
一种双翻边橡胶衬套压装装置及压装方法.pdf

鸿朗****ka

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双翻边橡胶衬套压装装置及压装方法.pdf
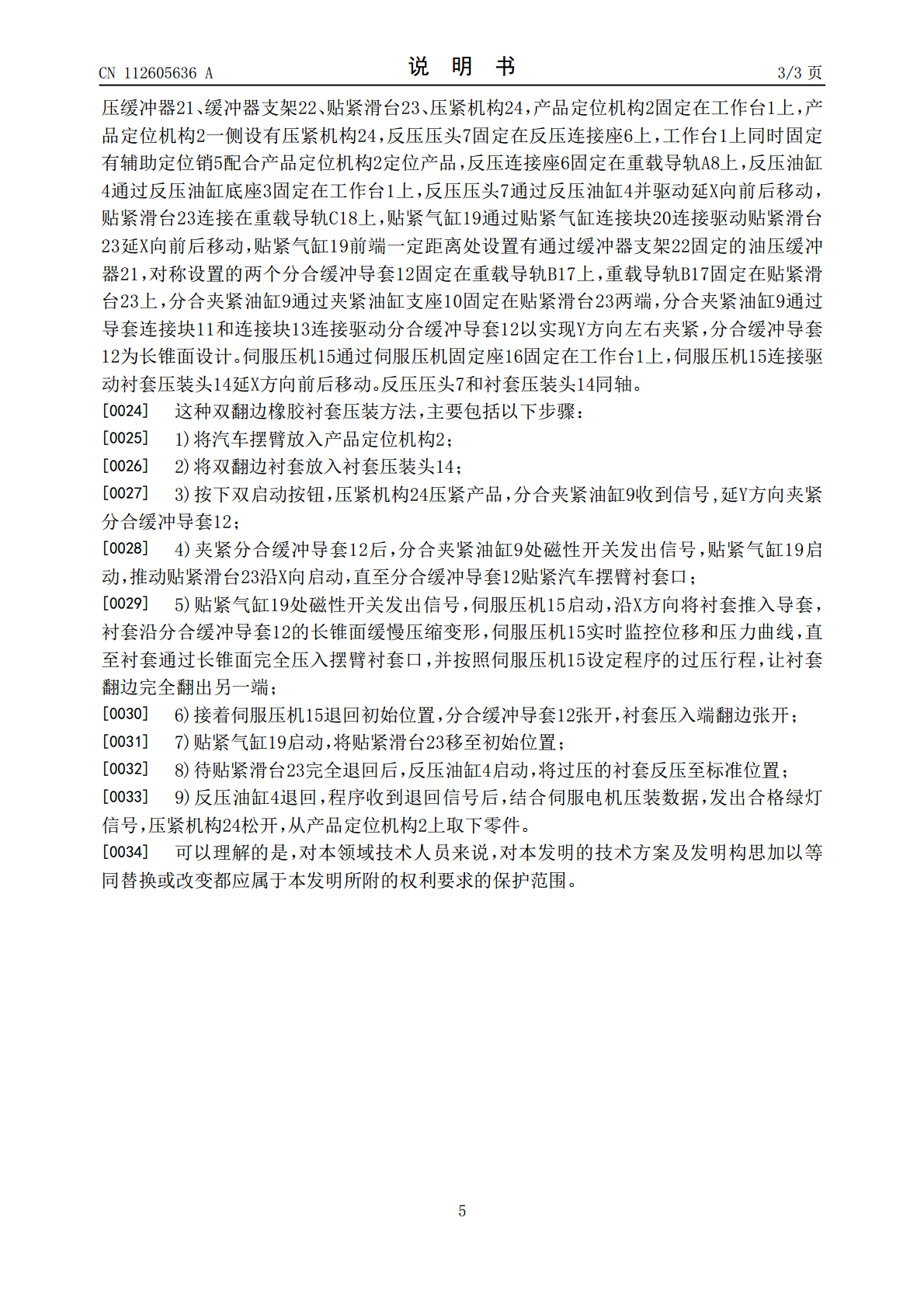
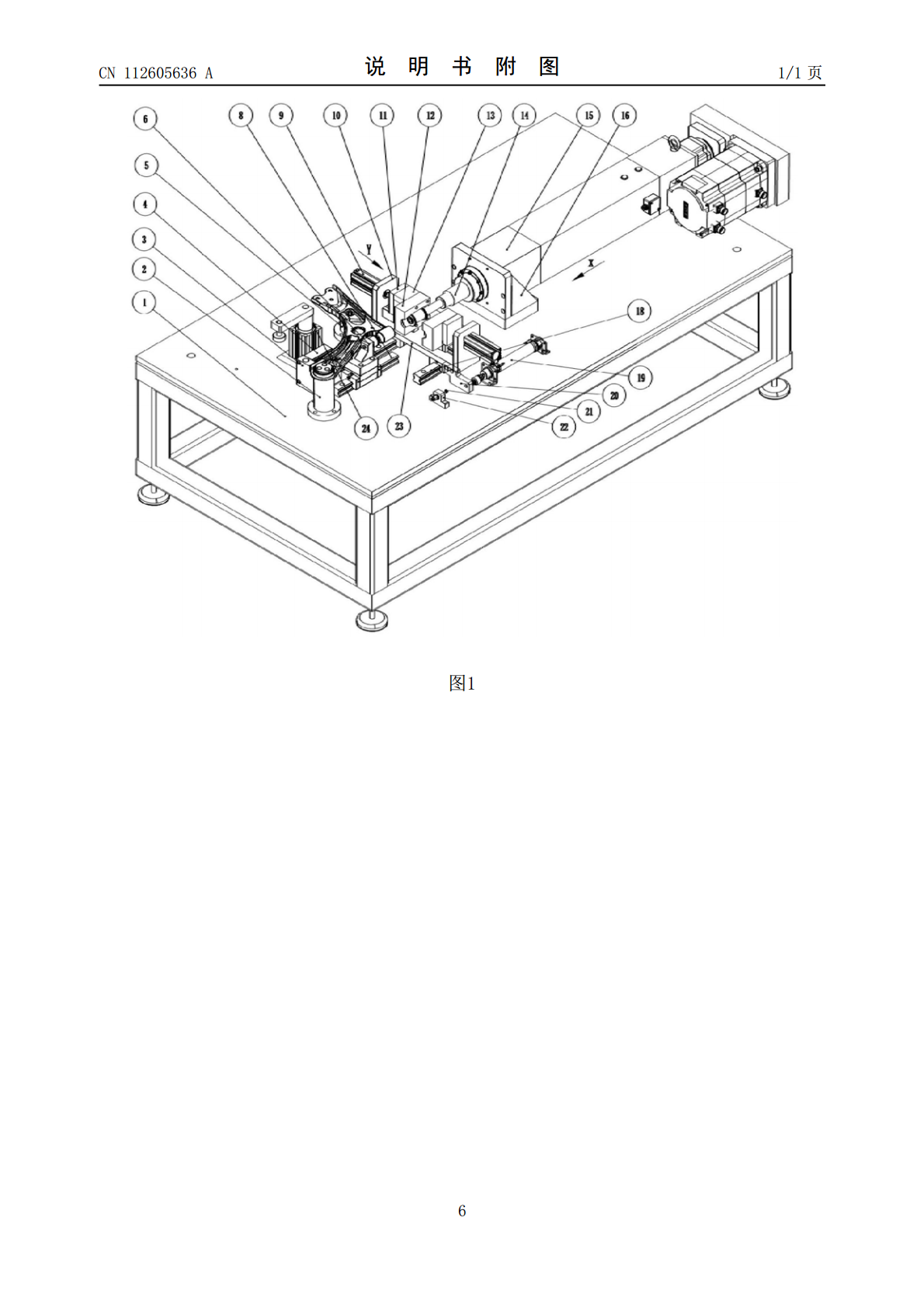
本发明公开了一种双翻边橡胶衬套压装装置及压装方法,主要包括工作台、产品定位机构、反压油缸底座、反压油缸、辅助定位销、反压连接座、反压压头、重载导轨A、分合夹紧油缸、夹紧油缸支座、导套连接块、分合缓冲导套、连接块、衬套压装头等。本发明采用分合式缓冲导向机构,通过长锥面实现衬套翻边缓慢收缩,大大降低了衬套压入时的挤压力,实现衬套完美压入;采用伺服电缸,压入过程中同时对力和位移进行监控,并绘制曲线,发现异常曲线自动报警,彻底杜绝压入不合格零件;同步实现衬套的反压功能,使衬套的压装翻边问题得到彻底解决;生产效率高
