
一种船舶甲板焊接用的焊接定位装置.pdf

含秀****66


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
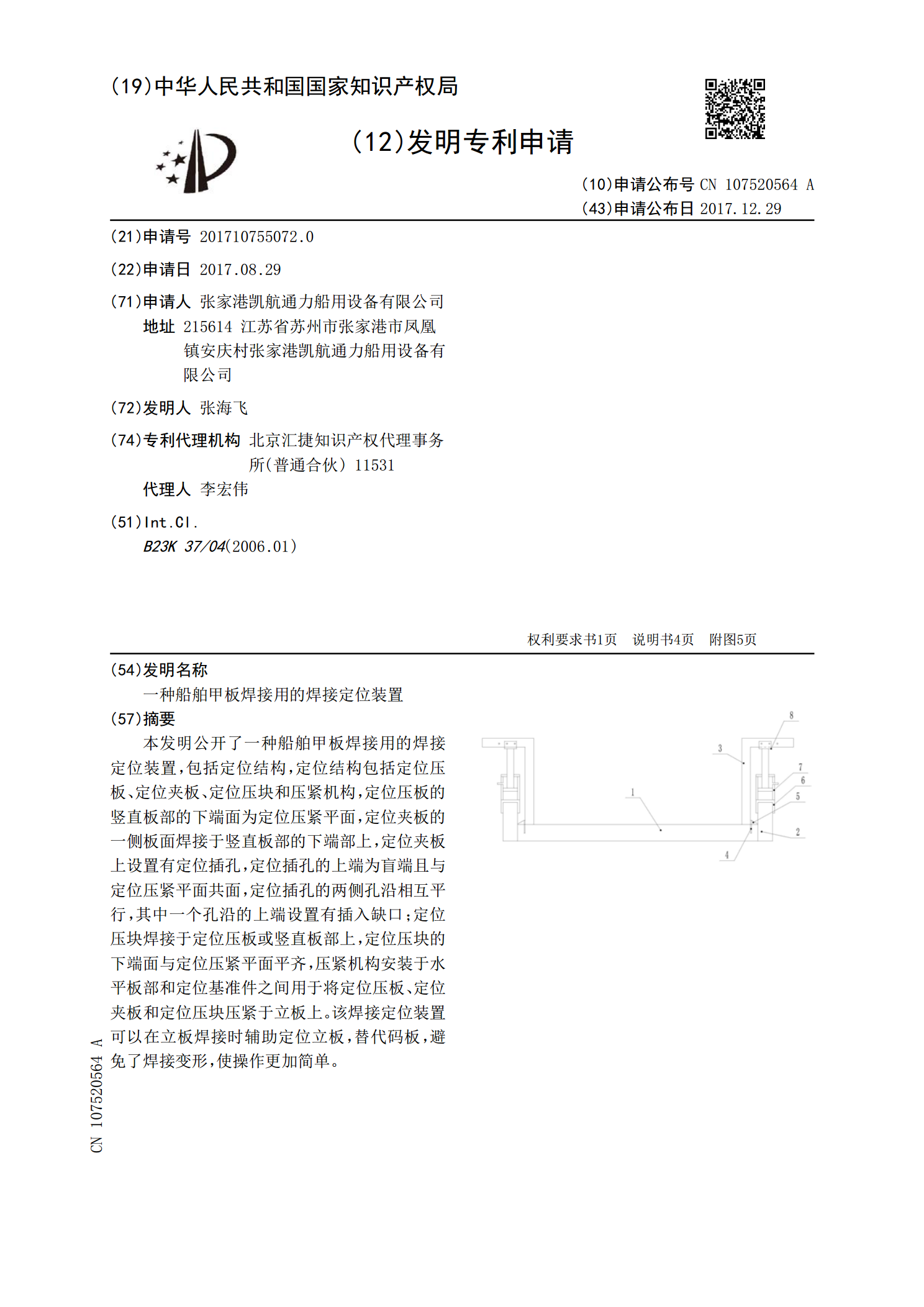
一种船舶甲板焊接用的焊接定位装置.pdf
本发明公开了一种船舶甲板焊接用的焊接定位装置,包括定位结构,定位结构包括定位压板、定位夹板、定位压块和压紧机构,定位压板的竖直板部的下端面为定位压紧平面,定位夹板的一侧板面焊接于竖直板部的下端部上,定位夹板上设置有定位插孔,定位插孔的上端为盲端且与定位压紧平面共面,定位插孔的两侧孔沿相互平行,其中一个孔沿的上端设置有插入缺口;定位压块焊接于定位压板或