
铰接螺栓加工工艺.pdf

论文****轩吖

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铰接螺栓加工工艺.pdf
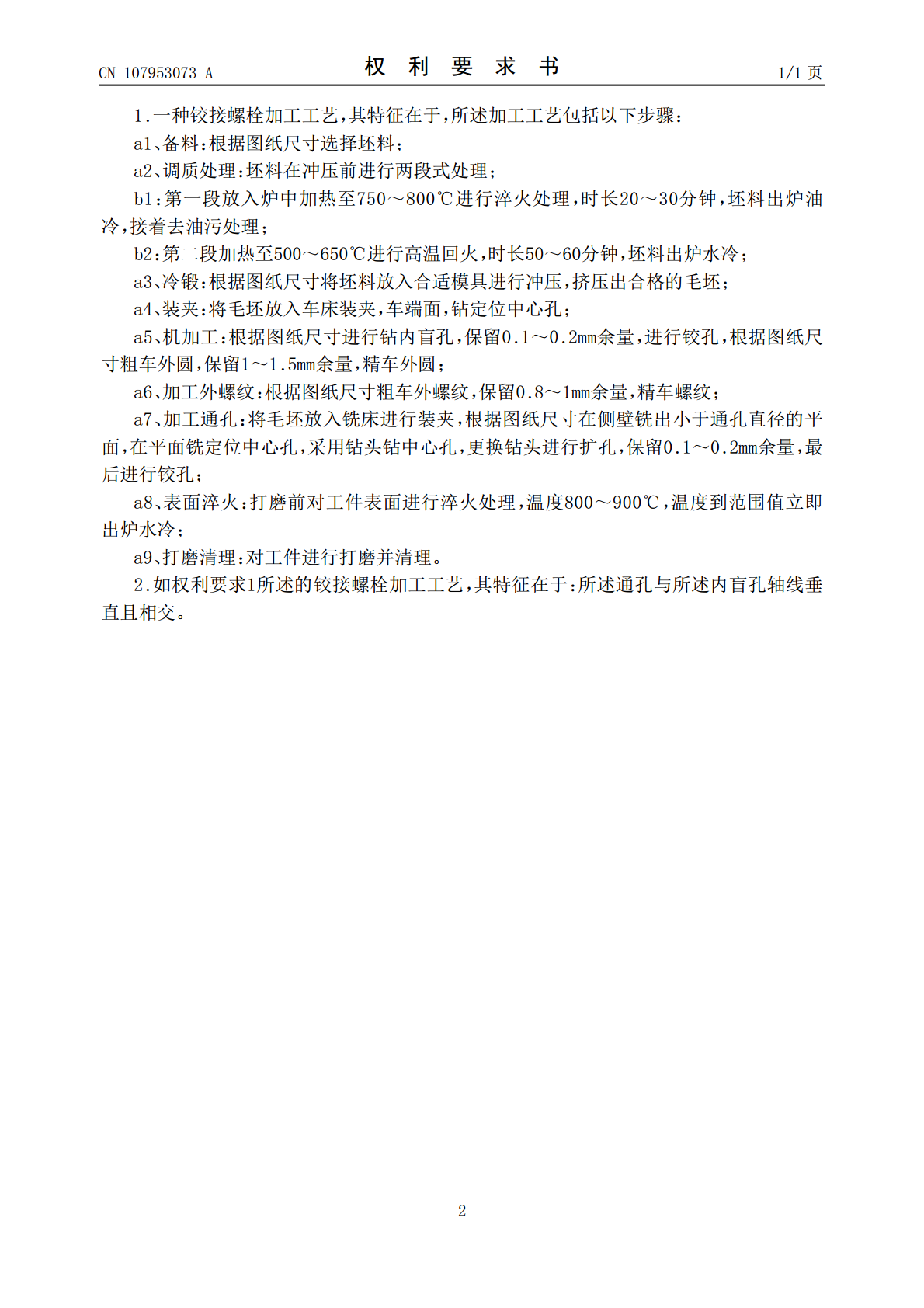
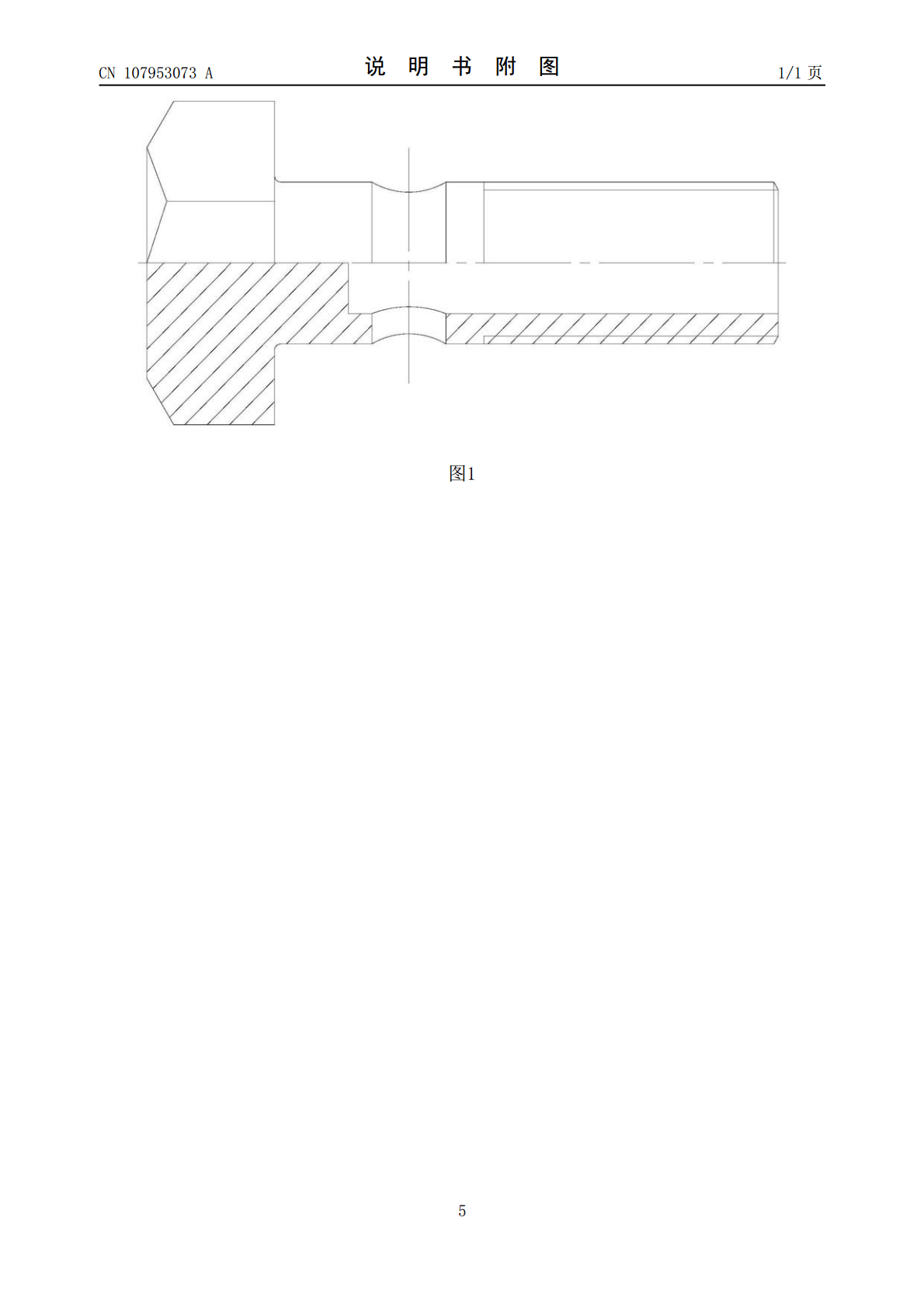
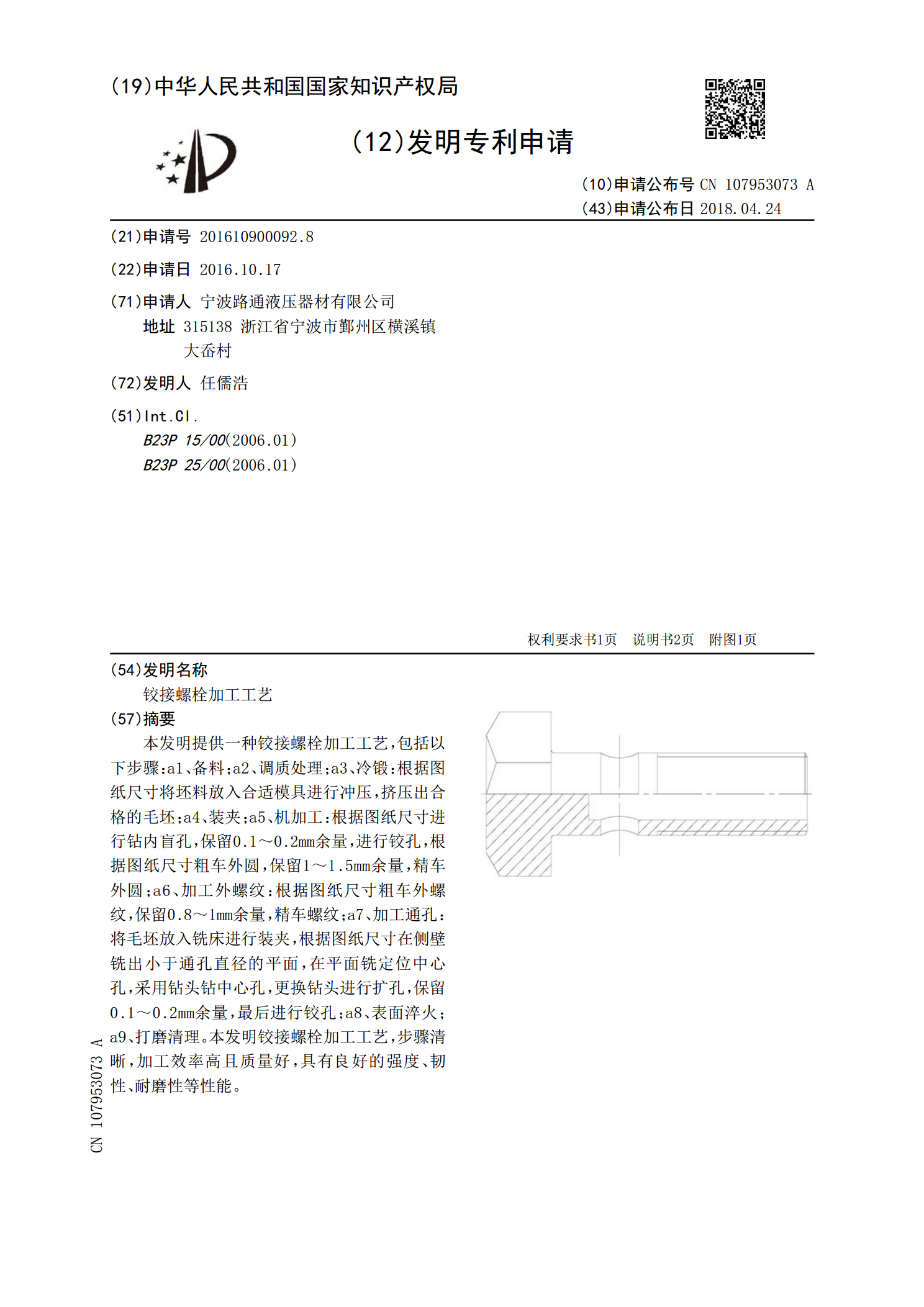
本发明提供一种铰接螺栓加工工艺,包括以下步骤:a1、备料;a2、调质处理;a3、冷锻:根据图纸尺寸将坯料放入合适模具进行冲压,挤压出合格的毛坯;a4、装夹;a5、机加工:根据图纸尺寸进行钻内盲孔,保留0.1