
PTFE覆铜板的加工方法.pdf

志玉****爱啊

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
PTFE覆铜板的加工方法.pdf
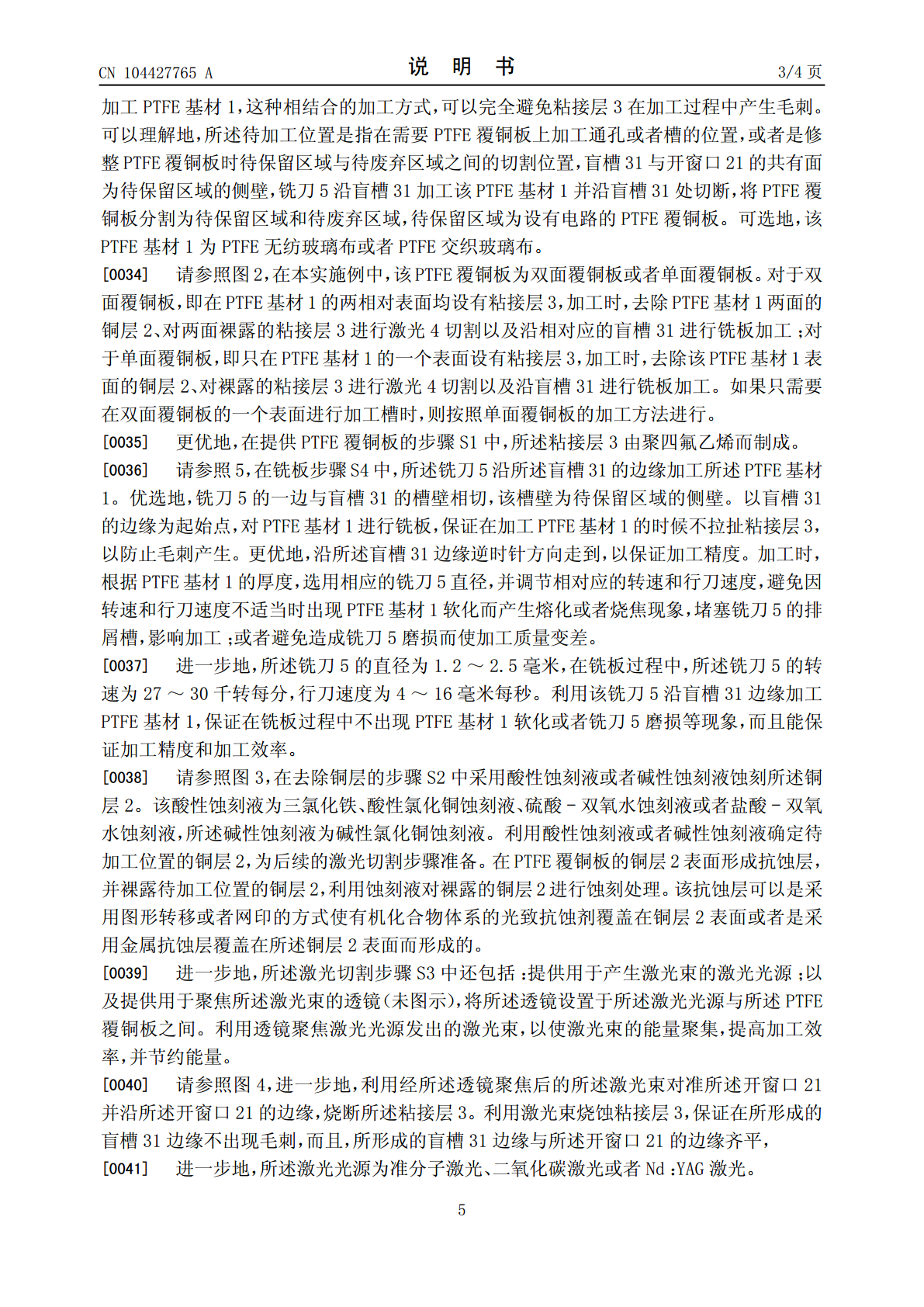
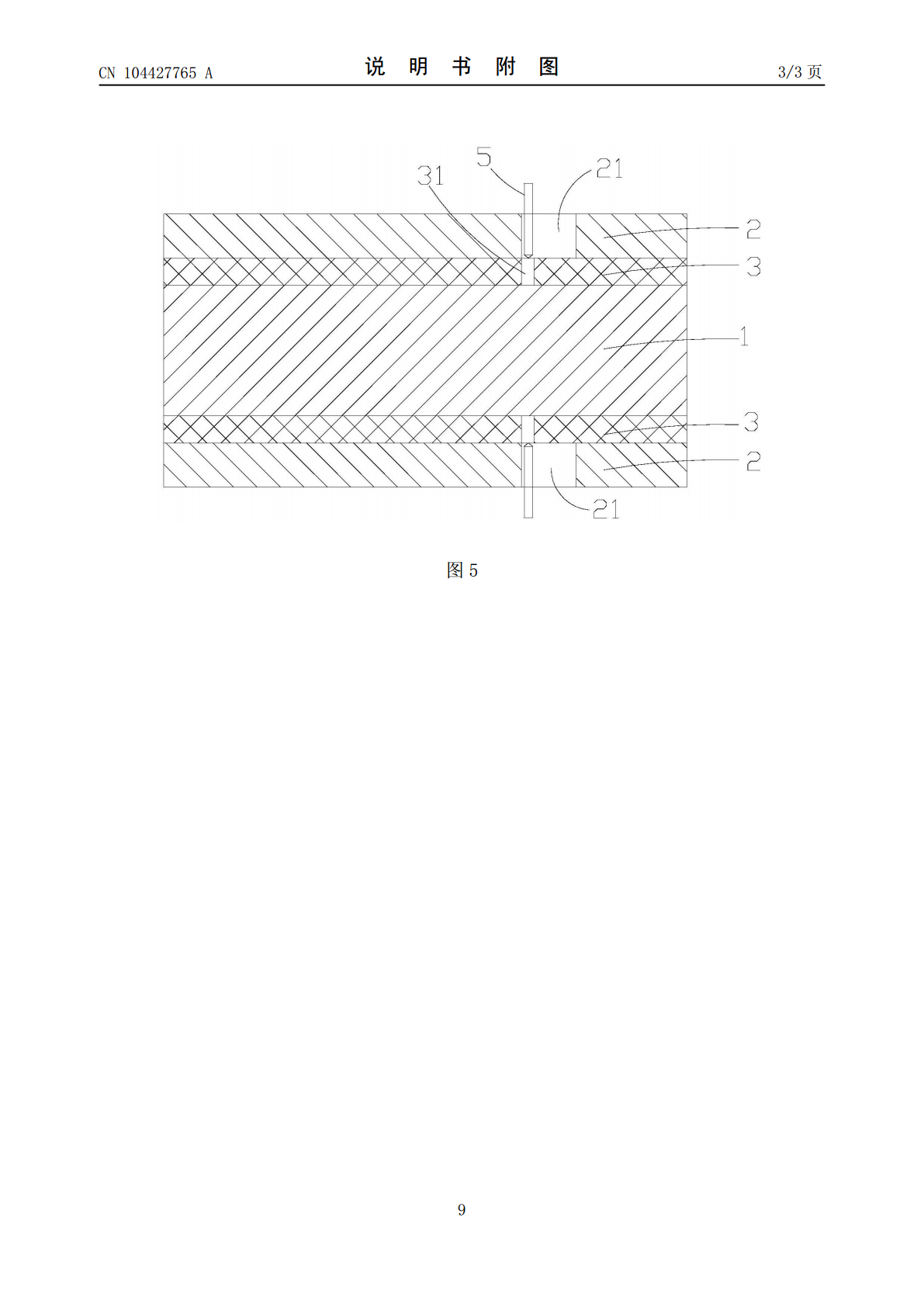
本发明适用于印制线路板的加工技术领域,提供了一种PTFE覆铜板的加工方法,旨在解决现有技术中铣板后产生的毛刺无法彻底清除的问题。该加工方法包括以下步骤:提供PTFE覆铜板;去除铜层;激光切割;以及铣板,采用铣刀沿盲槽加工所述PTFE基材。该加工方法利用激光烧蚀粘接层并利用铣刀加工PTFE基材,这种相结合的加工方式,可以完全避免粘接层在加工过程中产生毛刺。
一种PTFE覆铜板生产系统及制备PTFE覆铜板的方法.pdf
本发明公开了一种PTFE覆铜板生产系统及制备PTFE覆铜板的方法,其中,生产系统包括挤出装置、压合烘烤装置以及覆铜装置;所述压合烘烤装置设置在所述挤出装置的出料侧,所述覆铜装置设置在所述压合烘烤装置的出料侧;所