
齿轮箱轴承压装方法.pdf

雨巷****凝海

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿轮箱轴承压装方法.pdf
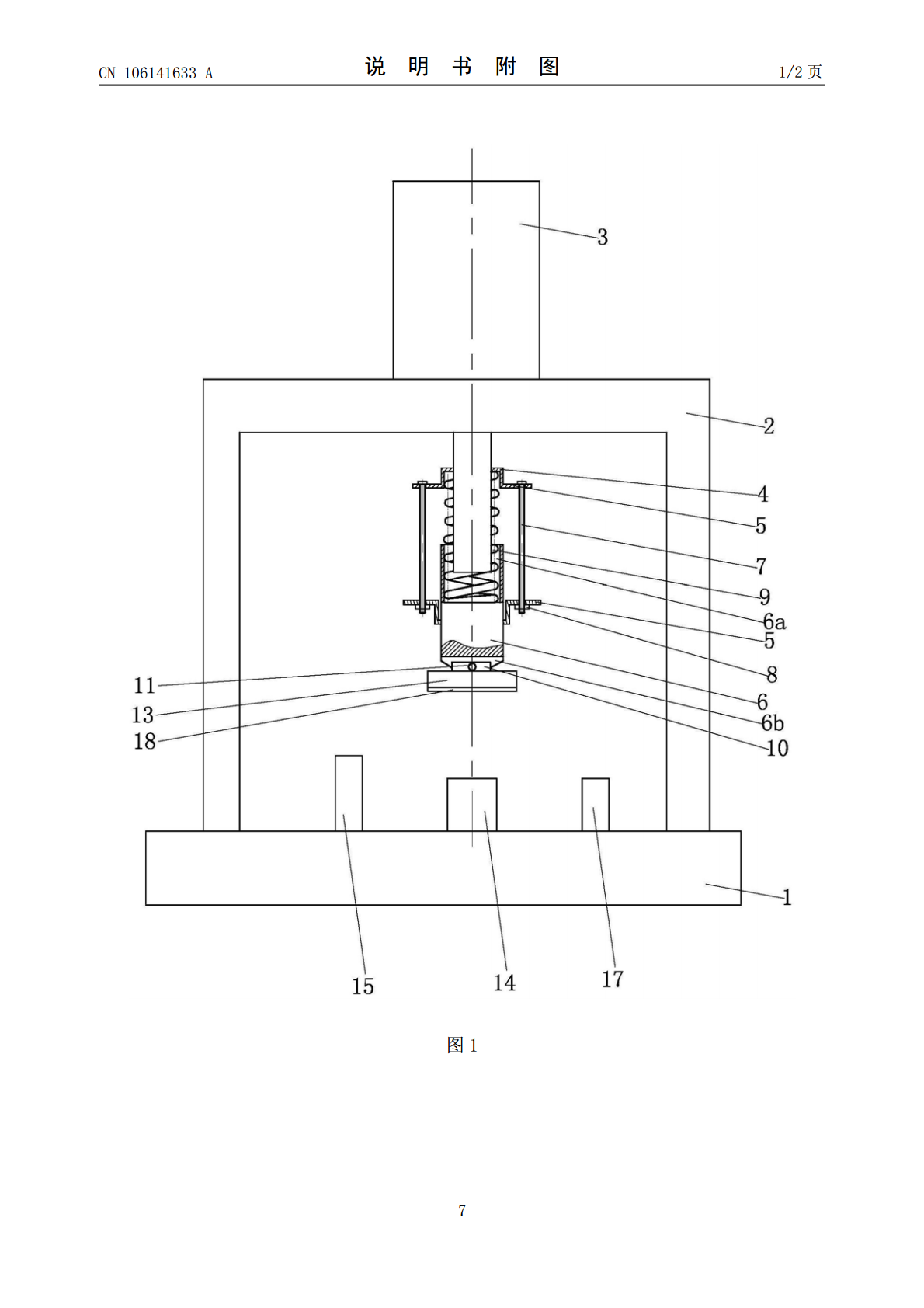
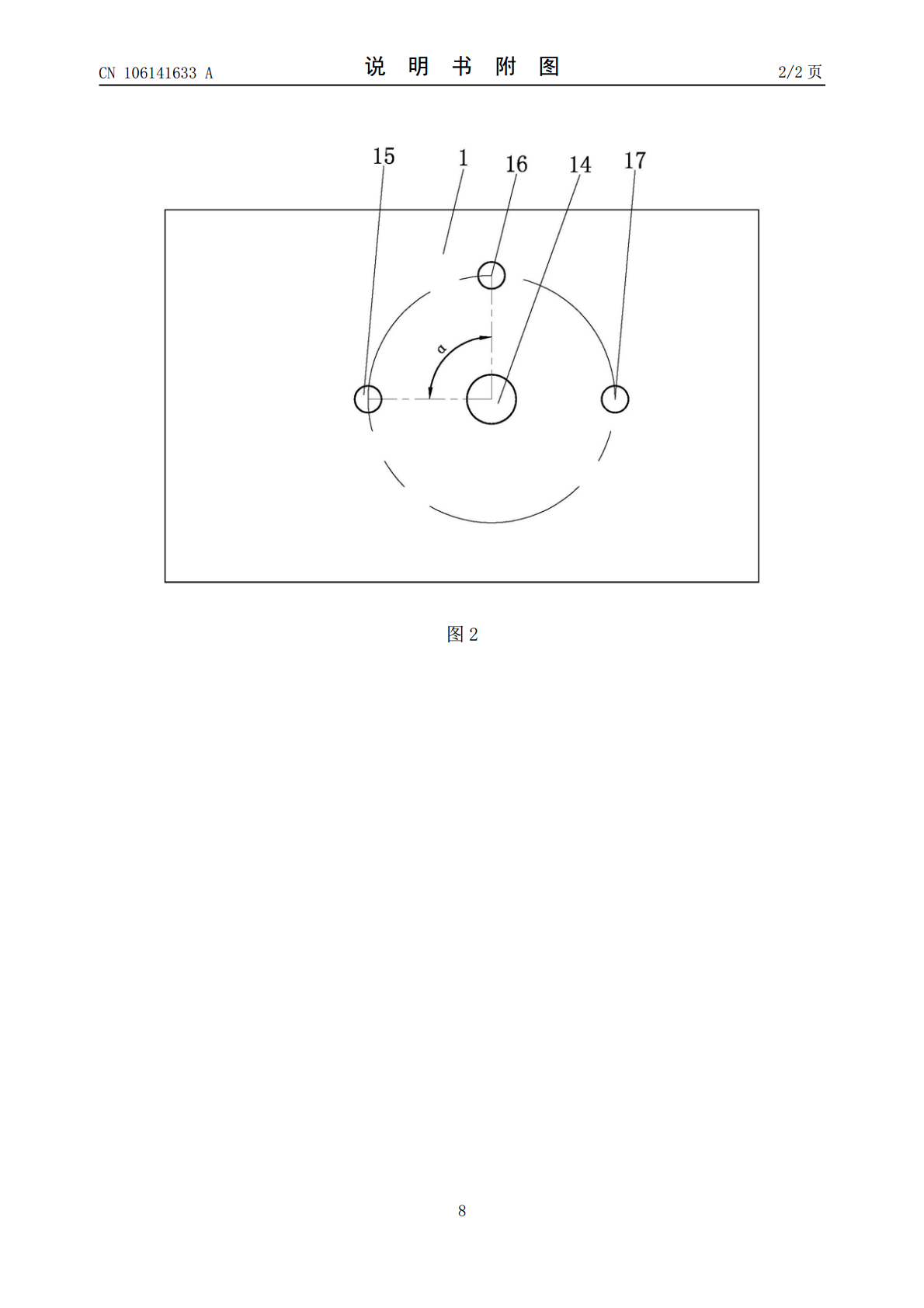
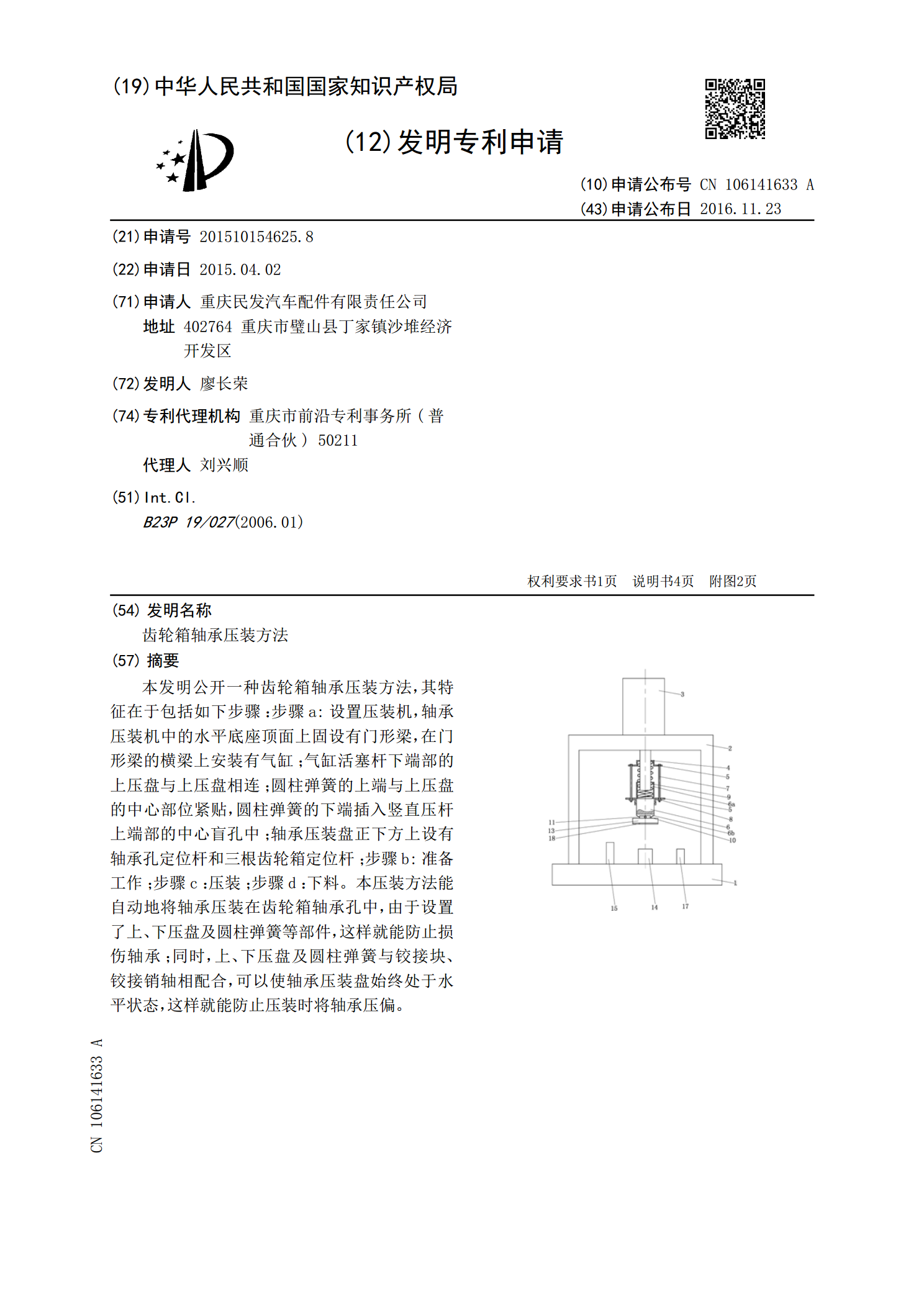
本发明公开一种齿轮箱轴承压装方法,其特征在于包括如下步骤:步骤a:设置压装机,轴承压装机中的