
一种盲孔研磨装置及其研磨方法.pdf

猫巷****雪凝

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种盲孔研磨装置及其研磨方法.pdf
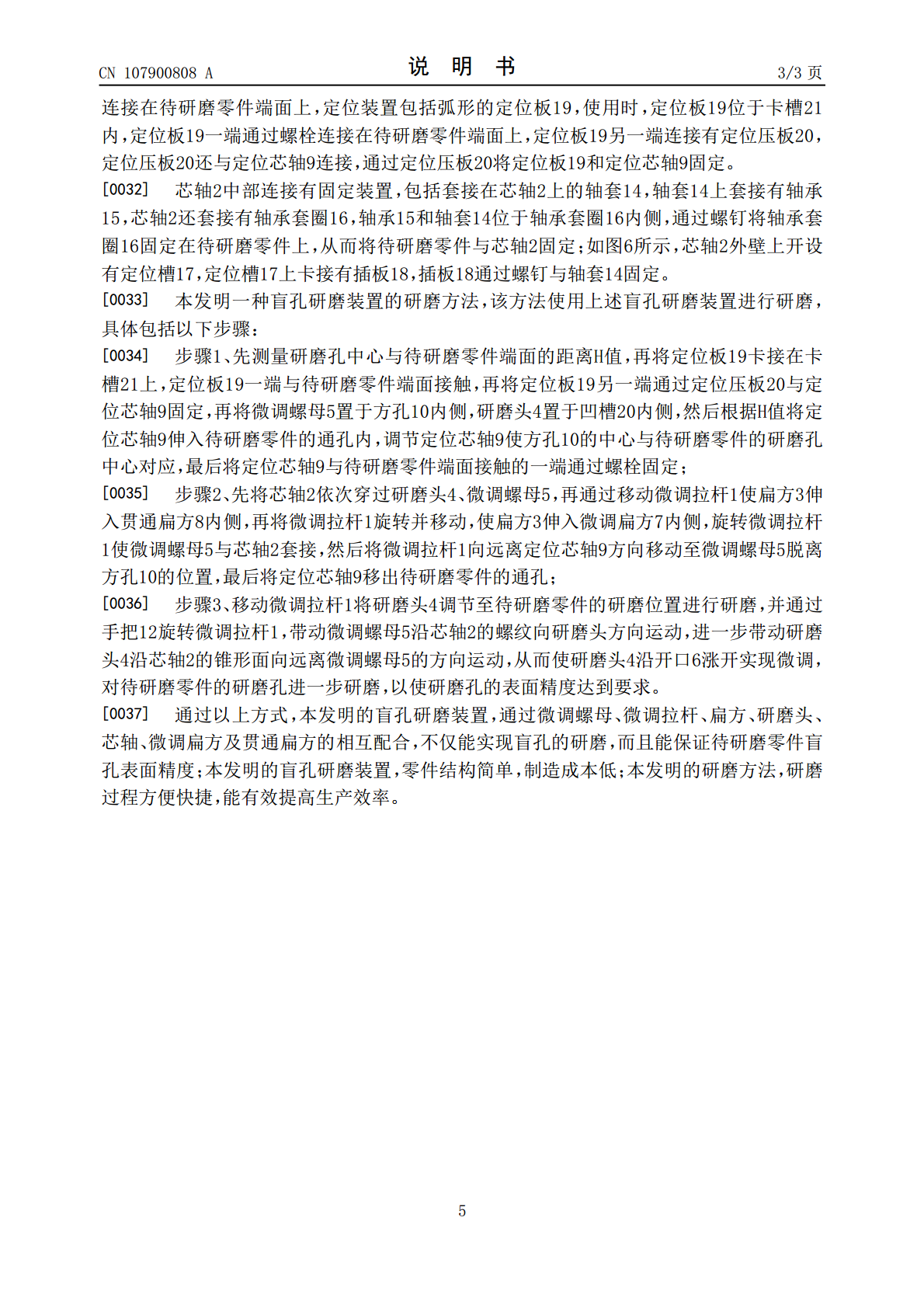
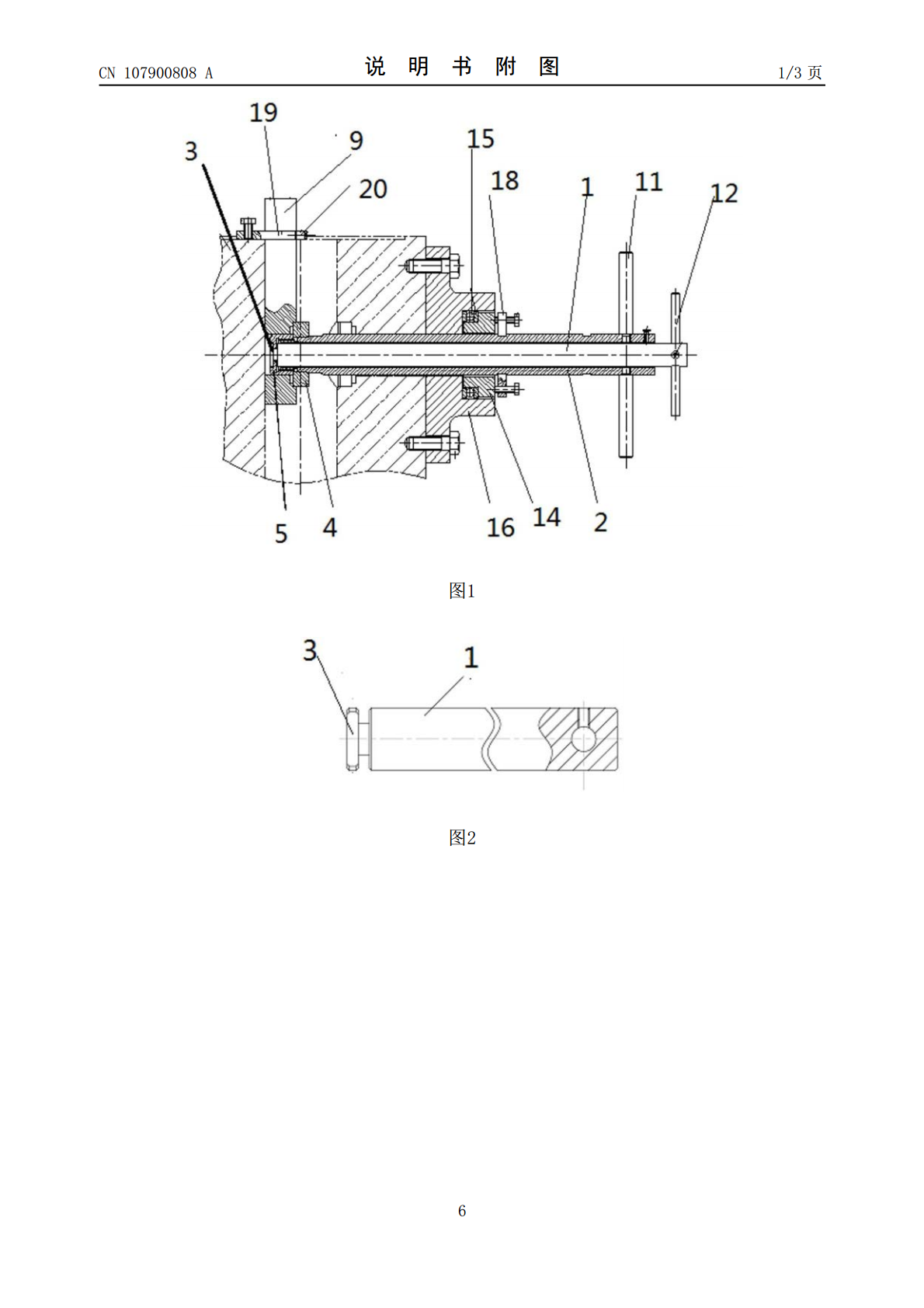
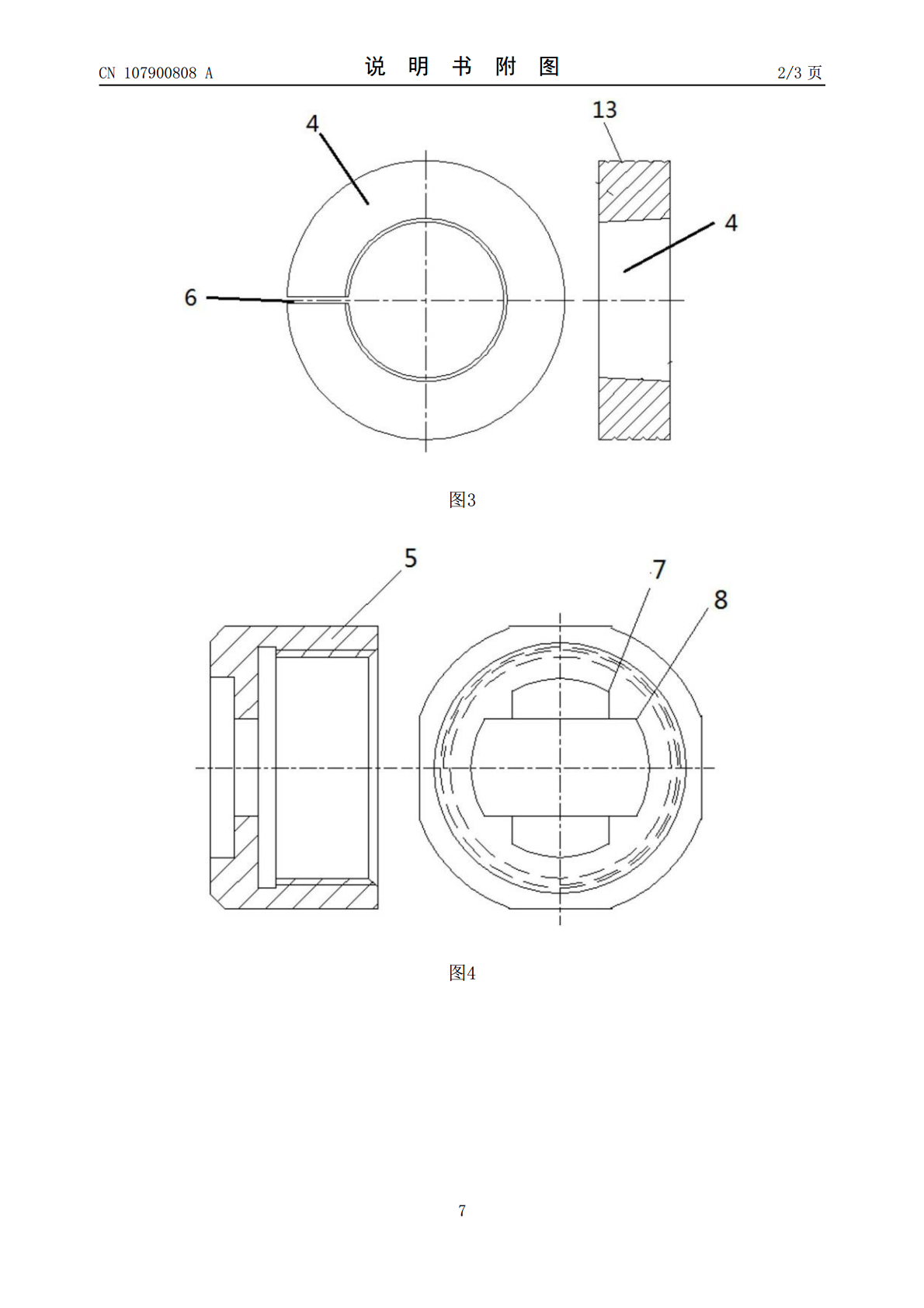
