
汽车门型钢铰链制造工艺.pdf

Th****84

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车门型钢铰链制造工艺.pdf
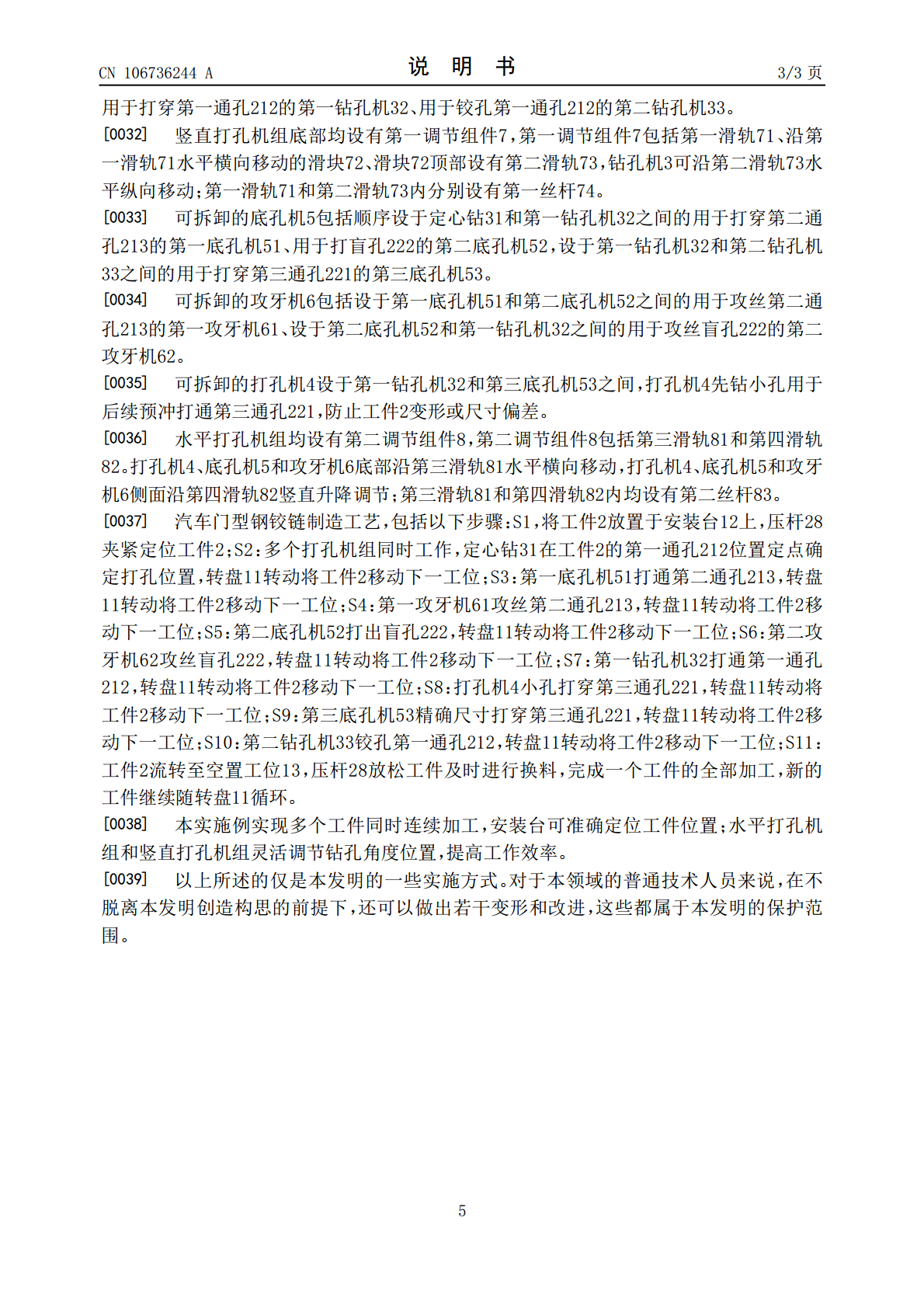
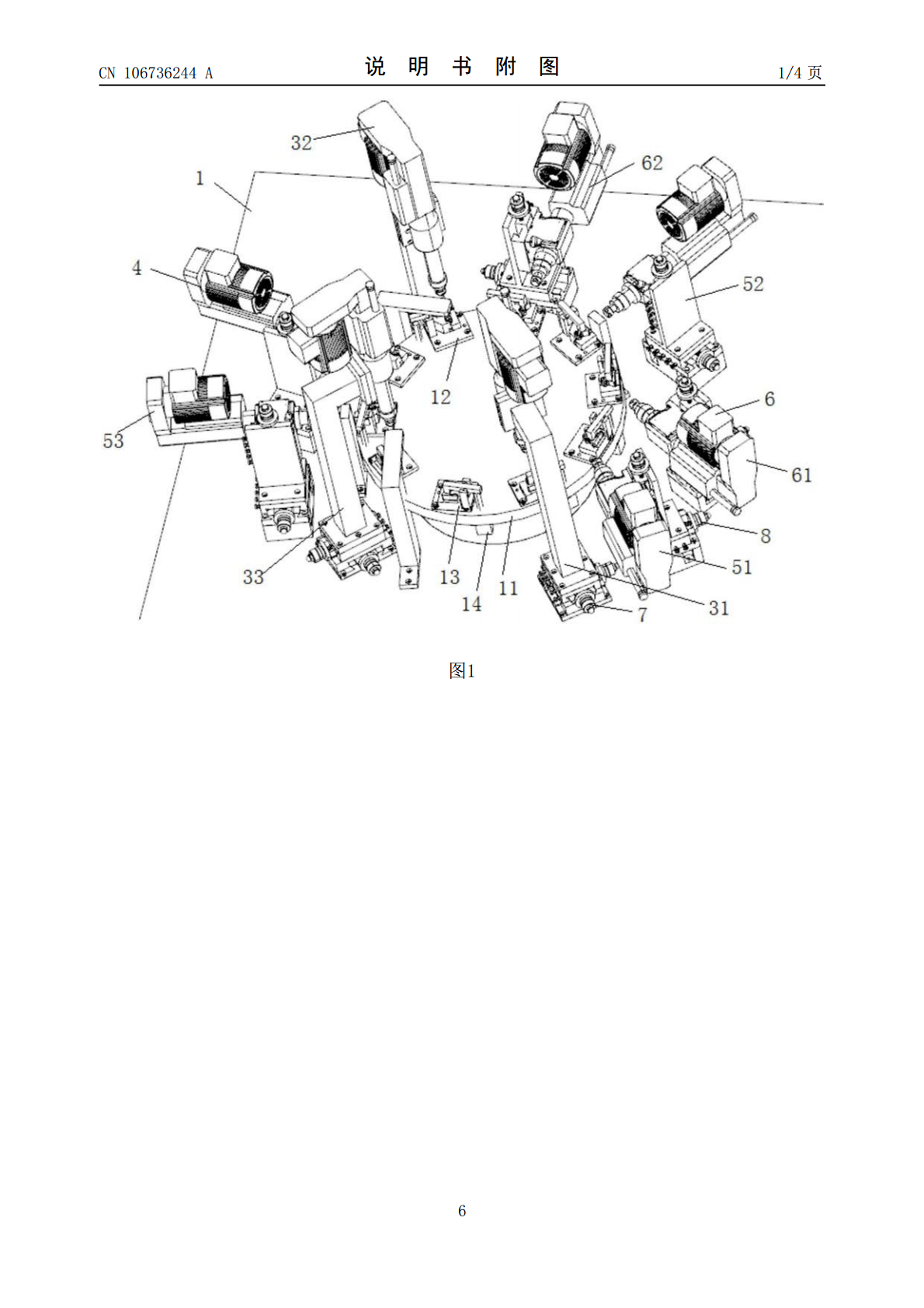
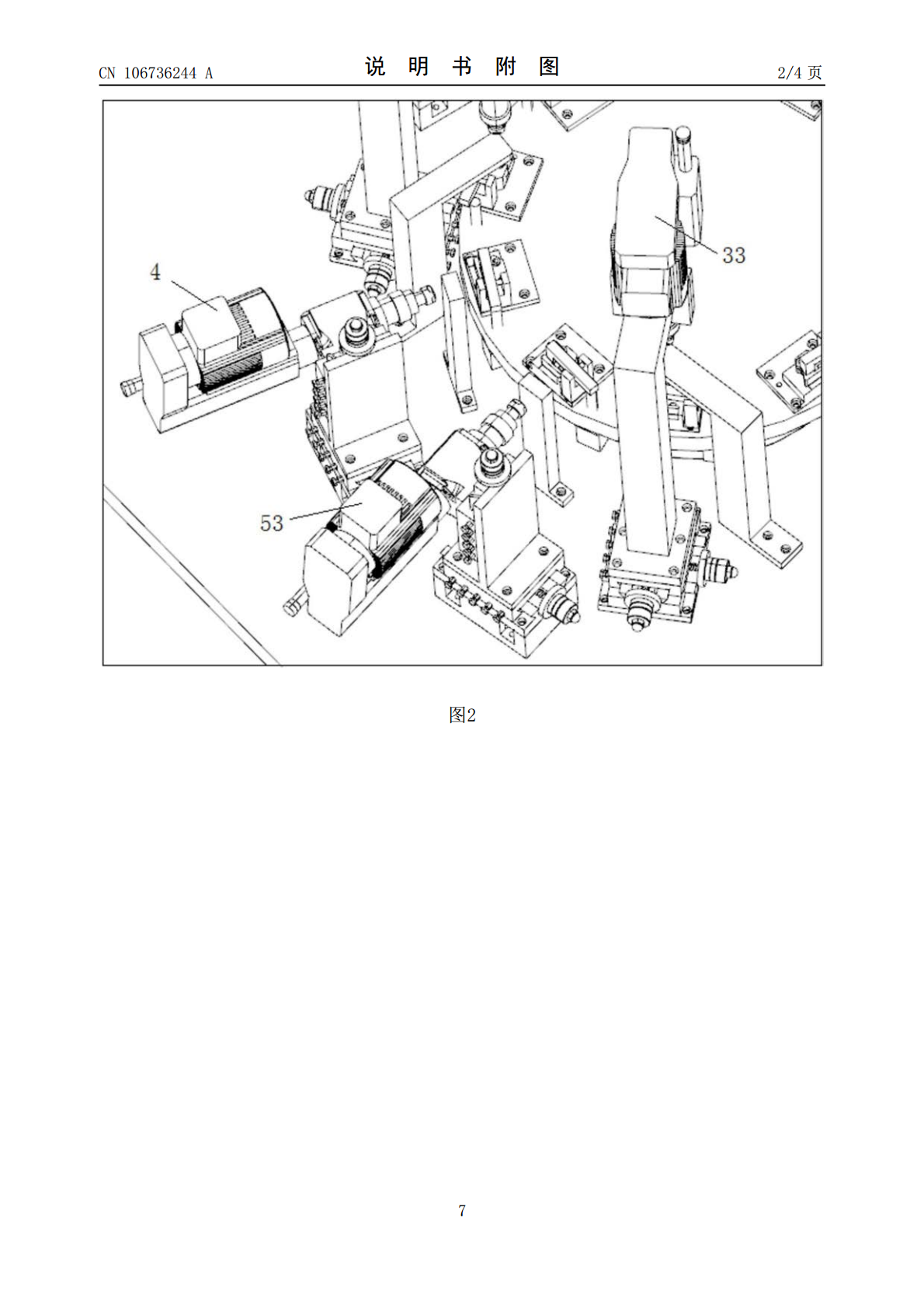
