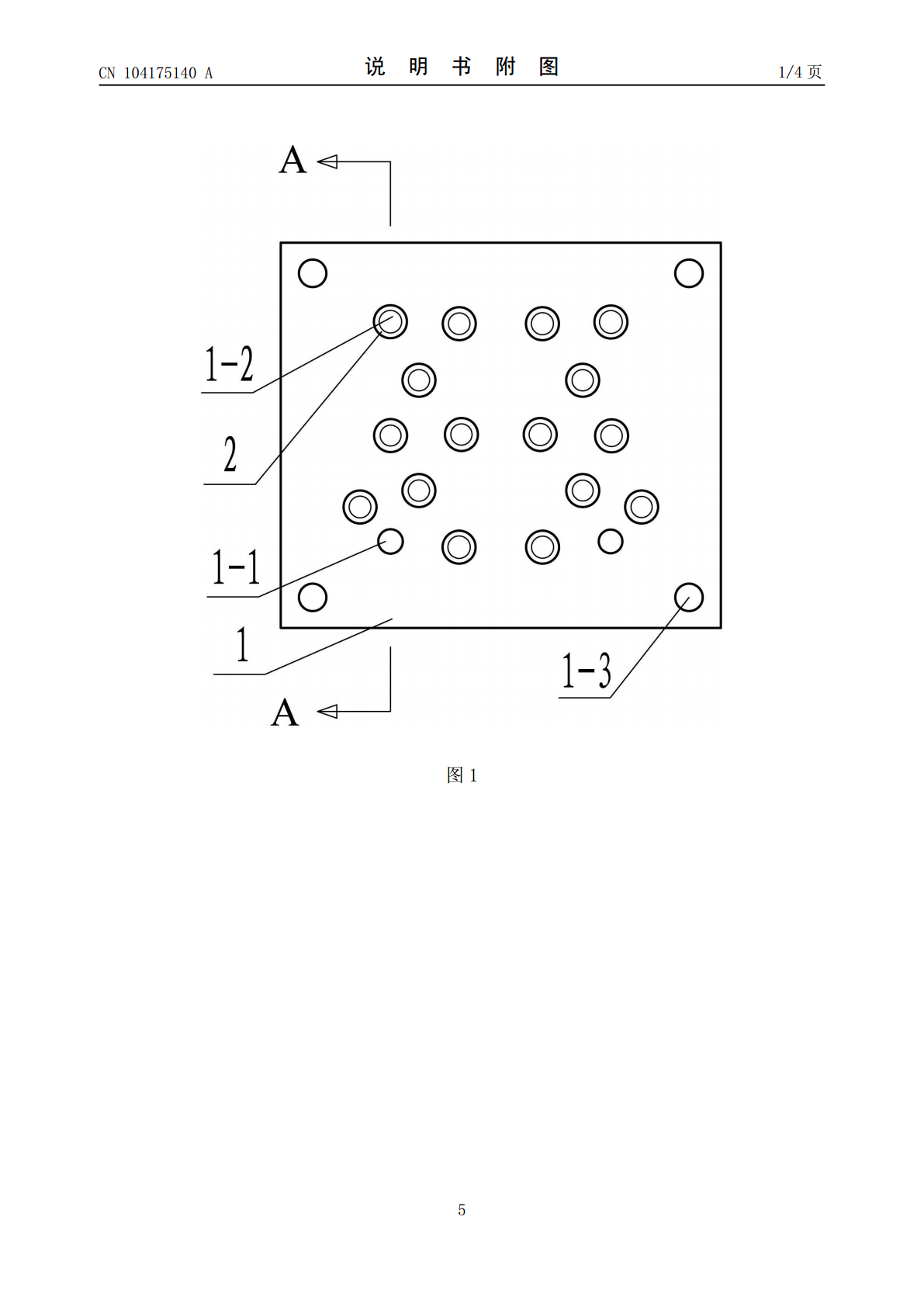
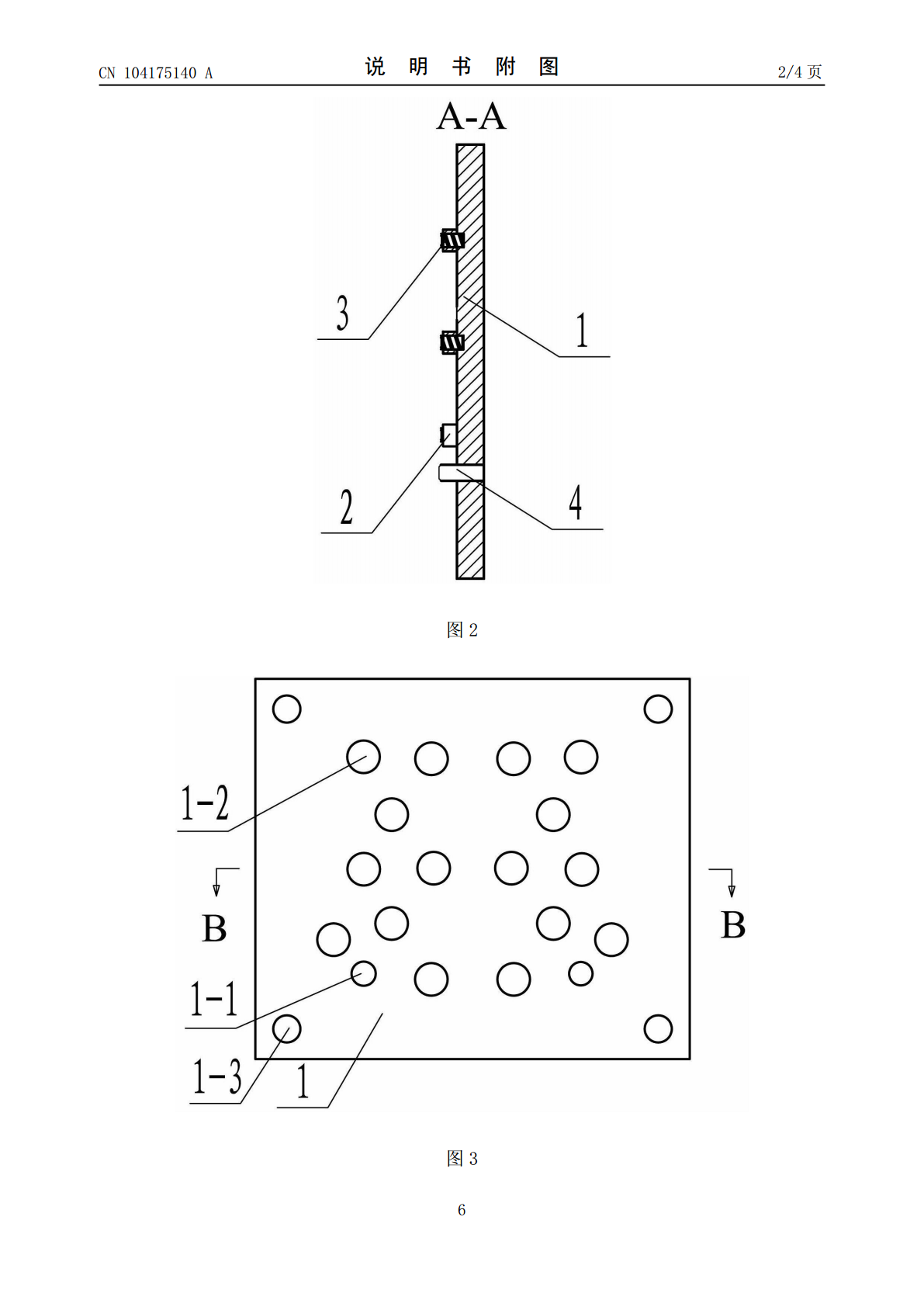
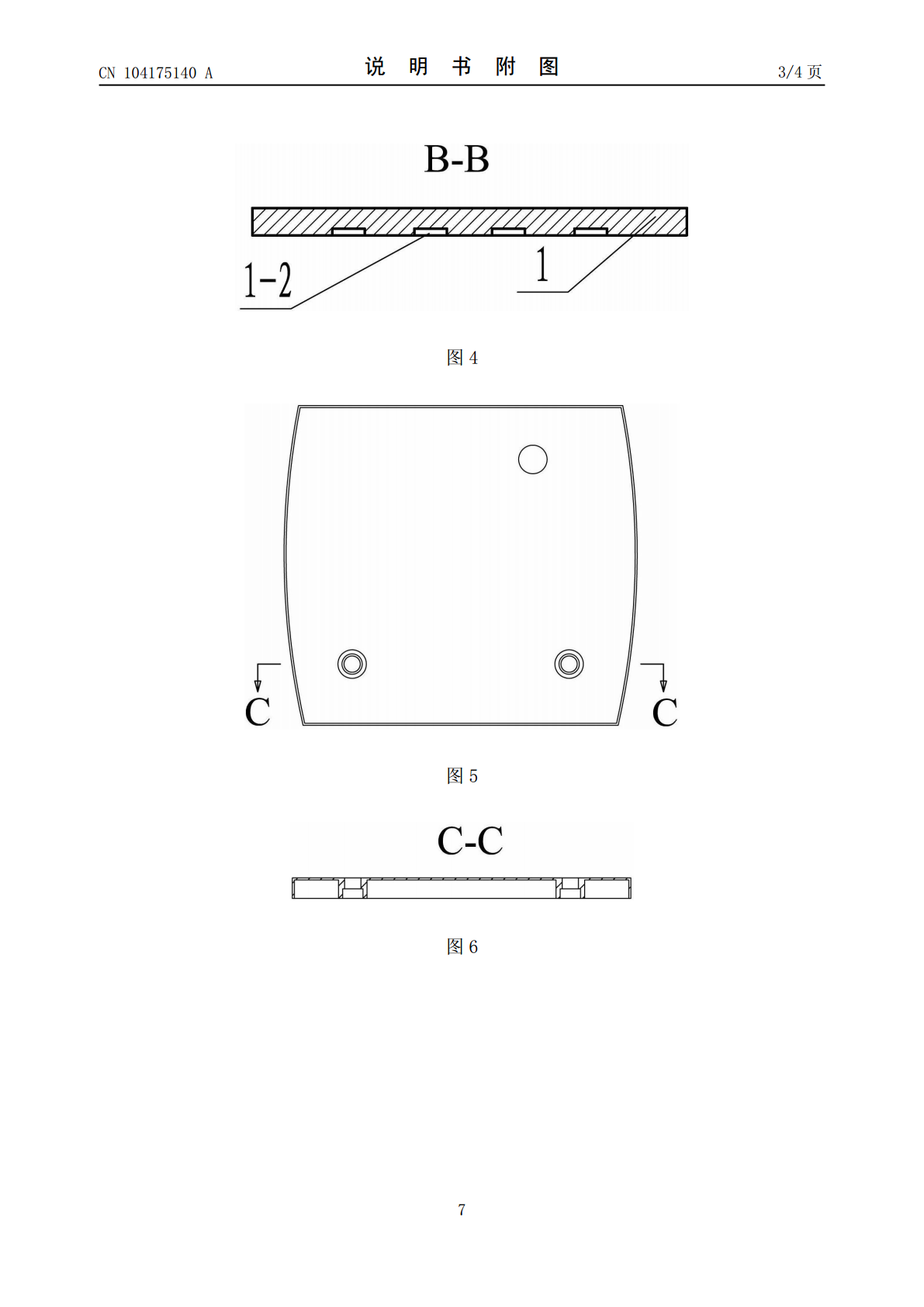
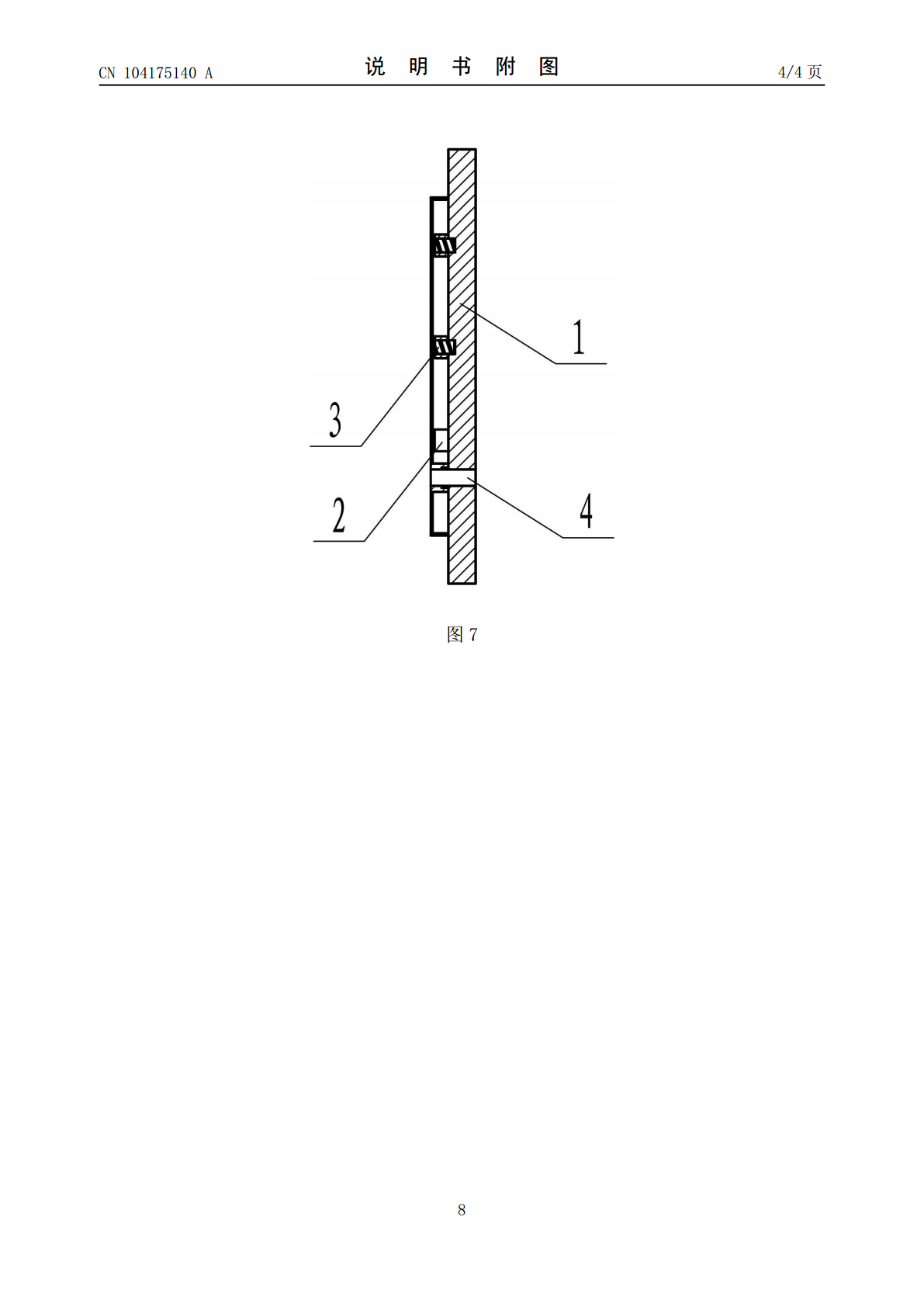
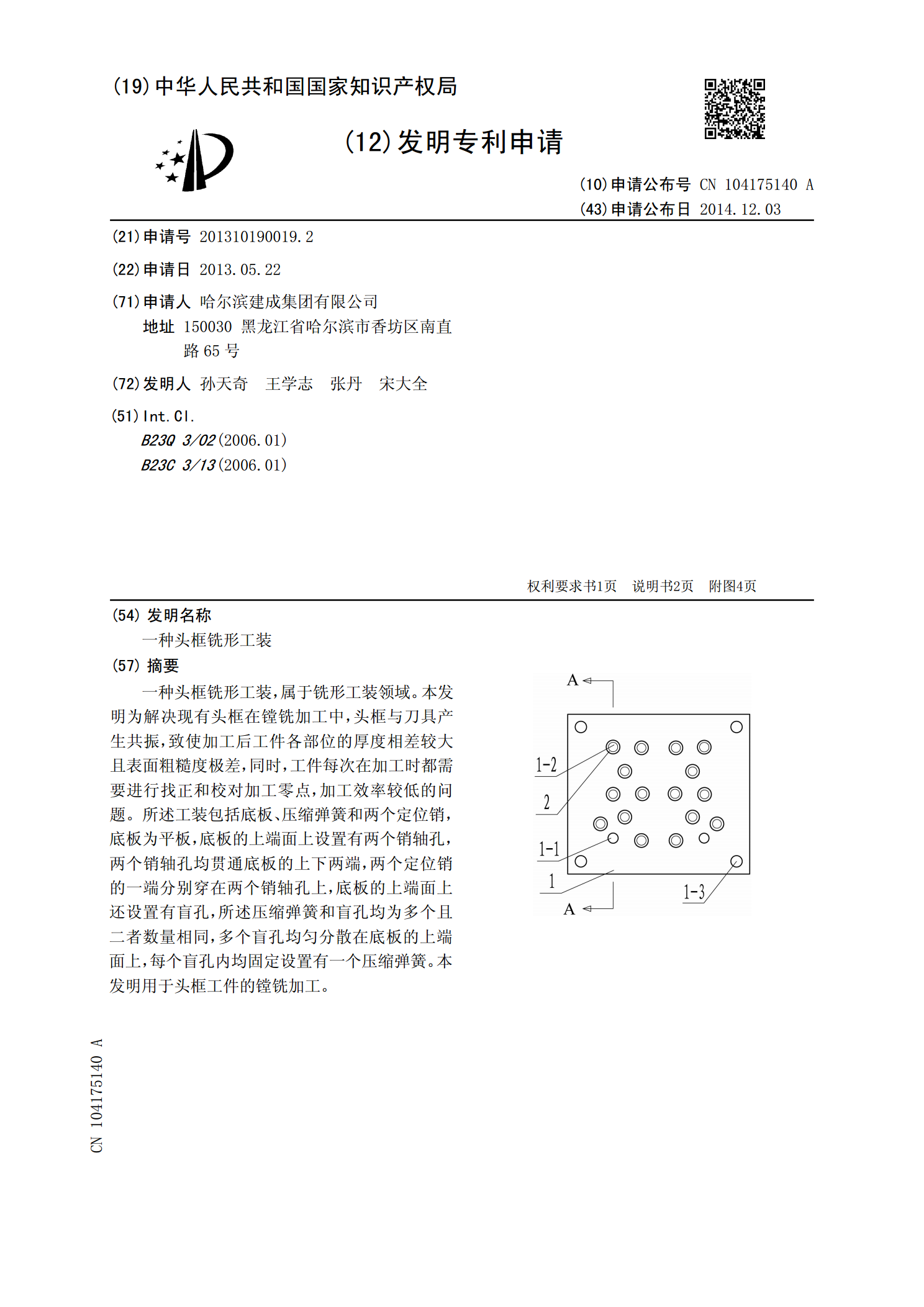
