
Z形钻铣头.pdf

春波****公主

1/8

2/8
3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

Z形钻铣头.pdf
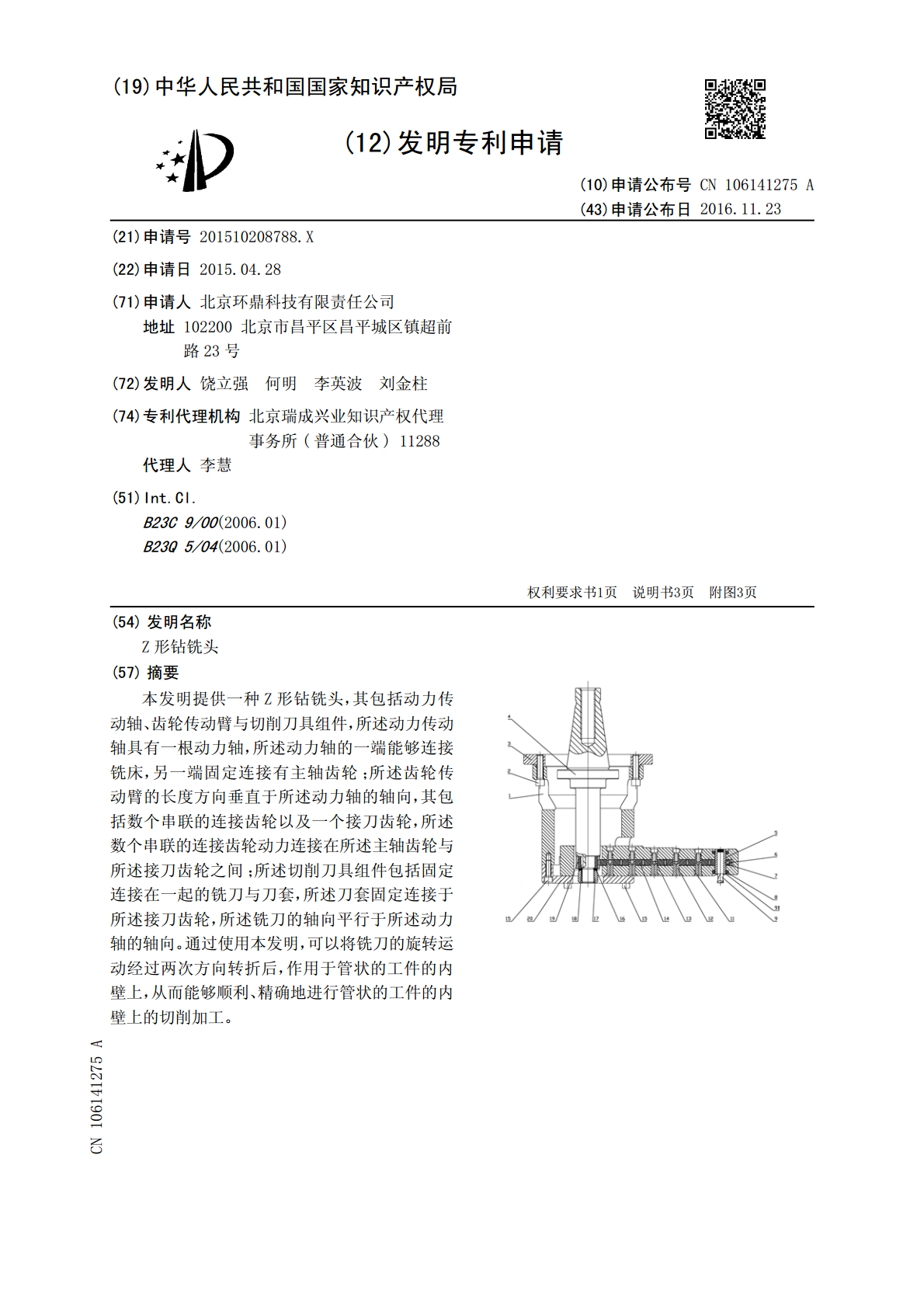
本发明提供一种Z形钻铣头,其包括动力传动轴、齿轮传动臂与切削刀具组件,所述动力传动轴具有一根动力轴,所述动力轴的一端能够连接铣床,另一端固定连接有主轴齿轮;所述齿轮传动臂的长度方向垂直于所述动力轴的轴向,其包括数个串联的连接齿轮以及一个接刀齿轮,所述数个串联的连接齿轮动力连接在所述主轴齿轮与所述接刀齿轮之间;所述切削刀具组件包括固定连接在一起的铣刀与刀套,所述刀套固定连接于所述接刀齿轮,所述铣刀的轴向平行于所述动力轴的轴向。通过使用本发明,可以将铣刀的旋转运动经过两次方向转折后,作用于管状的工件的内壁上,