一种衬套压装的装配装置.pdf
本发明涉及一种衬套压装的装配装置,包括上模、下模和负压装置;上模在液压机的驱动下向下运动从而将衬套压装到工件中;负压装置通过管路连接衬套并将衬套吸附在上模的底部,在液压机的侧壁上对应负压装置的位置处设有在压装过程中开启负压装置且在压装结束后关闭负压装置的控制机构;在工件的底部一侧可滑动的设有插入工件侧部的凹槽内以支撑工件进行压装的垫块,在工件的外侧设有插入工件时驱动垫块插入工件侧部的凹槽内后支撑住工件的推动机构,并且推动机构在工件完成压装抽出型腔时带动垫块脱出工件侧部的凹槽以保证工件顺利取出。该装置解决衬
一种制动蹄衬套压装整形装置.pdf
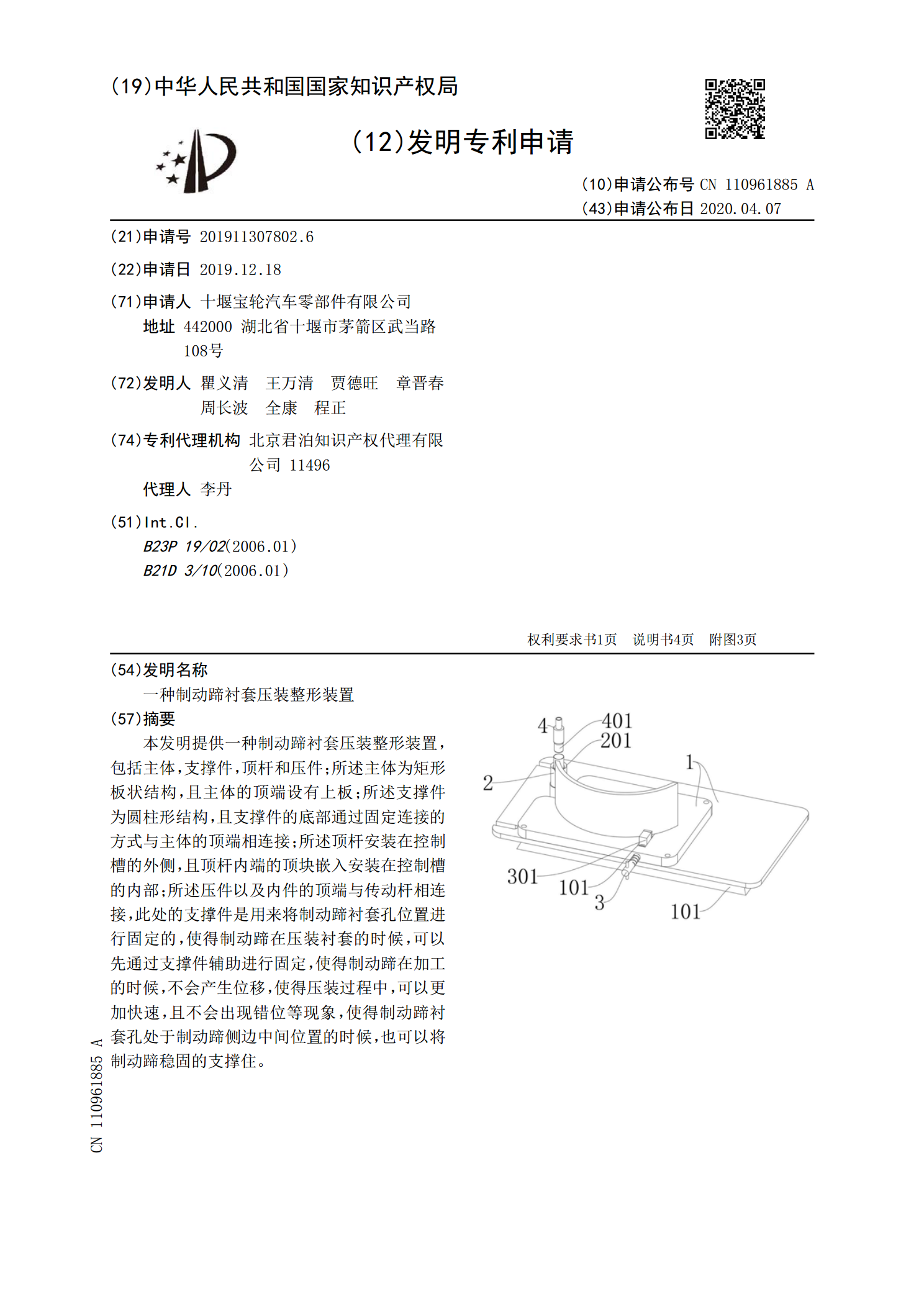