述挤出装置用于将PTFE破乳胚料挤压成型,所述压合烘烤装置用于对挤压成型后的PTFE料压合、烘烤成PTFE连续半固化片,所述覆铜装置用于将铜箔与所述PTFE连续半固化片覆合。采用挤出装置可以将PTFE破乳胚料连续地挤出成型,挤出成型后的PTFE料输送至压合烘烤装置,进行压合及烘烤,形成PTFE连续半
5G高频覆铜板用陶瓷改性PTFE薄膜的加工方法.pdf
本发明公开了一种5G高频覆铜板用陶瓷改性PTFE薄膜的加工方法,包括:将陶瓷粉进行高温热处理;将上述处理后的陶瓷粉用筛网过筛,再将聚四氟乙烯悬浮树脂、陶瓷粉和高温分散剂进行混合;将上述混合后的混合料倒入模具中,压制成中空的圆柱形毛坯,圆柱形毛坯脱模后,得到陶瓷膜毛坯;将陶瓷膜毛坯放入鼓风烧结炉中进行烧结;将烧结好的陶瓷膜毛坯置于保温炉中保温,待陶瓷膜毛坯温度均匀后,从保温炉中取出陶瓷膜毛坯,在陶瓷膜毛坯的中心孔中顶入芯轴后,按照设定的薄膜厚度对陶瓷膜毛坯进行旋切,得到陶瓷改性PTFE薄膜。本发明可改善陶瓷
一种PTFE复合高频覆铜板及其制备方法.pdf