一种四头钻铣加工中心.pdf
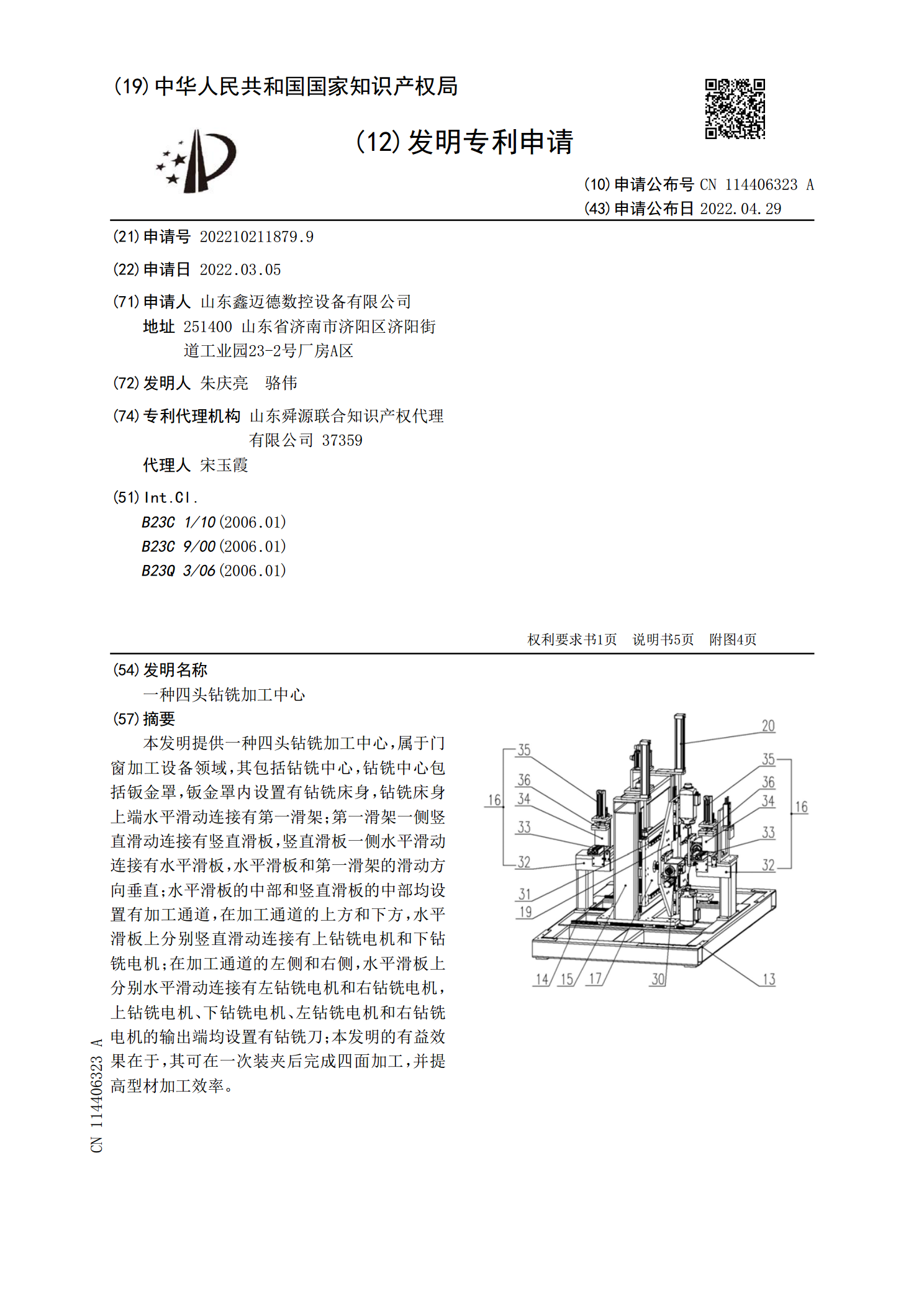
本发明提供一种四头钻铣加工中心,属于门窗加工设备领域,其包括钻铣中心,钻铣中心包括钣金罩,钣金罩内设置有钻铣床身,钻铣床身上端水平滑动连接有第一滑架;第一滑架一侧竖直滑动连接有竖直滑板,竖直滑板一侧水平滑动连接有水平滑板,水平滑板和第一滑架的滑动方向垂直;水平滑板的中部和竖直滑板的中部均设置有加工通道,在加工通道的上方和下方,水平滑板上分别竖直滑动连接有上钻铣电机和下钻铣电机;在加工通道的左侧和右侧,水平滑板上分别水平滑动连接有左钻铣电机和右钻铣电机,上钻铣电机、下钻铣电机、左钻铣电机和右钻铣电机的输出端

螺旋钻铤机床铣头箱动态特性分析.docx
