
一种消除圆柱形工件侧壁盲区缺陷的工件制造方法.pdf

斌斌****公主

1/10

2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种消除圆柱形工件侧壁盲区缺陷的工件制造方法.pdf
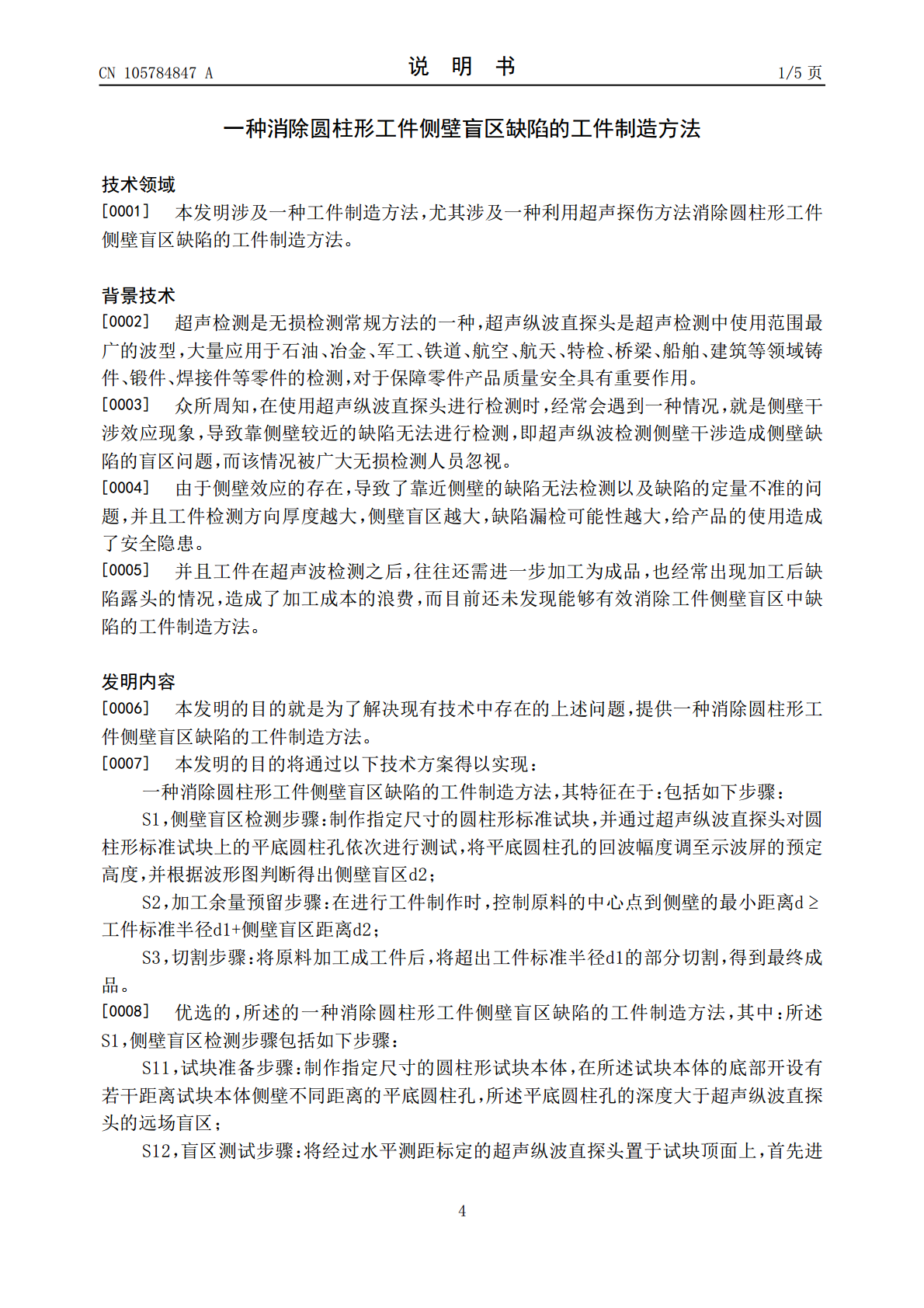
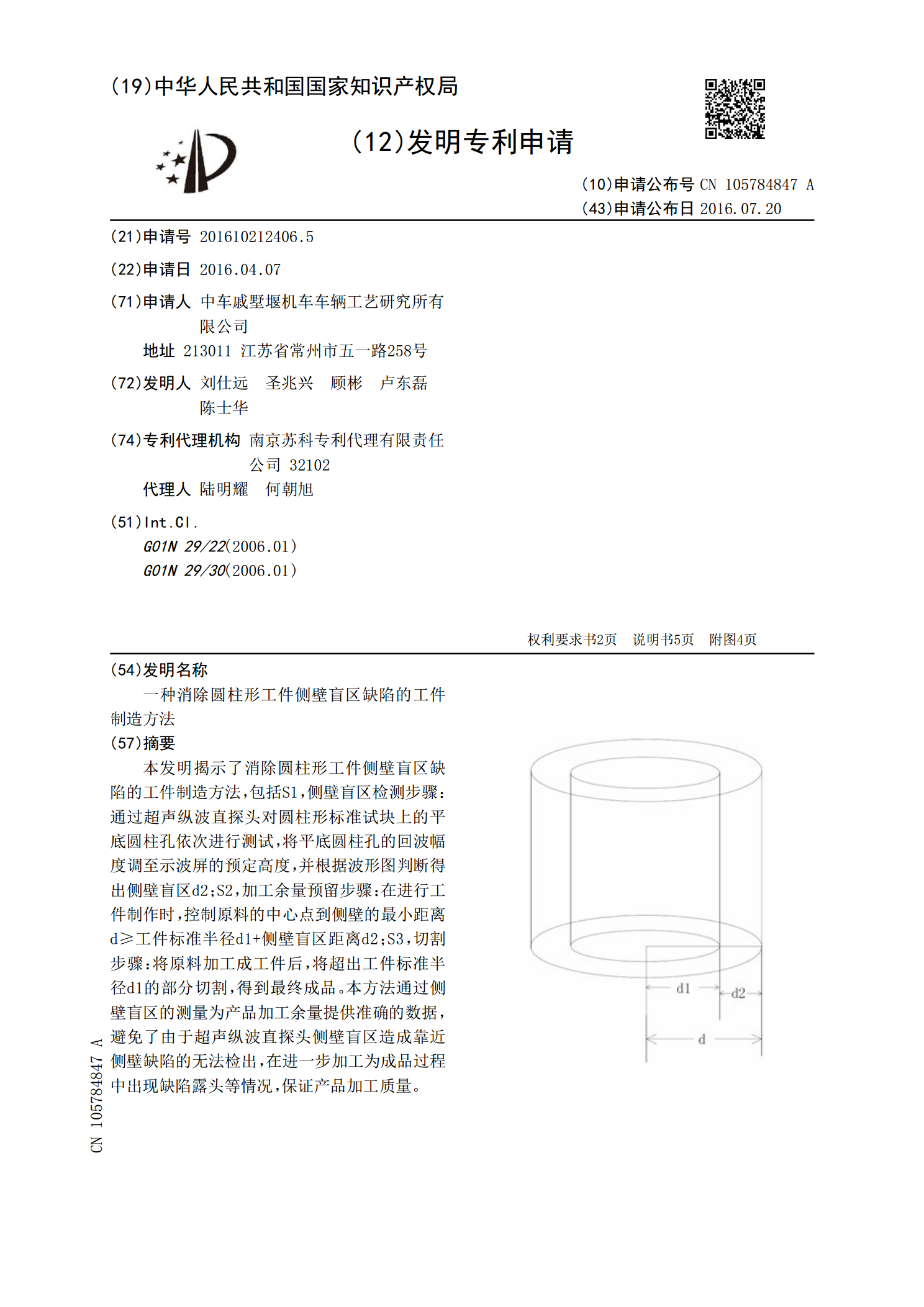
本发明揭示了消除圆柱形工件侧壁盲区缺陷的工件制造方法,包括S1,侧壁盲区检测步骤:通过超声纵波直探头对圆柱形标准试块上的平底圆柱孔依次进行测试,将平底圆柱孔的回波幅度调至示波屏的预定高度,并根据波形图判断得出侧壁盲区d2;S2,加工余量预留步骤:在进行工件制作时,控制原料的中心点到侧壁的最小距离d≥工件标准半径d1+侧壁盲区距离d2;S3,切割步骤:将原料加工成工件后,将超出工件标准半径d1的部分切割,得到最终成品。本方法通过侧壁盲区的测量为产品加工余量提供准确的数据,避免了由于超声纵波直探头侧壁盲区造成