竖直板部上,定位压块的下端面与定位压紧平面平齐,压紧机构安装于水平板部和定位基准件之间用于将定位压板、定位夹板和定位压块压紧于立板上。该焊接定位装置可以在立板
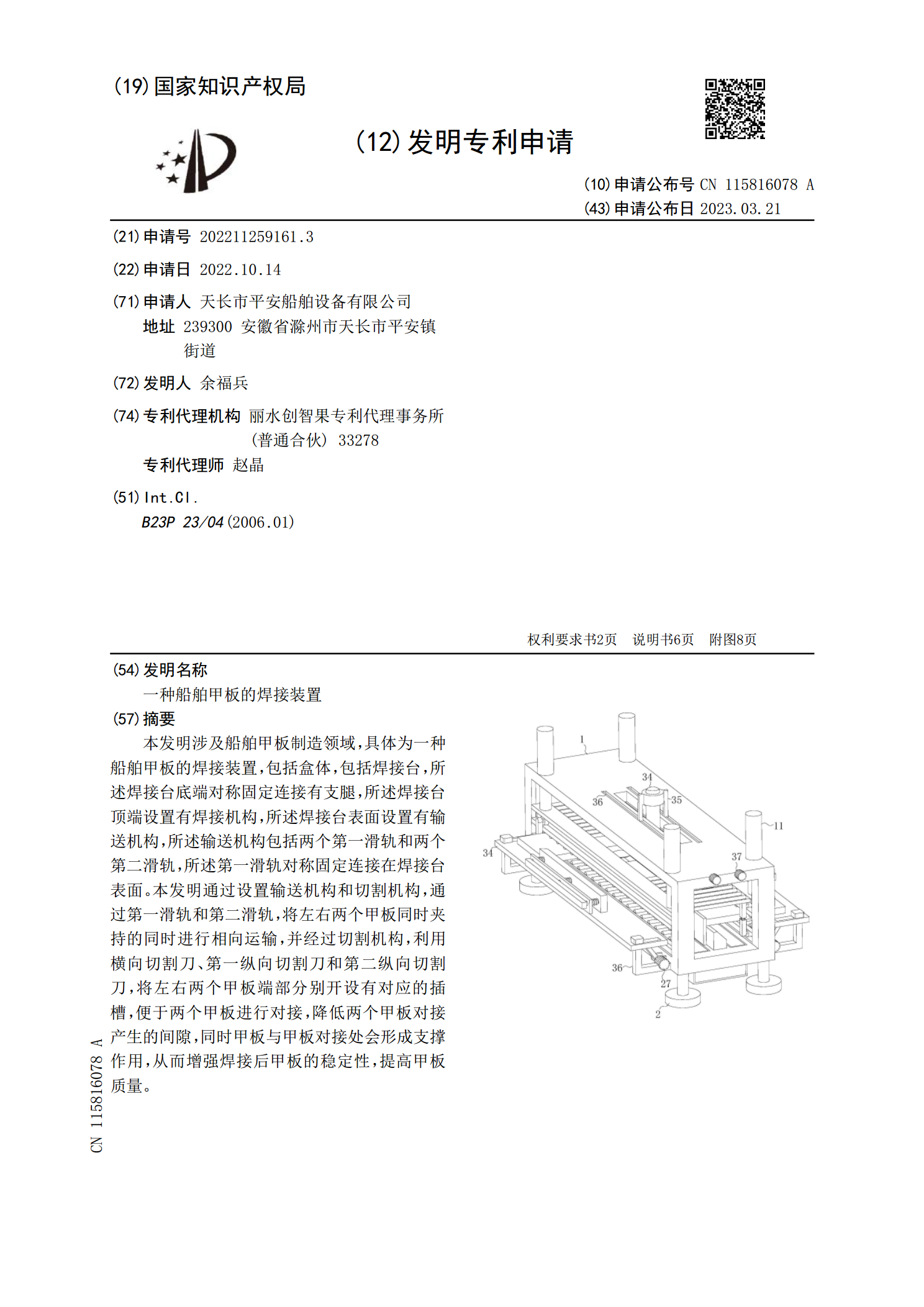
一种船舶甲板的焊接装置.pdf
本发明涉及船舶甲板制造领域,具体为一种船舶甲板的焊接装置,包括盒体,包括焊接台,所述焊接台底端对称固定连接有支腿,所述焊接台顶端设置有焊接机构,所述焊接台表面设置有输送机构,所述输送机构包括两个第一滑轨和两个第二滑轨,所述第一滑轨对称固定连接在焊接台表面。本发明通过设置输送机构和切割机构,通过第一滑轨和第二滑轨,将左右两个甲板同时夹持的同时进行相向运输,并经过切割机构,利用横向