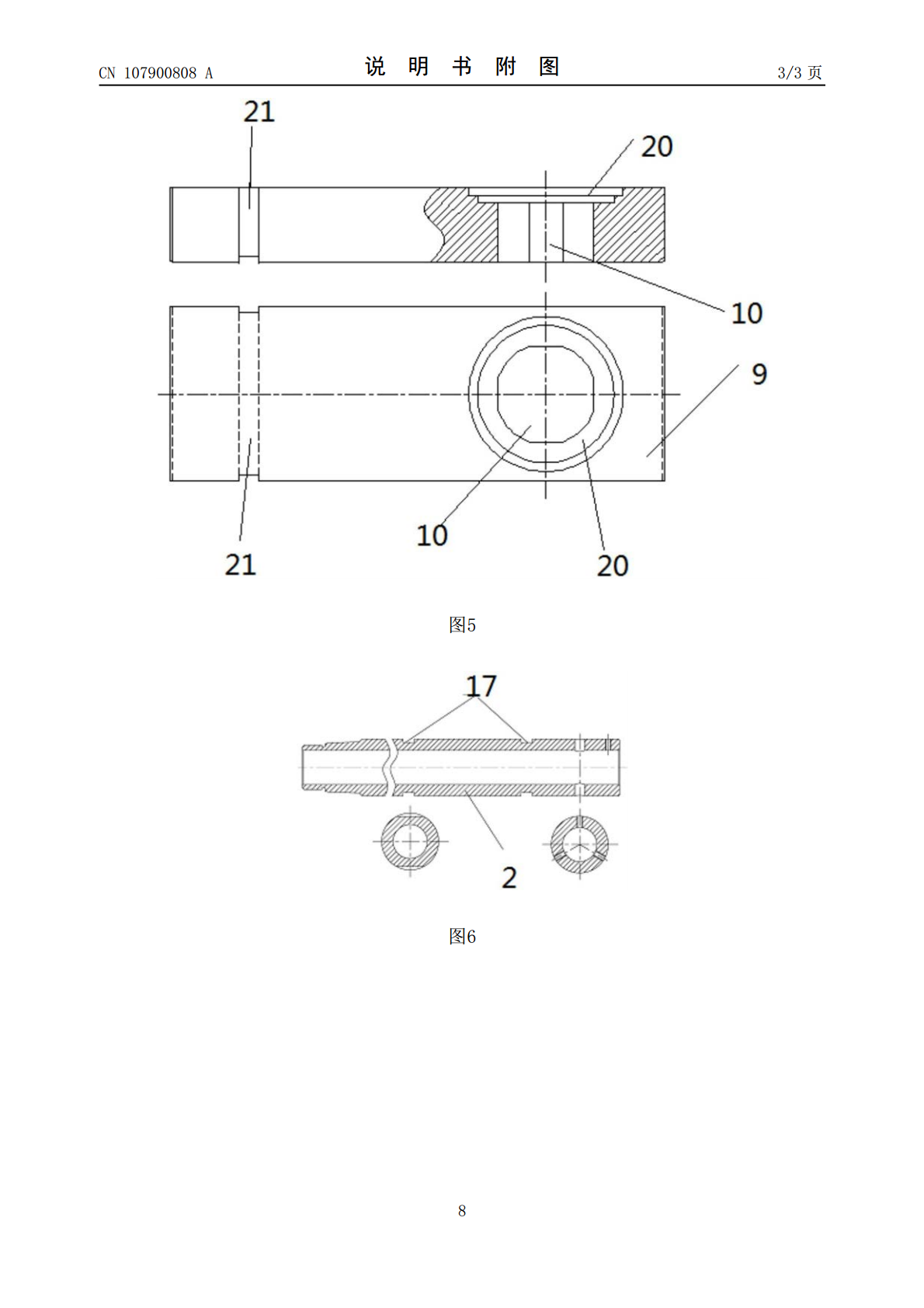
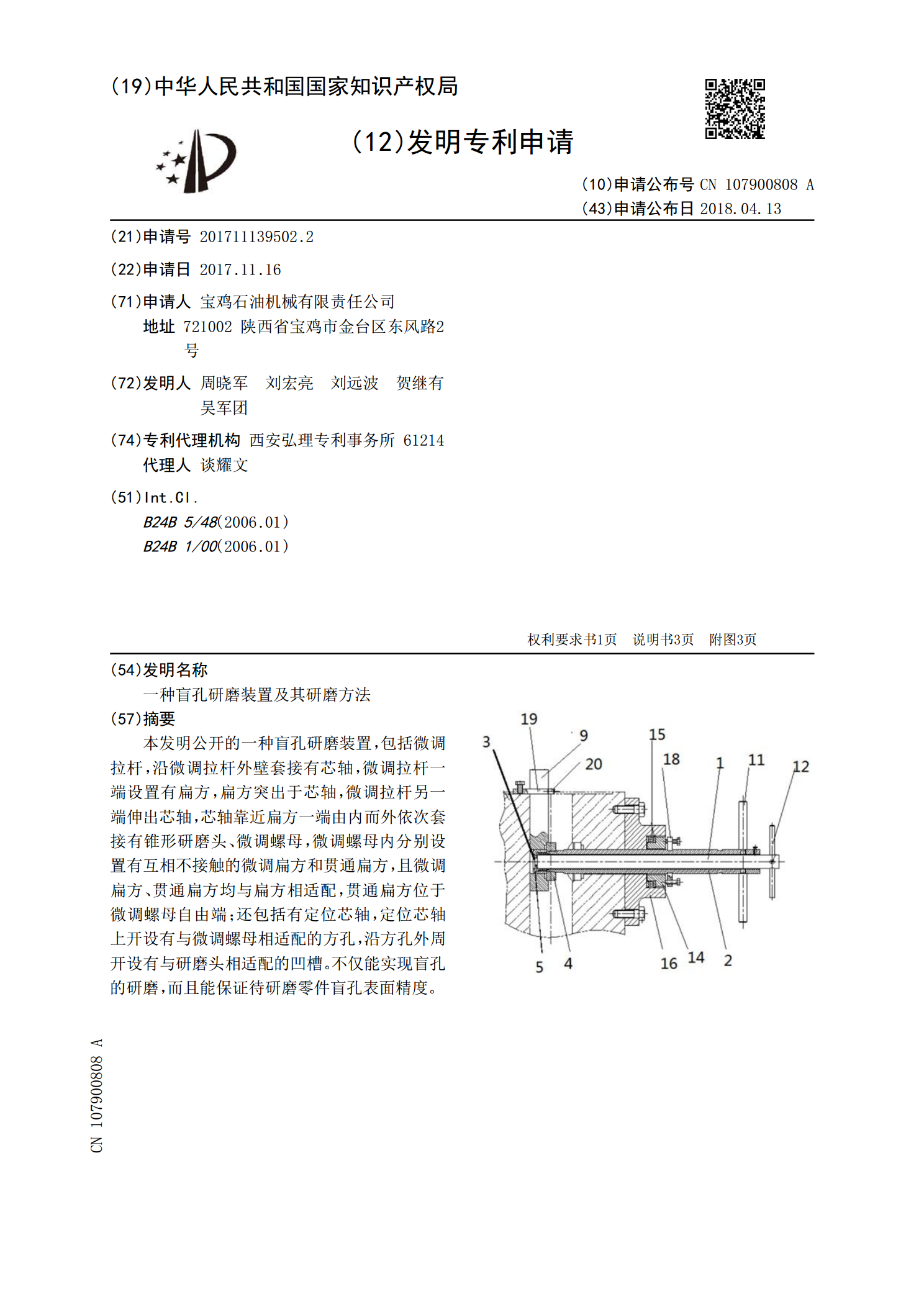
本发明公开的一种盲孔研磨装置,包括微调拉杆,沿微调拉杆外壁套接有芯轴,微调拉杆一端设置有扁方,扁方突出于芯轴,微调拉杆另一端伸出芯轴,芯轴靠近扁方一端由内而外依次套接有锥形研磨头、微调螺母,微调螺母内分别设置有互相不接触的微调扁方和贯通扁方,且微调扁方、贯通扁方均与扁方相适配,贯通