本发明提供一种制动蹄衬套压装整形装置,包括主体,支撑件,顶杆和压件;所述主体为矩形板状结构,且主体的顶端设有上板;所述支撑件为圆柱形结构,且支撑件的底部通过固定连接的方式与主体的顶端相连接;所述顶杆安装在控制槽的外侧,且顶杆内端的顶块嵌入安装在控制槽的内部;所述压件以及内件的顶端与传动杆相连接,此处的支撑件是用来将制动蹄衬套孔位置进行固定的,使得制动蹄在压装衬套的时候,可以先通过支撑件辅助进行固定,使得制动蹄在加工的时候,不会产生位移,使得压装过程中,可以更加快速,且不会出现错位等现象,使得制动蹄衬套孔处

齿轮衬套压装夹具.pdf
本发明具体为一种齿轮衬套压装夹具,解决了现有衬套和齿轮在组合压装时存在操作费时费力且精度较差的问题。包括底座,底座中心固定有心轴,底座上端固定有齿轮定位销,心轴与底座之间穿有关联销,心轴侧壁穿有水平设置且内孔前端表面为锥面的弹簧套,弹簧套的上部设置有位于心轴内的锁紧顶丝,弹簧套的前端设置有卡在其端口的钢球,钢球后部设置有顶推弹簧,顶推弹簧后端设置有弹簧顶丝,弹簧套后端设置有拧在心轴内的调节顶丝,心轴上部套有压头。本发明提升了工作效率,而且便于目视检查油孔是否对正,产品的装配合格率提高到100%,同时简化了

一种双联斜齿轮的压装夹具及压装方法.pdf
本发明属于传动系统中分体式双联齿轮压装技术领域,提出的一种双联斜齿轮的压装夹具包括夹具体(1)、弹性销(6)、支撑载体Ⅰ、支撑载体Ⅱ和压紧机构(12);在夹具体(1)所具有的圆形凹槽内沿圆周均布有三个弹性销(6),设置有用于对内圈齿轮带“0”标记齿(11)进行定位的支撑载体Ⅰ和用于对外圈齿轮带“0”标记齿(10)进行定位的支撑载体Ⅱ;支撑载体Ⅰ包括支撑体Ⅰ(2)、插销Ⅰ(3)和锁紧螺钉Ⅰ(15);支撑载体Ⅱ包括支撑体Ⅱ(8)、插销Ⅱ(9)和锁紧螺钉Ⅱ(7);在夹具体(1)的上方具有对外圈齿轮(4)进行压紧