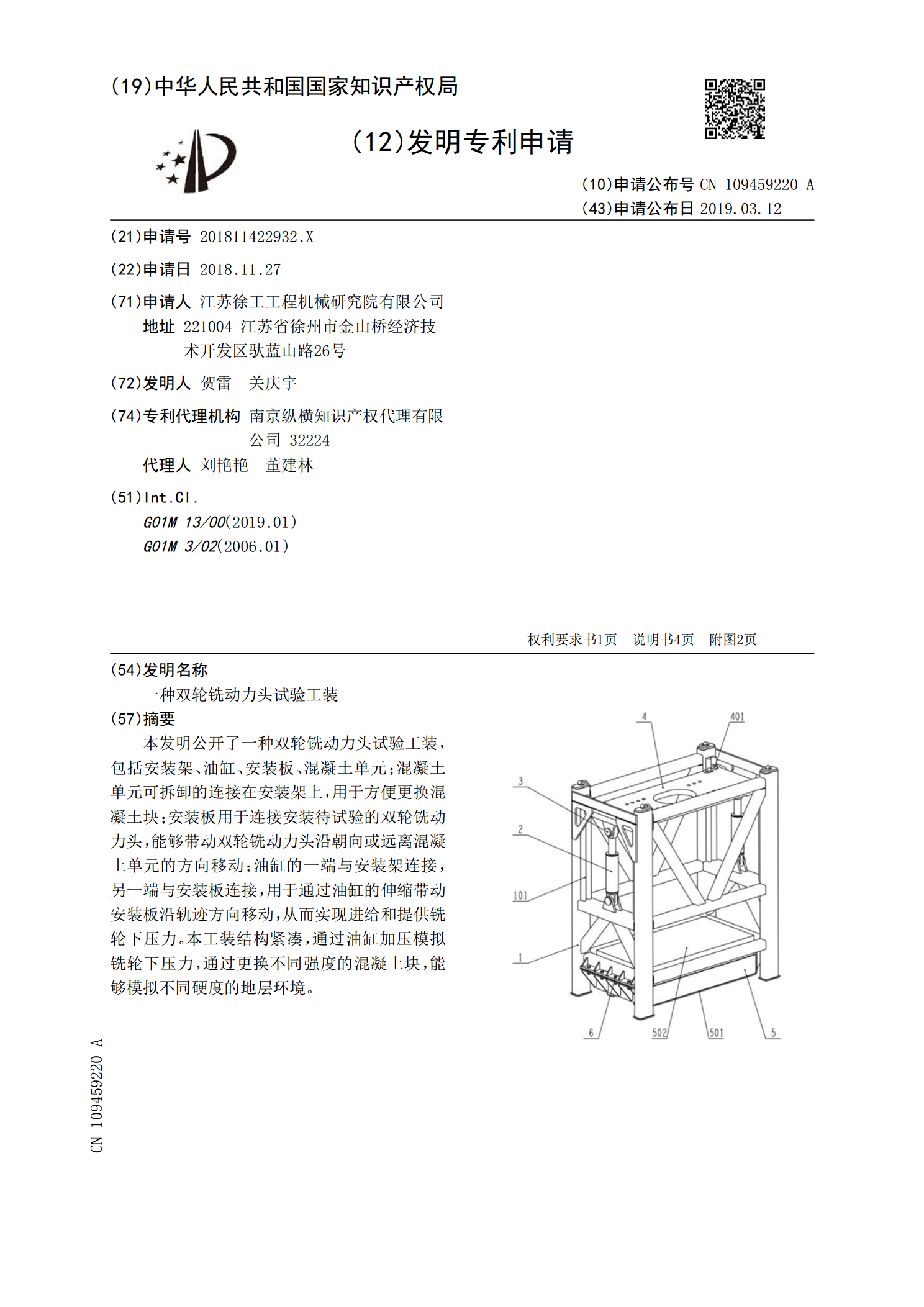
一种头框铣形工装,属于铣形工装领域。本发明为解决现有头框在镗铣加工中,头框与刀具产生共振,致使加工后工件各部位的厚度相差较大且表面粗糙度极差,同时,工件每次在加工时都需要进行找正和校对加工零点,加工效率较低的问题。所述工装包括底板、压缩弹簧和两个定位销,底板为平板,底板的上端面上设置有两个销轴孔,两个销轴孔均贯通底板的上下两端,两个定位销的一端分别穿在两个销轴孔上,底板的上端面上还设置有盲孔,所