扁方位于微调螺母自由端;还包括有定位芯轴,定位芯轴上开设有与微调螺母相适配的方孔,沿方孔外周开设有与研磨头相适配的凹槽。不仅能实现盲孔的研磨,而且能保证待研磨零件盲孔表面精度。
浮动研磨盲孔的方法及装置.pdf
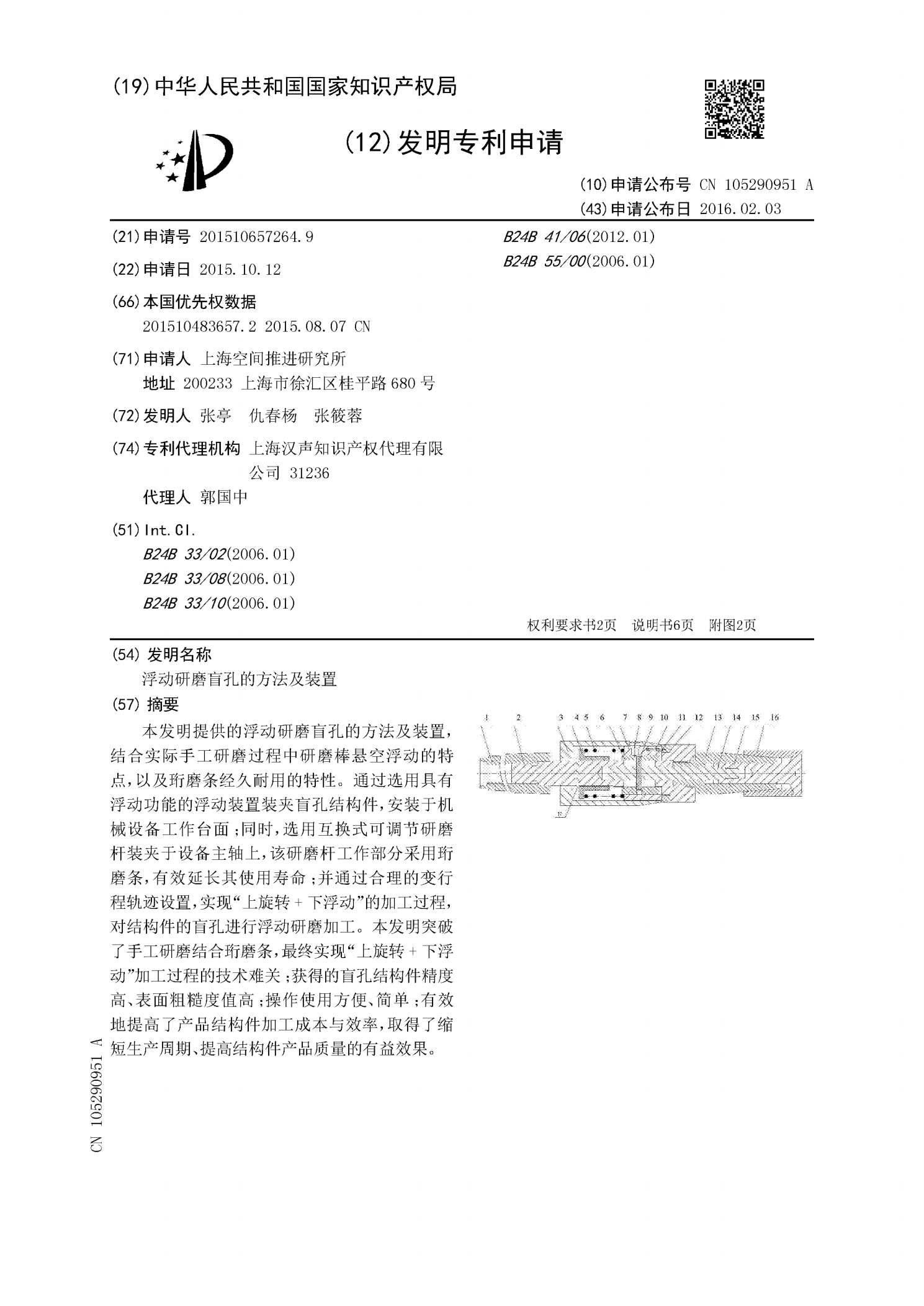
本发明提供的浮动研磨盲孔的方法及装置,结合实际手工研磨过程中研磨棒悬空浮动的特点,以及珩磨条经久耐用的特性。