~0.2mm余量,进行铰孔,根据图纸尺寸粗车外圆,保留1~1.5mm余量,精车外圆;a6、加工外螺纹:根据图纸尺寸粗车外螺纹,保留0.8~1mm余量,精车螺纹;a7、加工通孔:将毛坯放入铣床进行装夹,根据图纸尺寸在侧壁铣出小于通孔直径的平面,在平面铣定位中心孔,采用钻头钻中心孔,更换钻头进行扩孔,保留0
一种铰接螺栓加工中心机.pdf
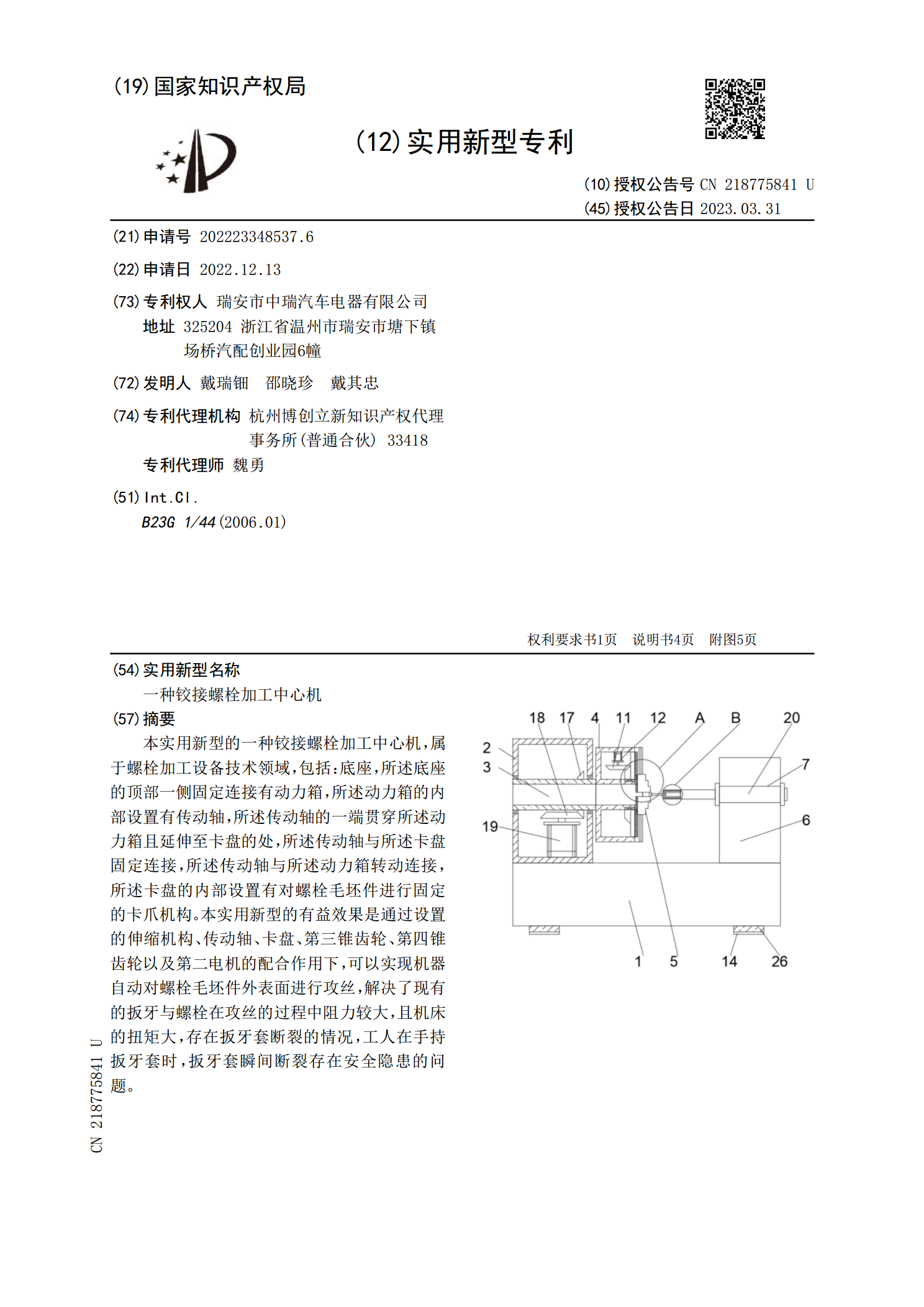
本实用新型的一种铰接螺栓加工中心机,属于螺栓加工设备技术领域,包括:底座,所述底座的顶部一侧固定连接有动力箱,所述动力箱的内部设置有传动轴,所述传动轴的一端贯穿所述动力箱且延伸至卡盘的处,所述传动轴与所述卡盘固定连接,所述传动轴与所述动力箱转动连接,所述卡盘的内部设置有对螺栓毛坯件进行固定的卡爪机构。