水平底座顶面上固设有门形梁,在门形梁的横梁上安装有气缸;气缸活塞杆下端部的上压盘与上压盘相连;圆柱弹簧的上端与上压盘的中心部位紧贴,圆柱弹簧的下端插入竖直压杆上端部的中心盲孔中;轴承压装盘正下方上设有轴承孔定位杆和三根齿轮箱定位杆;步骤b:准备工作;步骤c:压装;步骤d:下料。本压装方法能自动地将轴承压装在齿轮箱轴承孔中,由于设置了上、下压盘及圆柱弹簧等部件,这样就能防止损伤轴承;同时,上、下压盘及圆柱弹簧与铰接块
飞轮轴承压装方法.pdf
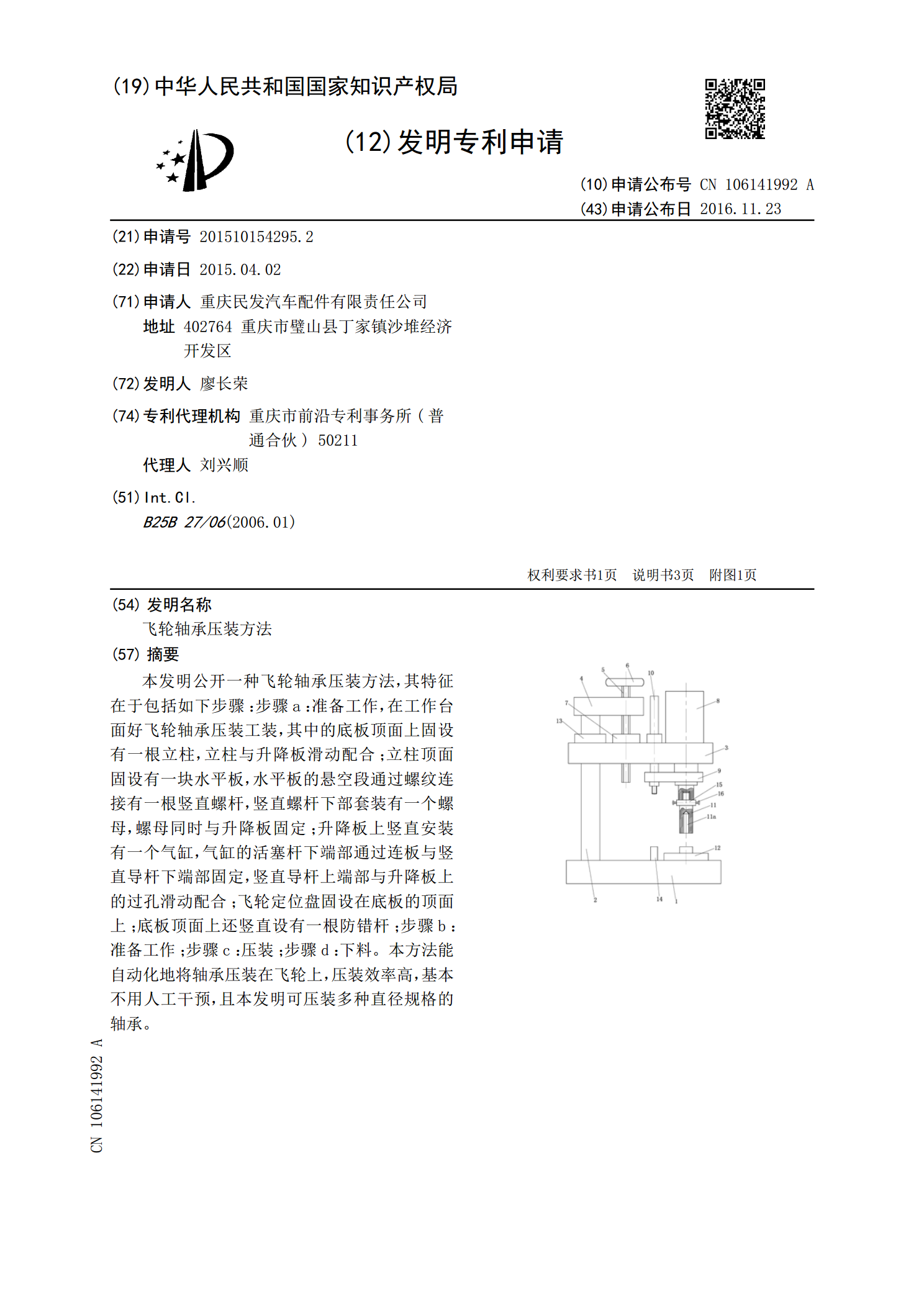