通过选用具有浮动功能的浮动装置装夹盲孔结构件,安装于机械设备工作台面;同时,选用互换式可调节研磨杆装夹于设备主轴上,该研磨杆工作部分采用珩磨条,有效延长其使用寿命;并通过合理的变行程轨迹设置,实现“上旋转+下浮动”的加工过程,对结构件的盲孔进行浮动研磨加工。本发明突破了手工研磨结合珩磨条,最终实现“上旋转+下浮动”加工过程的技术难关;获得的盲孔结构件精度高、表面粗糙度值高;操作使用方便、简单;有效地
一种用于精密研磨盲孔的陶瓷盲孔研磨芯棒.pdf
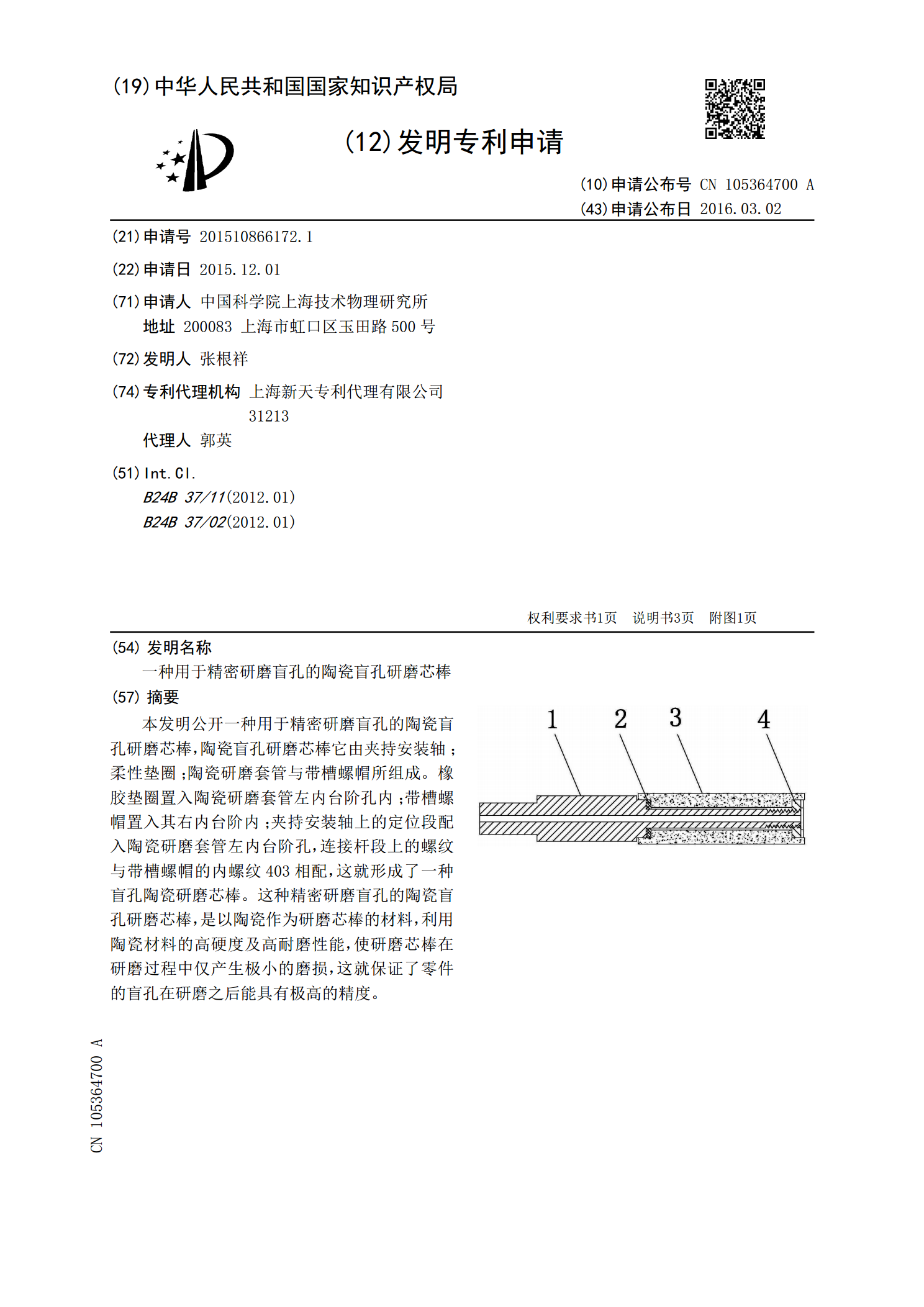