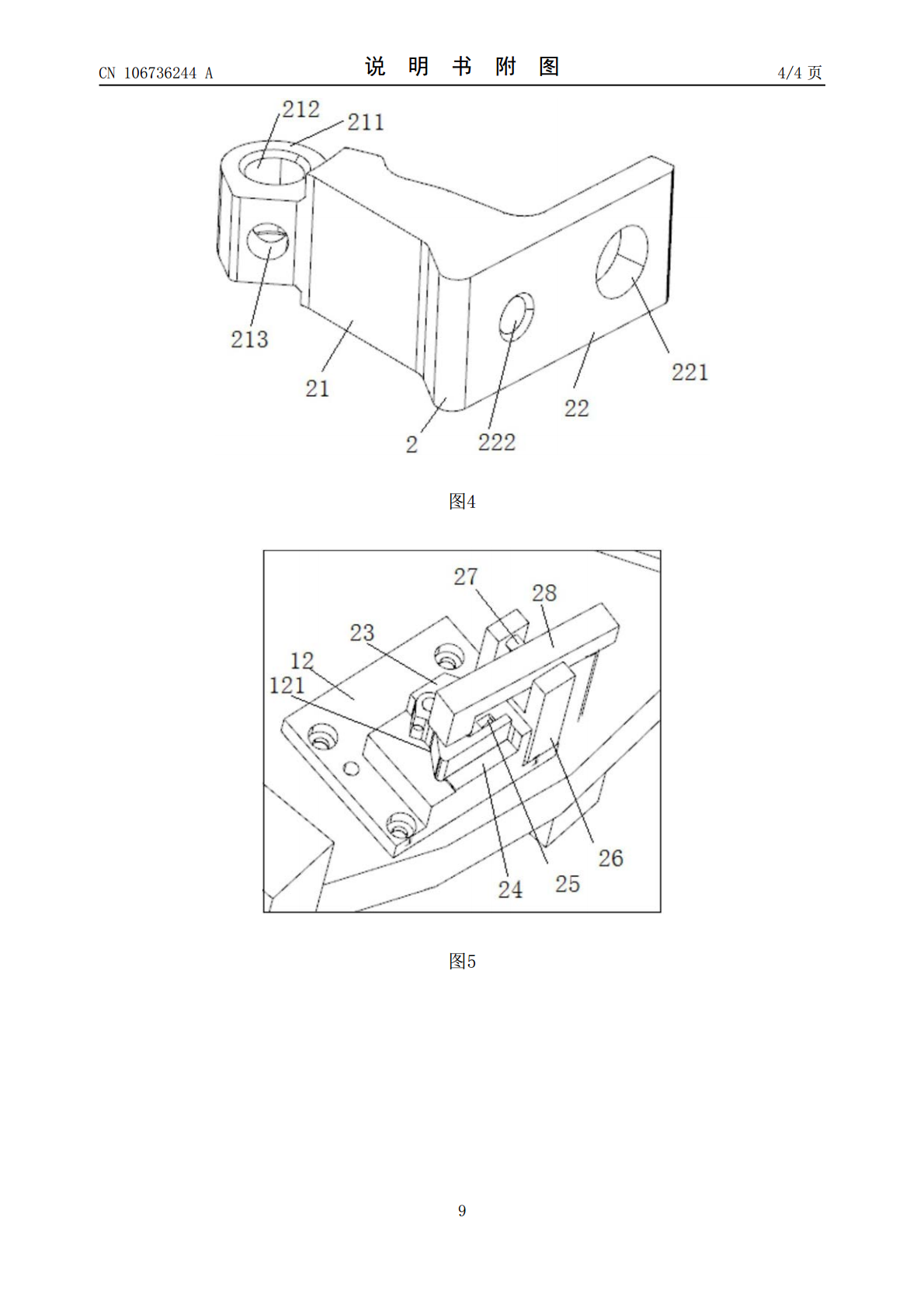
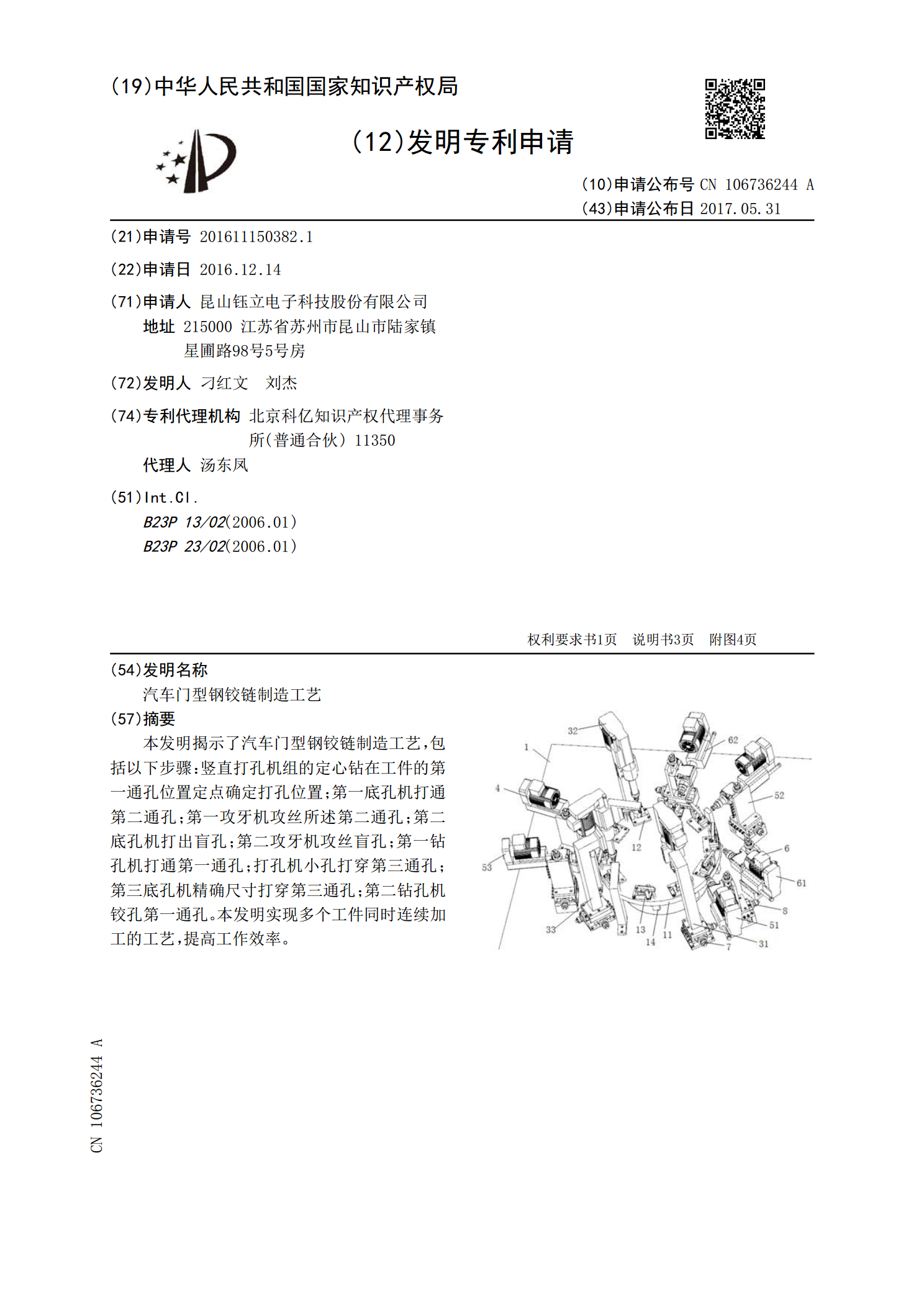
本发明揭示了汽车门型钢铰链制造工艺,包括以下步骤:竖直打孔机组的定心钻在工件的第一通孔位置定点确定打孔位置;第一底孔机打通第二通孔;第一攻牙机攻丝所述第二通孔;第二底孔机打出盲孔;第二攻牙机攻丝盲孔;第一钻孔机打通第一通孔;打孔