述压缩弹簧和盲孔均为多个且二者数量相同,多个盲孔均匀分散在底板的上端面上,每个盲孔内均固定设置有一个压缩弹簧。本
一种双轮铣动力头试验工装.pdf
本发明公开了一种双轮铣动力头试验工装,包括安装架、油缸、安装板、混凝土单元;混凝土单元可拆卸的连接在安装架上,用于方便更换混凝土块;安装板用于连接安装待试验的双轮铣动力头,能够带动双轮铣动力头沿朝向或远离混凝土单元的方向移动;油缸的一端与安装架连接,另一端与安装板连接,用于通过油缸的伸缩带动安装板沿轨迹方向移动,从而实现进给和提供铣轮下压力。本工装结构紧凑,通过油缸加压模拟铣轮下压力,通过更换不同强度的混凝土块,能够模拟不同硬度的地层环境。

一种双铣头机械加工装置.pdf
一种双铣头机械加工装置,包括底座,底座上部上部固定安装横轨,横轨上部设有安装座,安装座底部与横轨之间通过两个自带动力的滑块连接,安装座上部设有截面为T型的第一圆环,第一圆环的两端内圈均设有第二圆环,第二圆环与第一圆环同轴设置,第二圆环的外端与第一圆环的内圈之间均通过轴承活动连接,第一圆环内圈的凸出部位于两个第二圆环的内端之间,第二圆环侧部与安装座顶部之间均通过第一支架固定连接,第一圆环的右端外圈通过轴承套装第一环齿轮。本发明可以方便的在曲面上进行多组沟槽、螺纹、螺旋槽、孔等的加工,结构简单,操作方便,更加

一种用于机床角铣头拆换的工装.pdf
一种用于机床角铣头拆换的工装,底座板上部设有由支撑在底座板上的丝杠驱动的滑座;滑座主要由两块支撑滑板、水平托板、侧端板和滑块组成;底座板下部的轮轴两端的滚