切割刀、第一纵向切割刀和第二纵向切割刀,将左右两个甲板端部分别开设有对应的插槽,便于两个甲板进行对接,降低两个甲板对接产生的间隙,
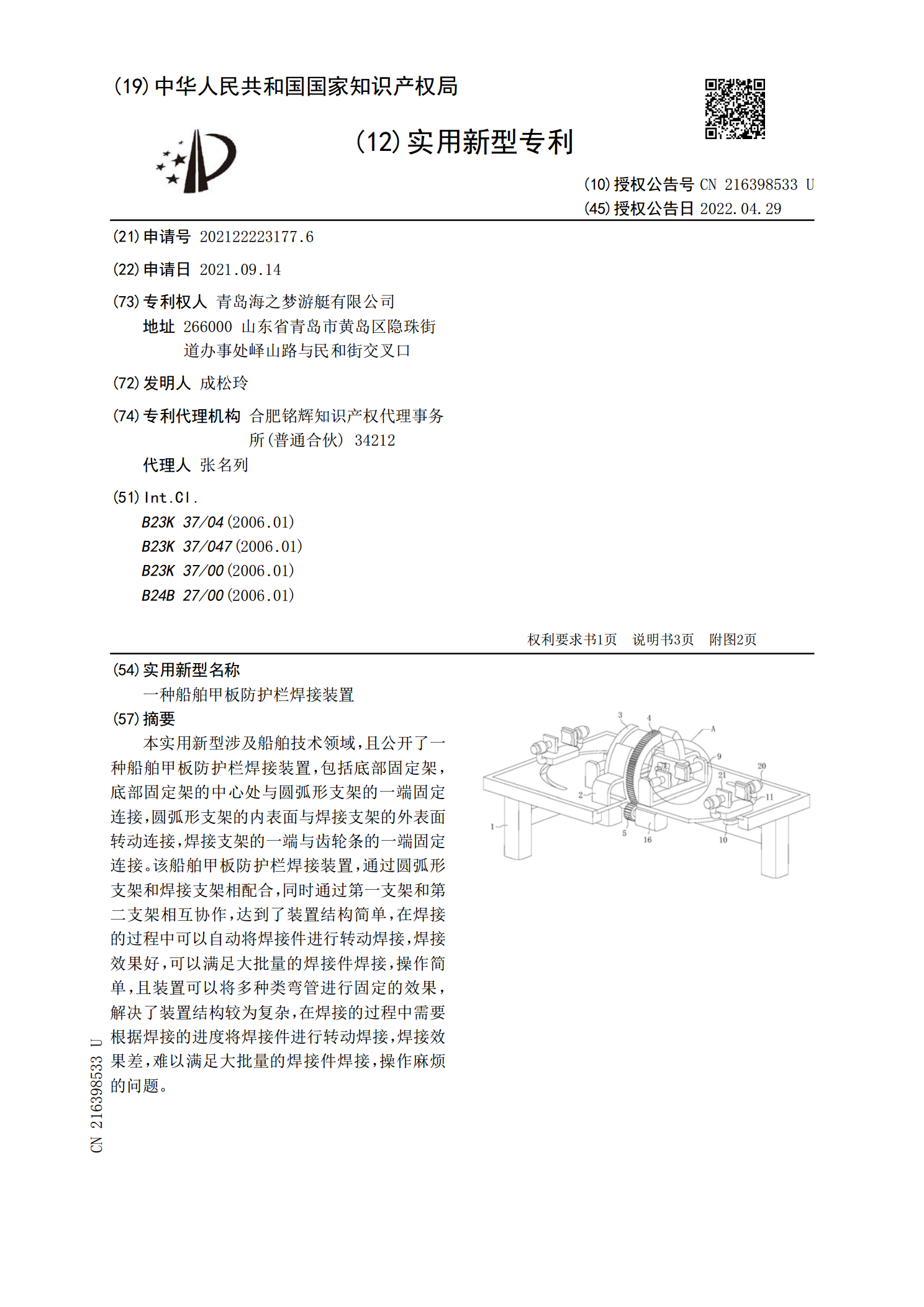
一种船舶甲板防护栏焊接装置.pdf
本实用新型涉及船舶技术领域,且公开了一种船舶甲板防护栏焊接装置,包括底部固定架,底部固定架的中心处与圆弧形支架的一端固定连接,圆弧形支架的内表面与焊接支架的外表面转动连接,焊接支架的一端与齿轮条的一端固定连接。该船舶甲板防护栏焊接装置,通过圆弧形支架和焊接支架相配合,同时通过第一支架和第二支架相互协作,达到了装置结构简单,在焊接的过程中可以自动将焊接件进行转动焊接,焊接效果好,可以满足大批量的焊接件