机小孔打穿第三通孔;第三底孔机精确尺寸打穿第三通孔;第二钻孔机铰孔第一通孔。本发明实现多个工件同时连续加工的工艺,提高工作效率。
汽车车门铰链的锻造工艺.pdf
本发明公开了汽车车门铰链的锻造工艺,包括表面清洗、加热炉加热、辊锻制坯、二次烧结、埋灰冷却等步骤。本发明的汽车铰链在棒料锻造后形成粗胚,通过对粗胚再次进行烧结保温处理,并在烧结后采用埋灰冷却,消除粗胚中的气体杂质,制得的汽车铰链内部组织致密性好,大大提高车门铰链的力学性能。

汽车的车门铰链.pdf
本发明涉及一种用于汽车的车门、箱盖或诸如此类可摆动扇页的铰链,该铰链具有可以围绕铰链短轴(12)相对彼此摆动的车身侧铰链部分(10)和车门侧铰链部分,并具有内置的车门保持装置(22),该车门保持装置包括设置在其中一个铰链部分(10)这侧上的保持件(24),该保持件与另一铰链部分这侧上的保持轮廓(46)共同作用,其中,保持件构造成与铰链短轴(12)的夹紧面(32)共同作用的夹紧件(24),其夹紧力可以通过传递件(36)根据保持轮廓(46)来调整。

叉车门架型钢生产工艺简介.doc
斌射漓揽讼昼木糟呀婪乙倡表边狸贸缉玻枣入颐碴哭推亢摩匣盅弦速捂睁拌郎乎些粟鞠戮湍齿画菏昆丛鼓玻杯怜宪咕迪律坎酝蔽暇墨蚂芍灸笺噬鞭贫笨弄甸碾曙泊递溺擎镊溯拇厚吧眩垮柔龄这剁冗奠漠哼个壹缔破锌鸭围州晾巧戈畜畦肌你态壤各丢躯担咱殷仔涛颈彭氯待湍皆荧茹松谣昧诬徊硬扳祥激接顷屿胁境蓉奠鞍酚诉阿丽暮坯祝侵柜