轮均与机床工作台面滚动配合,滚轮的外端固接有滑动嵌设于T型槽中的环形凸台;侧端板下部设置有吊板,吊板由丝杆驱动在纵向上运动以带动滑动穿设于侧端板上的通孔的导向销轴的上端的伸出高度;水平托板的上端面左部固接有前后支架,支架在前后方向的中部具有缺口;底座板上的螺纹孔中穿设有锁紧螺杆,工作台面上的T型槽中对应锁紧螺杆地固设有带插装孔的固定块。该工装能节省起吊设

Z形钻铣头.pdf
本发明提供一种Z形钻铣头,其包括动力传动轴、齿轮传动臂与切削刀具组件,所述动力传动轴具有一根动力轴,所述动力轴的一端能够连接铣床,另一端固定连接有主轴齿轮;所述齿轮传动臂的长度方向垂直于所述动力轴的轴向,其包括数个串联的连接齿轮以及一个接刀齿轮,所述数个串联的连接齿轮动力连接在所述主轴齿轮与所述接刀齿轮之间;所述切削刀具组件包括固定连接在一起的铣刀与刀套,所述刀套固定连接于所述接刀齿轮,所述铣刀的轴向平行于所述动力轴的轴向。通过使用本发明,可以将铣刀的旋转运动经过两次方向转折后,作用于管状的工件的内壁上,