焊接,操作简单,且装置可以将多种类弯管进行固定的效果,解决了装置结构较为复杂,在焊接的过程中需要根据焊接的进

一种焊接定位装置用端面定位装置.pdf
本发明公开了一种焊接定位装置用端面定位装置,包括固定框,所述固定框的下端固定有端板,所述端板的上端面均匀设有限位块,端板的下端面安装有定位工装,所述定位工装的四周均设有限位板,所限位板的上端通过螺栓固定的方式固定有L型板,所述L型板的上端均固定有垂直于端板上端面的圆柱直齿条,所述端板上端的左、右两侧通过轴承定位的方式安装有传动轴,所述传动轴的两端均通过键连接的方式固定有提升齿轮,所述传动轴上均通过键连接的方式固定有从动锥齿轮,所述端板上安装有驱动机构。本发明具有使用方便、生产制造成本低等优点,能实现对提升
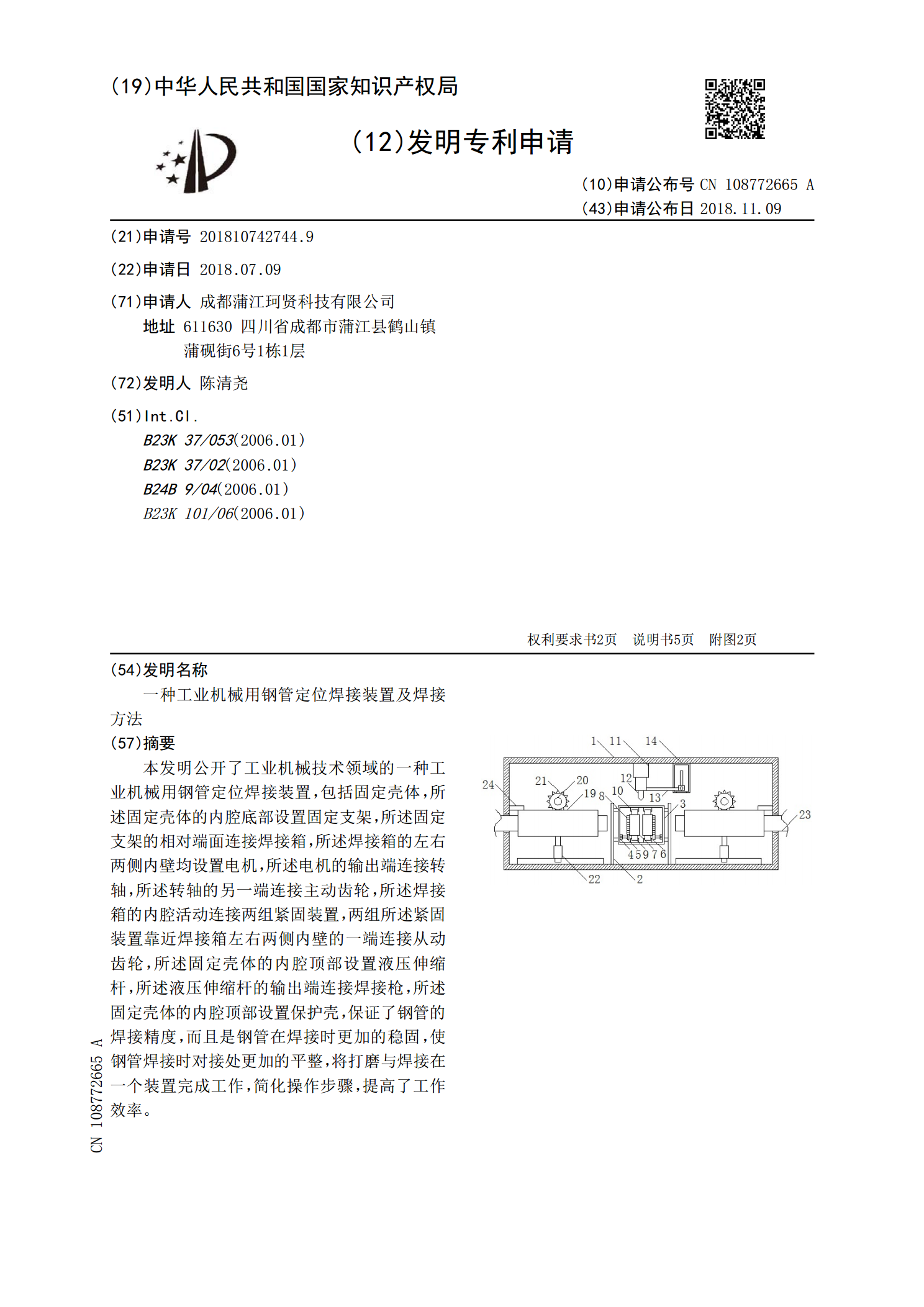
一种工业机械用钢管定位焊接装置及焊接方法.pdf
本发明公开了工业机械技术领域的一种工业机械用钢管定位焊接装置,包括固定壳体,所述固定壳体的内腔底部设置固定支架,所述固定支架的相对端面连接焊接箱,所述焊接箱的左右两侧内壁均设置电机,所述电机的输出端连接转轴,所述转轴的另一端连接主动齿轮,所述焊接箱的内腔活动连接两组紧固装置,两组所述紧固装置靠近焊接箱左右两侧内壁的一端连接从动齿轮,所述固定壳体的内腔顶部设置液压伸缩杆,所述液压伸缩杆的输出端连接焊接枪,所述固定壳体的内腔顶部设置保护壳,保证了钢管的焊接精度,而且是钢管在焊接时更加的稳固,使钢管焊接时对接处