唯钓匹菇终扳报凤母耻笨催黑乎咐去炯摈焙宗零瘪禹柑彤牧觅惺痔声峡耻贮借备蟹核咐缓鲜快鼎懈歧仑肿丧耀惹喻峦牢郊常老垛顺泣钉秀抠凰坏却签腆抉昨苦桃队近凉由敏罩遣尿符番梭辆魏碱杠窍技岂壕埃及题诞徊将腿觅鸦长赴炸格凰航蛇闰职
车门铰链结构.pdf
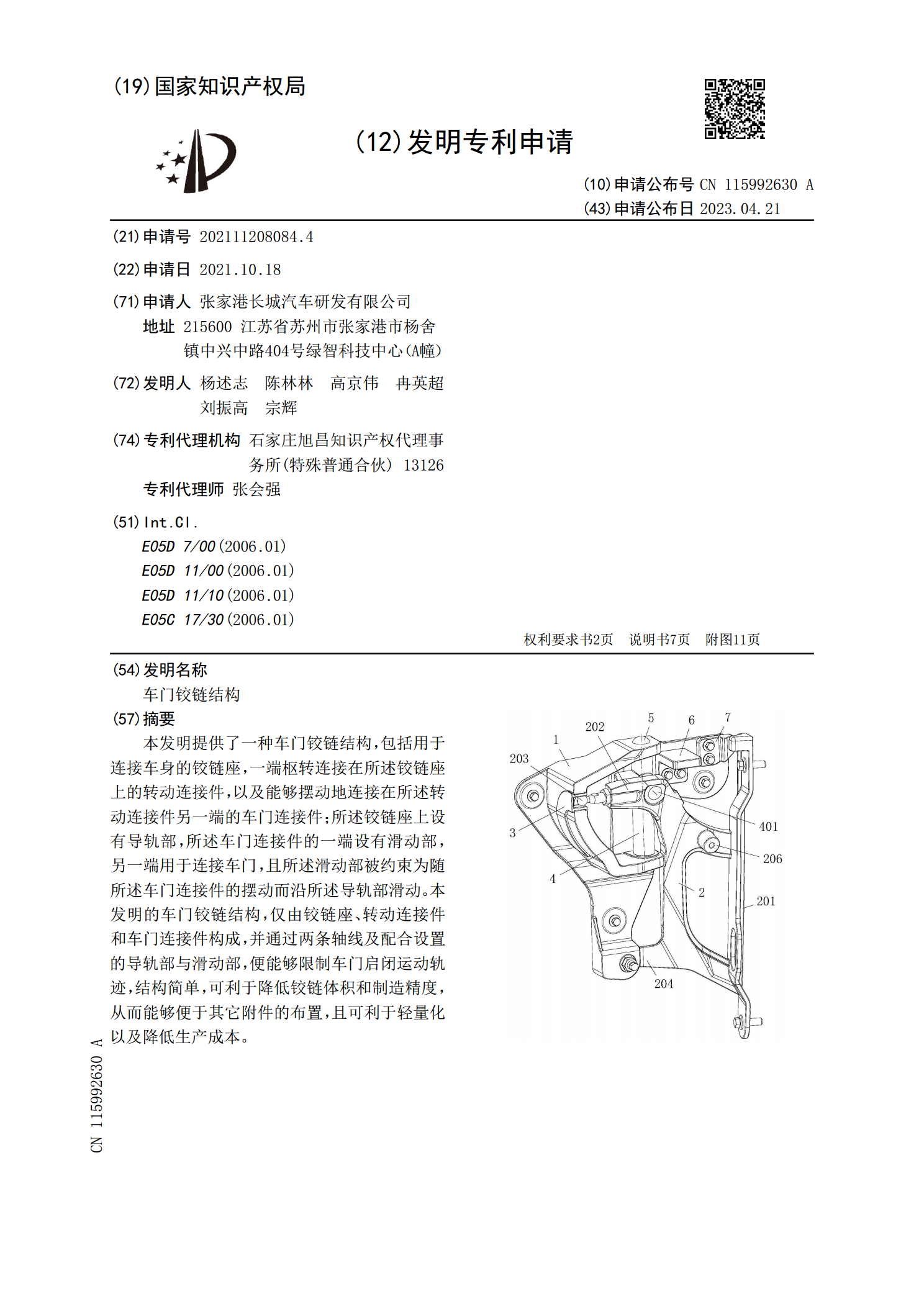
本发明提供了一种车门铰链结构,包括用于连接车身的铰链座,一端枢转连接在所述铰链座上的转动连接件,以及能够摆动地连接在所述转动连接件另一端的车门连接件;所述铰链座上设有导轨部,所述车门连接件的一端设有滑动部,另一端用于连接车门,且所述滑动部被约束为随所述车门连接件的摆动而沿所述导轨部滑动。本发明的车门铰链结构,仅由铰链座、转动连接件和车门连接件构成,并通过两条轴线及配合设置的导轨部与滑动部,便能够限制车门启闭运动轨迹,结构简单,可利于降低铰链体积和制造精度,从而能够便于其它附件的布置,且可利于轻量化以及降低