本发明公开一种飞轮轴承压装方法,其特征在于包括如下步骤:步骤a:准备工作,在工作台面好飞轮轴承压装工装,其中的底板顶面上固设有一根立柱,立柱与升降板滑动配合;立柱顶面固设有一块水平板,水平板的悬空段通过螺纹连接有一根竖直螺杆,竖直螺杆下部套装有一个螺母,螺母同时与升降板固定;升降板上竖直安装有一个气缸,气缸的活塞杆下端部通过连板与竖直导杆下端部固定,竖直导杆上端部与升降板上的过孔滑动配合;飞轮定位盘固设在底板的顶面上;底板顶面上还竖直设有一根防错杆;步骤b:准备工作;步骤c:压装;步骤d:下料。本方法能自
齿轮和轴承的压装装置及压装方法.pdf
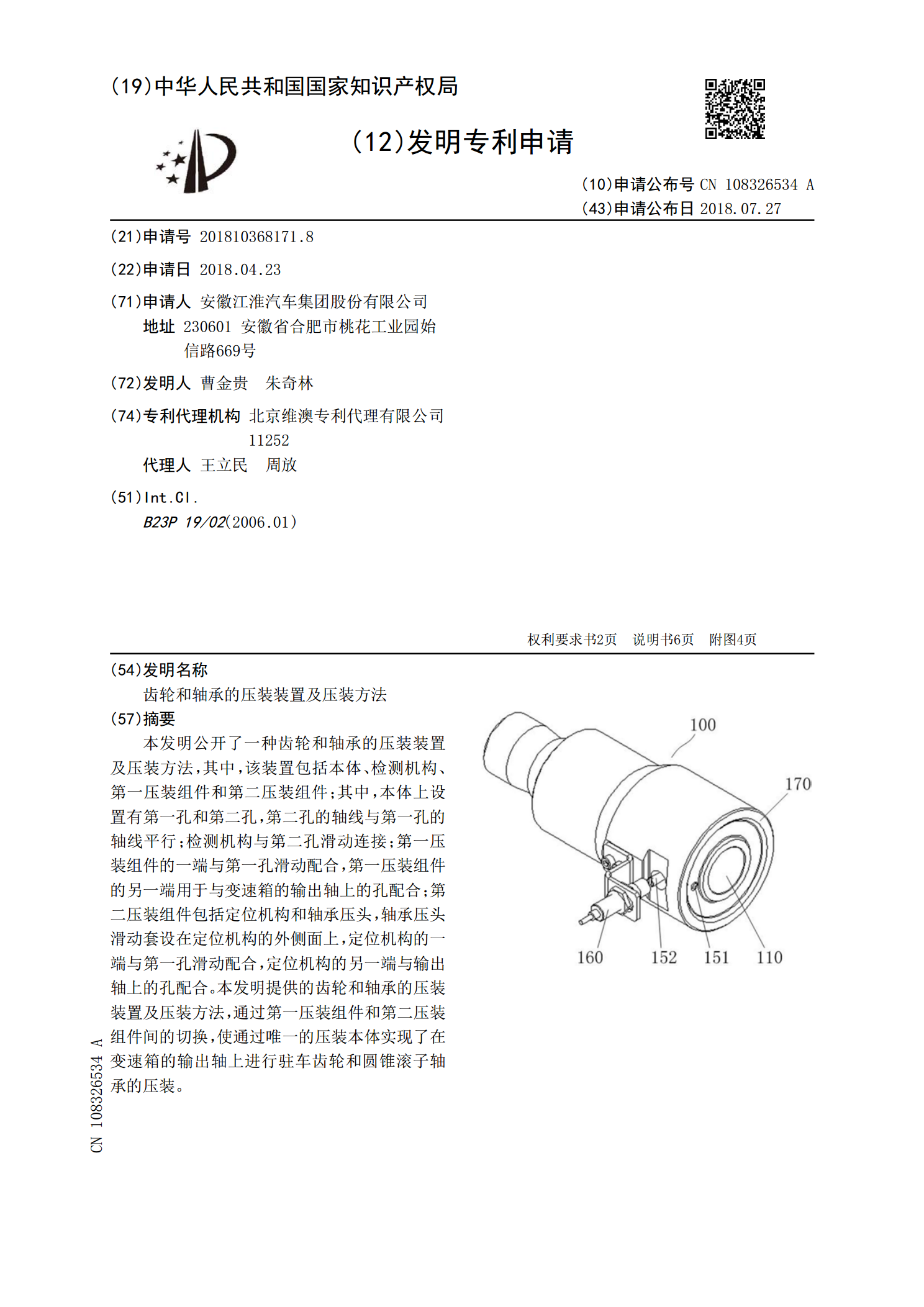
本发明公开了一种齿轮和轴承的压装装置及压装方法,其中,该装置包括本体、检测机构、第一压装组件和第二压装组件;其中,本体上设置有第一孔和第二孔,第二孔的轴线与第一孔的轴线平行;检测机构与第二孔滑动连接;第一压装组件的一端与第一孔滑动配合,第一压装组件的另一端用于与变速箱的输出轴上的孔配合;第二压装组件包括定位机构和轴承压头,轴承压头滑动套设在定位机构的外侧面上,定位机构的一端与第一孔滑动配合,定位机构的另一端与输出轴上的孔配合。