本发明公开了一种PTFE复合高频覆铜板及其制备方法,包括以下步骤:(1)制备改性乳液:以四氟乙烯、甲基丙烯酸甲酯为单体聚合,制得聚合物乳液,与聚酰胺酸接枝,得到改性乳液;(2)制备改性无机填料:取硅氧烷改性多孔二氧化硅,得到改性无机填料;(3)制备浆料:取聚四氟乙烯乳液、改性乳液、改性无机填料、致孔剂混合,得到浆料;(4)制备复合覆铜板:取浆料制备基片,叠层,与铜箔复合,得到复合覆铜板。本发明通过对浆料中改性乳液、改性无机填料组分及其制备工艺的设置,依次制得具有支化结构的改性产物,提高复合覆铜板的力学性能

一种PTFE基高频微波覆铜板的制备方法.pdf
一种PTFE基高频微波覆铜板的制作方法,包括如下步骤:S1配料:在纯的PTFE乳液中混入一定量的陶瓷粉混合均匀;S2调节PH:采用加入氨水的形式调节配制好的乳液的PH值;S3调节搅拌速度得到PTFE胶液;配制好的PTFE乳液,倒入上胶机的胶槽中;调节配制好乳液的PH值,并且在过程中保持稳定;调节上胶机胶槽的搅拌速度;调节上胶机上两个温区的的温度,进行若干次上胶,最后一次上胶与前面几次温度不同;调节玻纤布的运行速度和张力;胶片和铜箔采用真空热压机得到覆铜板。本发明对纯的PTFE乳液进行了配制,使得保留PTF