一种工件缺陷定位方法.pdf
本发明公开了一种工件缺陷定位方法,实现工件缺陷定位方法的检测系统至少包括图像采集器,位置传感器、FPGA、与FPGA通信的处理器,工件缺陷定位方法包括:FPGA控制图像采集器采集工件图像数据,并发送工件图像数据至处理器;处理器根据工件图像数据检出缺陷并确定目标缺陷位置信息后,发送目标缺陷位置信息至FPGA;FPGA根据位置传感器实时采集数据确定当前实际位置信息和工件运转速度信息,并根据工件运转速度信息和停机信号响应时间确定延迟距离,根据延迟距离在与目标缺陷位置距离延迟距离处的当前实际位置信息给出停机信号,

一种用于铁磁性金属工件裂纹的缺陷消除检测方法.pdf
本发明公开一种用于铁磁性金属工件裂纹的缺陷消除检测方法,包括步骤:(1)预先配制磁粉渗透剂;(2)对裂纹表面及其周围进行预处理;(3)进行初步磁粉检测或着色渗透检测,根据初步检测结果对裂纹进行消除处理;(4)裂纹消除处理完成后,在裂纹表面施加磁粉渗透剂,通过磁粉检测方法确认裂纹是否完全消除。该检测方法采用磁粉渗透剂代替磁悬液,在发现裂纹进行裂纹消除处理时,无需重复施加磁悬液,避免磁悬液液体的滴落对工件产生影响,且最终检测采用磁粉检测,灵敏度高,保证裂纹完全被消除。

工件搬送装置及工件制造方法.pdf
本发明提供一种能够以相互不同的输送间距来搬送多个工件的工件搬送装置。工件搬送装置(10)具备:具有输出轴(30)的驱动电机(28);固定在输出轴(30)上且直径相互不同的多个驱动轮(31~33);卷绕在多个驱动轮(31~33)的每一个上的多个同步带(51~53);以及固定在多个同步带(51~53)的每一个上并随着输出轴(30)的正反旋转而以相互不同的输送间距往复移动来搬送工件的多个连接板(61~65)。

一种圆柱形工件侧面外观缺陷机器视觉检测装置.pdf
一种圆柱形工件侧面外观缺陷机器视觉检测装置,采用双杆转轴方式送排料,滚子通过上料结构进入双转轴前端,转轴A为螺距为p的螺杆,转轴B为一光杆,轴承滚子经转轴螺牙推动前进,随着动转轴运动,轴承滚子进入周期旋转工位,整个过程轴承滚子自转一周,由下一颗进入本工位的滚子推出。整个过程全自动、可靠,巧妙得使得传递、停留自转以及出料快速连贯地实现。旋转轴转速为ω,自转工位处小径范围:,递进工位螺距p。整个过程全自动、可靠,巧妙得使得传递、停留自转以及出料快速连贯地实现。为轴承滚子的在线检测自动化作业提供便利。