本发明公开一种用于精密研磨盲孔的陶瓷盲孔研磨芯棒,陶瓷盲孔研磨芯棒它由夹持安装轴;柔性垫圈;陶瓷研磨套管与带槽螺帽所组成。橡胶垫圈置入陶瓷研磨套管左内台阶孔内;带槽螺帽置入其右内台阶内;夹持安装轴上的定位段配入陶瓷研磨套管左内台阶孔,连接杆段上的螺纹与带槽螺帽的内螺纹403相配,这就形成了一种盲孔陶瓷研磨芯棒。这种精密研磨盲孔的陶瓷盲孔研磨芯棒,是以陶瓷作为研磨芯棒的材料,利用陶瓷材料的高硬度及高耐磨性能,使研磨芯棒在研磨过程中仅产生极小的磨损,这就保证了零件的盲孔在研磨之后能具有极高的精度。
研磨装置及其研磨方法.pdf
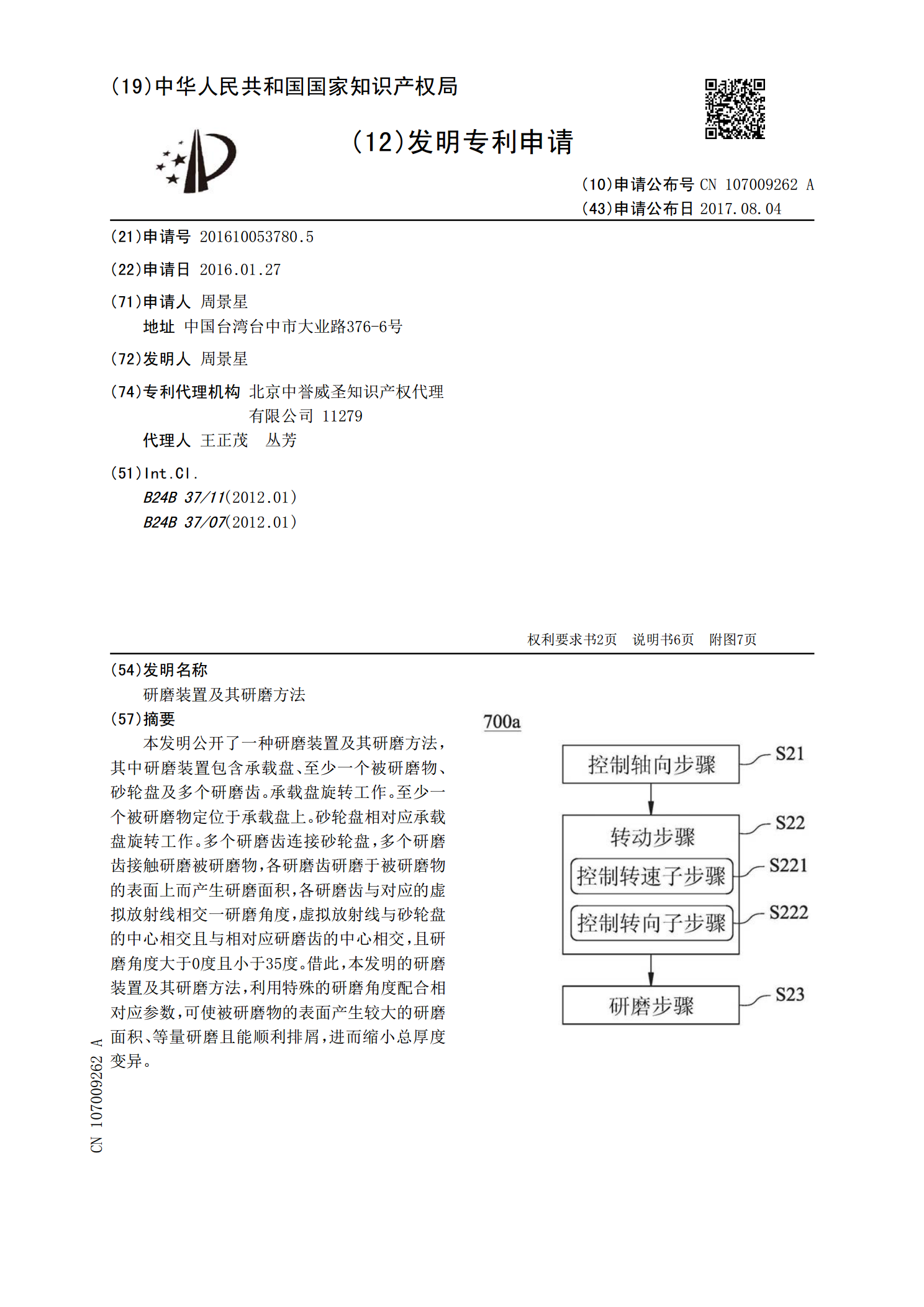
本发明公开了一种研磨装置及其研磨方法,其中研磨装置包含承载盘、至少一个被研磨物、砂轮盘及多个研磨齿。承载盘旋转工作。至少一个被研磨物定位于承载盘上。砂轮盘相对应承载盘旋转工作。多个研磨齿连接砂轮盘,多个研磨齿接触研磨被研磨物,各研磨齿研磨于被研磨