螺旋钻铤机床铣头箱动态特性分析摘要:螺旋钻铤机床铣头箱动态特性对于机床的加工精度和稳定性具有重要影响。本文通过分析铣头箱结构和机床工作原理,探讨了螺旋钻铤机床铣头箱动态特性的形成机理,并分析了各因素对其影响。同时,提出了提高机床加工精度和稳定性的建议。正文:1.背景螺旋钻铤机床铣头箱是机床加工中不可缺少的重要部件,其动态特性直接关系到机床的加工精度和稳定性。由于铣头箱受到多种因素的影响,如机床结构、刀具形式、切削参数等,因此,分析铣头箱的动态特性及其影响因素对于机床的优化具有重要意义。2.铣头箱结构和工作
一种头框铣形工装.pdf
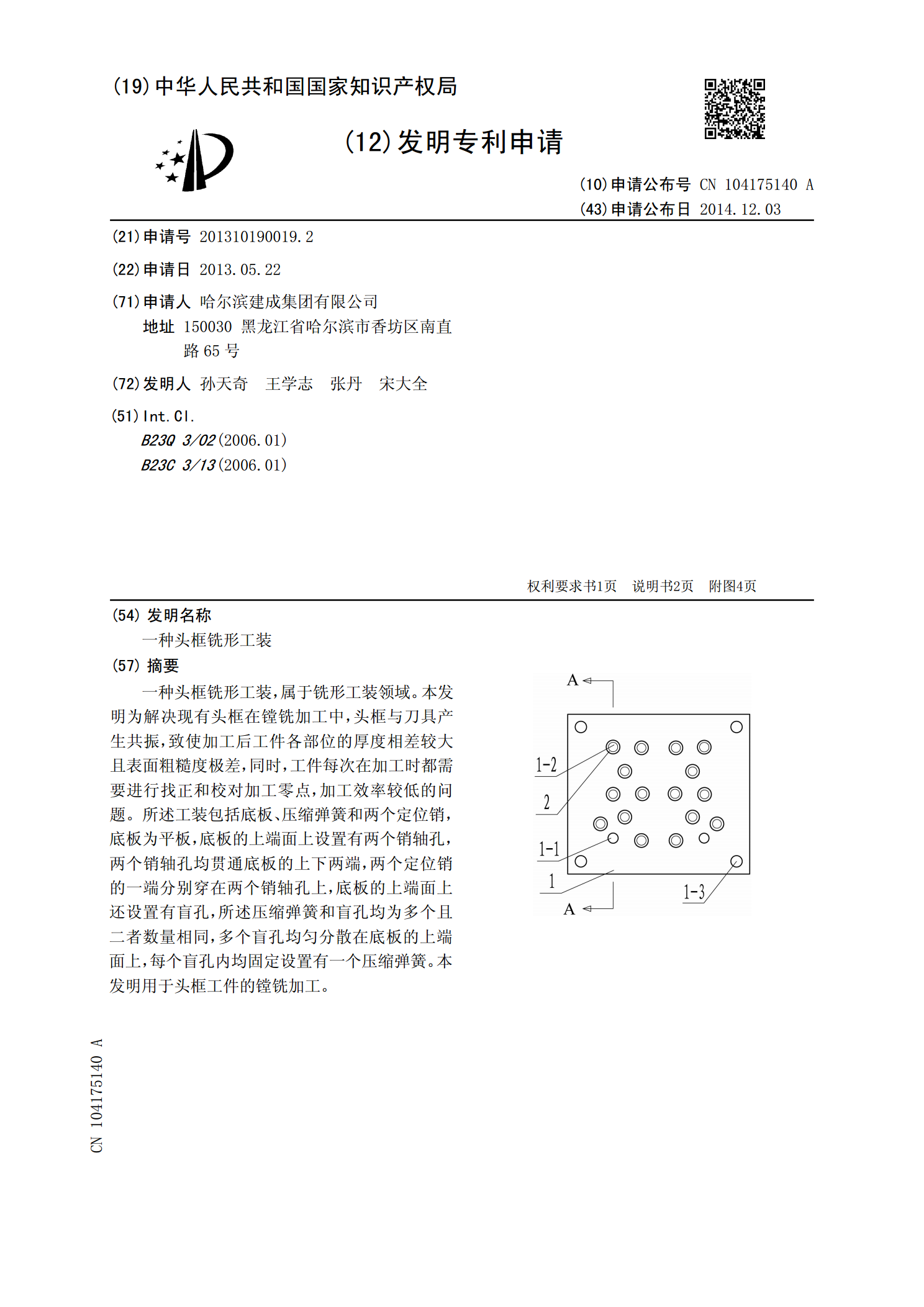
一种头框铣形工装,属于铣形工装领域。本发明为解决现有头框在镗铣加工中,头框与刀具产生共振,致使加工后工件各部位的厚度相差较大且表面粗糙度极差,同时,工件每次在加工时都需要进行找正和校对加工零点,加工效率较低的问题。所述工装包括底板、压缩弹簧和两个定位销,底板为平板,底板的上端面上设置有两个销轴孔,两个销轴孔均贯通底板的上下两端,两个定位销的一端分别穿在两个销轴孔上,底板的上端面上还设置有盲孔,所述压缩弹簧和盲孔均为多个且二者数量相同,多个盲孔均匀分散在底板的上端面上,每个盲孔内均固定设置有一个压缩弹簧。本

一种钻铣一体式掘挖头.pdf
本发明涉及一种钻铣一体式掘挖头,包括齿轮减速箱,钻进机构和铣削滚筒,齿轮减速箱包括减速箱体以及安装在减速箱体内的第一液压马达和第二液压马达,钻进机构包括销轴、花键销轴、第三液压马达和钻头,第三液压马达连接钻头;其中,第一液压马达的第一马达输出轴连接换刀输出轴,换刀输出轴联接花键销轴,第二液压马达的第二马达输出轴通过减速中间轴联接减速输出轴,铣削滚筒联接在减速输出轴上;销轴和花键销轴均安装在减速箱体上,销轴和花键销轴通过摆动架连接钻头,铣削滚筒能够位于摆动架内。本发明采用液压马达驱动,整体机构简单紧凑,形成