本发明提供的齿轮和轴承的压装装置及压装方法,通过第一压装组件和第二压装组件间的切

前桥轮毂轴承内圈压装机及其压装方法.pdf
一种前桥轮毂轴承内圈压装机及其压装方法,涉及一种轴承压装设备及其压装方法,前桥轮毂轴承内圈压装机为单头压装机,仅包括一套油压缸总成、轴承压头、导套和限位螺母组件,油压缸总成包括油压缸、活塞,限位螺母组件前端与前桥轮毂轴管固定连接,后端穿过油压缸总成的活塞内孔并卡在该活塞端面上;轴承压头安装在油压缸总成的前端,导套安装在轴承压头的内孔底部与限位螺母组件之间的前桥轮毂轴管上;压装方法包括放置轴承内圈、安装压装机、压装轴承内圈等步骤。本发明能消除转向节倾角产生的影响,可准确将轴承压装到位,具有占地面积小、操作方

轴承外圈压装模具.pdf
本发明公开了一种轴承外圈压装模具,其特征在于,在上模板上通过螺栓紧固有上定位轴,在底座上套合有托盘,所述托盘的内径与底座的定位外径为小间隙配合,在底座与托盘之间通过上托块和下定位销支撑有弹簧,下定位轴设在底座的上端中间部位,所述下定位轴与上定位轴相对应,定位板设在托盘的内缘壁上。通过以上设置,将本发明压力机联接配合使用,可对轮毂的内外轴承外圈进行同时压装。