物的表面上而产生研磨面积,各研磨齿与对应的虚拟放射线相交一研磨角度,虚拟放射线与砂轮盘的中心相交且与相对应研磨齿的中心相交,且研磨角度大于0度且小于35度。借此,本发明的研磨装置及其研磨方法,利用特殊的研磨角度配合相对应参数,可使被研磨物的表面产生较大的研磨面积、
一种硅片研磨装置及其研磨方法.pdf
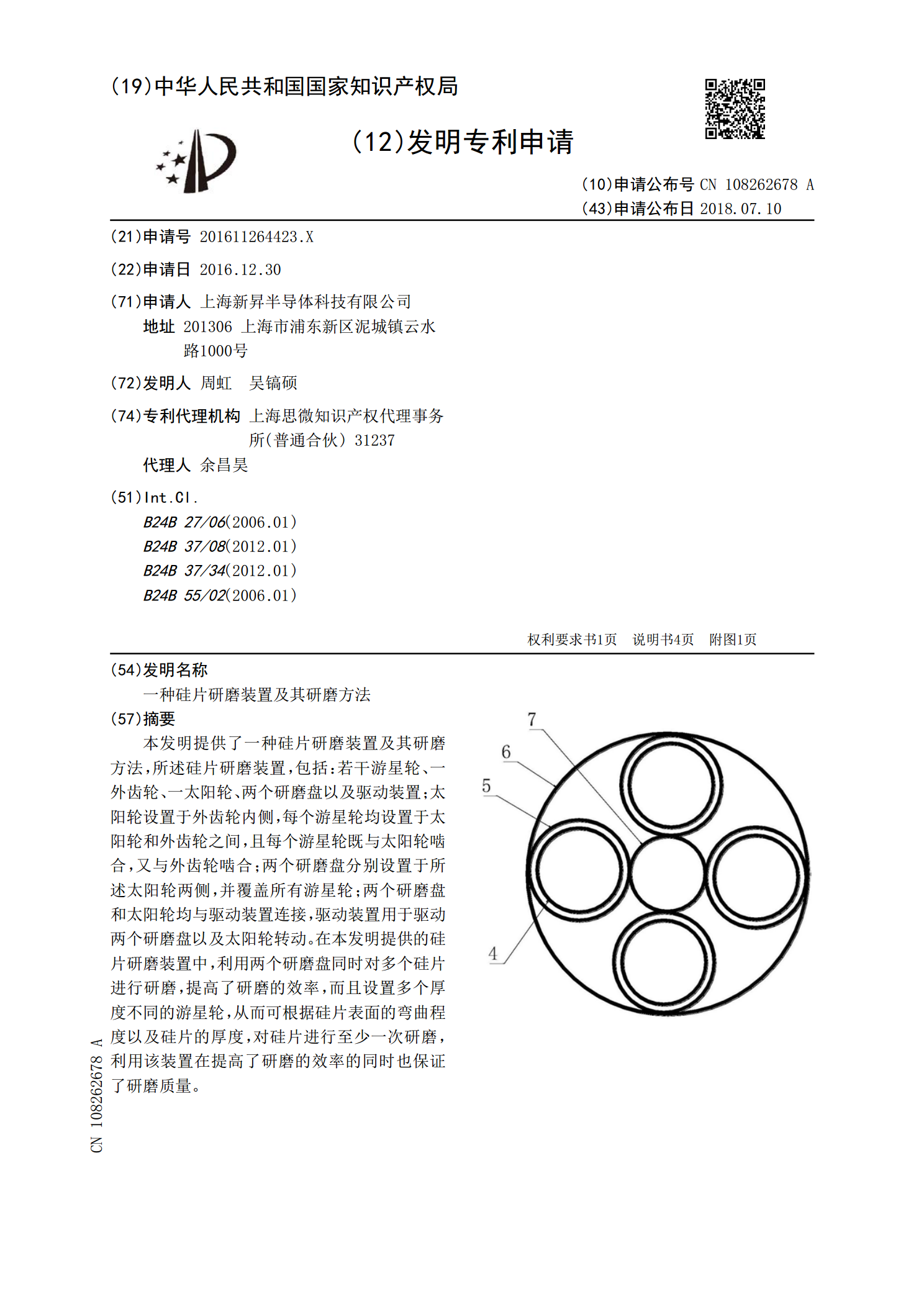
本发明提供了一种硅片研磨装置及其研磨方法,所述硅片研磨装置,包括:若干游星轮、一外齿轮、一太阳轮、两个研磨盘以及驱动装置;太阳轮设置于外齿轮内侧,每个游星轮均设置于太阳轮和外齿轮之间,且每个游星轮既与太阳轮啮合,又与外齿轮啮合;两个研磨盘分别设置于所述太阳轮两侧,并覆盖所有游星轮;两个研磨盘和太阳轮均与驱动装置连接,驱动装置用于驱动两个研磨盘以及太阳轮转动。在本发明提供的硅片研磨装置中,利用两个研磨盘同时对多个硅片进行研磨,提高了研磨的效率,而且设置多个厚度不同的游星轮,从而可根据硅片表面的弯曲程度以及硅