本实用新型的有益效果是通过设置的伸缩机构、传动轴、卡盘、第三锥齿轮、第四锥齿轮以及第二电机的配合作用下,可以实现机器自动对螺栓毛坯件外表面进行攻丝,解决了现有的扳牙与螺栓在攻丝的过程中阻力较大,且机床的扭矩大
螺栓加工工艺.pdf
本发明提供一种螺栓加工工艺,包括以下步骤:a1、备料;a2、退火:对坯料进行去完全退火,在炉中加热至750~800℃,时长2~3小时,坯料随炉冷至500℃即出炉空冷;a3、热锻:锻打出螺栓头;a4、酸洗:酸洗过程工艺:盐酸→水洗→草洗→水洗(60‑80℃)→磷酸盐→水洗→润滑剂;a5、三次冲压:在室温下,第一次冲压出螺杆,选用125~160吨液压冲床,第二次冲压出螺纹,选用63~80吨液压冲床,第三次选用Z28系列滚丝机加工螺纹;a6、热处理:对螺栓进行淬火处理后油冷,并在去油污处理后回火处理,最后出炉水

螺栓加工工艺.doc
螺丝生产工艺(一)--退火一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。二、作业流程:(一)、入料:将需要处理的产品吊放炉内,注意炉盖应盖紧。一般一炉可同时处理7卷(约1.2吨/卷)。(二)、升温:将炉内温度缓慢(约3-4小时)升至规定温度。(三)、保温:材质1018、1022线材在680℃-715℃下保持4-6h,材质为10B21,1039,CH38F线材在740℃-760℃下保持5.5-7.5h。(四)、降温:将炉内温度缓慢(约3-4小时)降

螺栓加工工艺.doc
螺栓加工工艺生产流程(一)、盘元:1、盘元是指自厂商购进原始盘条,一个盘元主要包括以下几个方面的参数:A、厂牌B、品名C、规格D、材质E、炉号或批号F、数目/重量2、钢中的主要化学成份有:C、Mn、P、S、Si、Cu、Al,其中Al、Cu的含量越低越好。(二)、退火:消除线材加工内应力,增加其可铸造性。(三)、酸洗:除往线材表面的一层氧化膜,同时对线材进行表面润滑,以利抽线。(四)、抽线:为了达到我们需要的线材直径。(五)、打头(成型)及辗牙:完成产品外形,并加以牙形的塑造。(六)、热处理:改变螺丝的机械