
一种铰接螺栓加工中心机.pdf

努力****元恺


1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铰接螺栓加工中心机.pdf
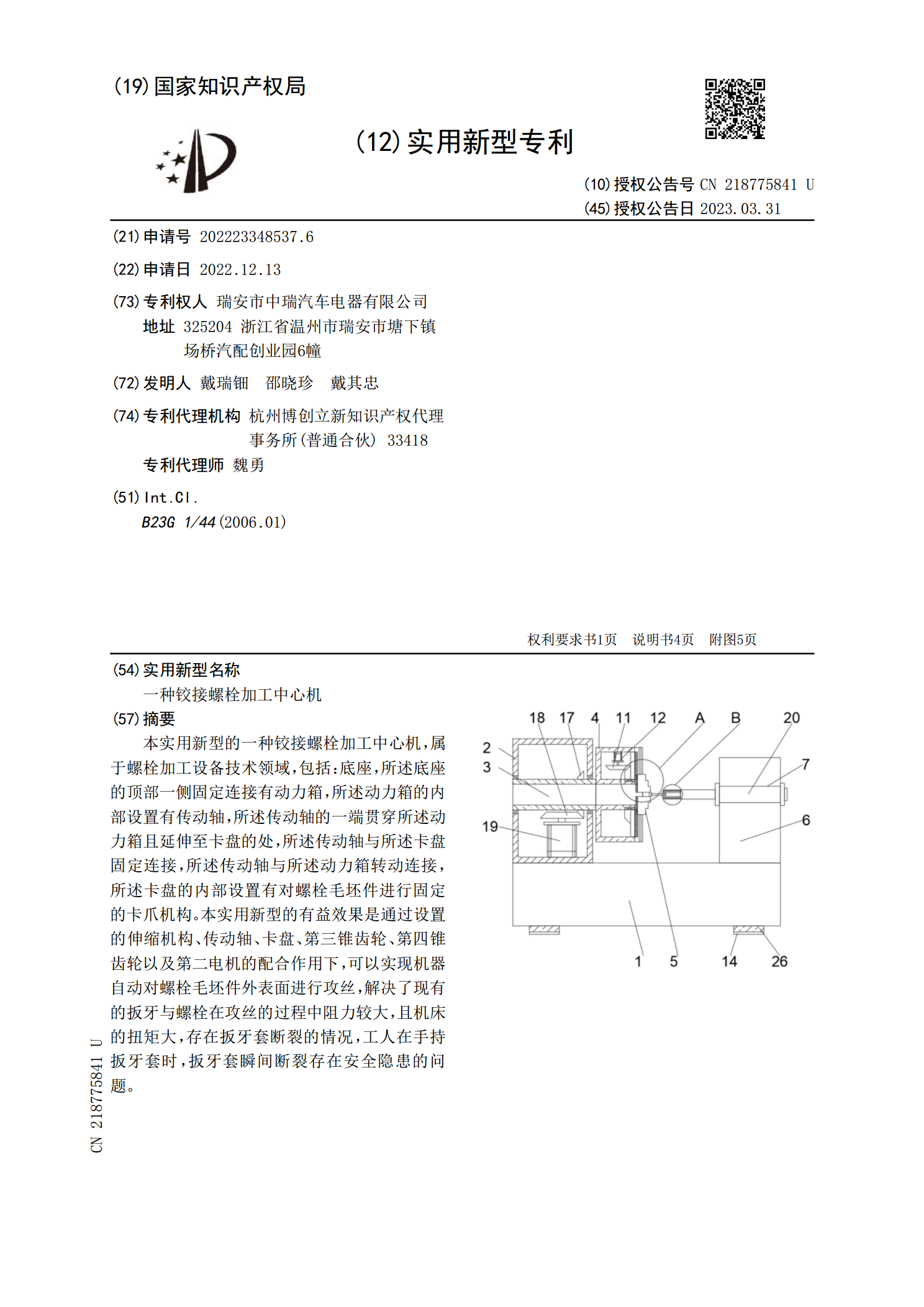
本实用新型的一种铰接螺栓加工中心机,属于螺栓加工设备技术领域,包括:底座,所述底座的顶部一侧固定连接有动力箱,所述动力箱的内部设置有传动轴,所述传动轴的一端贯穿所述动力箱且延伸至卡盘的处,所述传动轴与所述卡盘固定连接,所述传动轴与所述动力箱转动连接,所述卡盘的内部设置有对螺栓毛坯件进行固定的卡爪机构。本实用新型的有益效果是通过设置的伸缩机构、传动轴、卡盘、第三锥齿轮、第四锥齿轮以及第二电机的配合作用下,可以实现机器自动对螺栓毛坯件外表面进行攻丝,解决了现有的扳牙与螺栓在攻丝的过程中阻力较大,且机床的扭矩大
铰接螺栓加工工艺.pdf
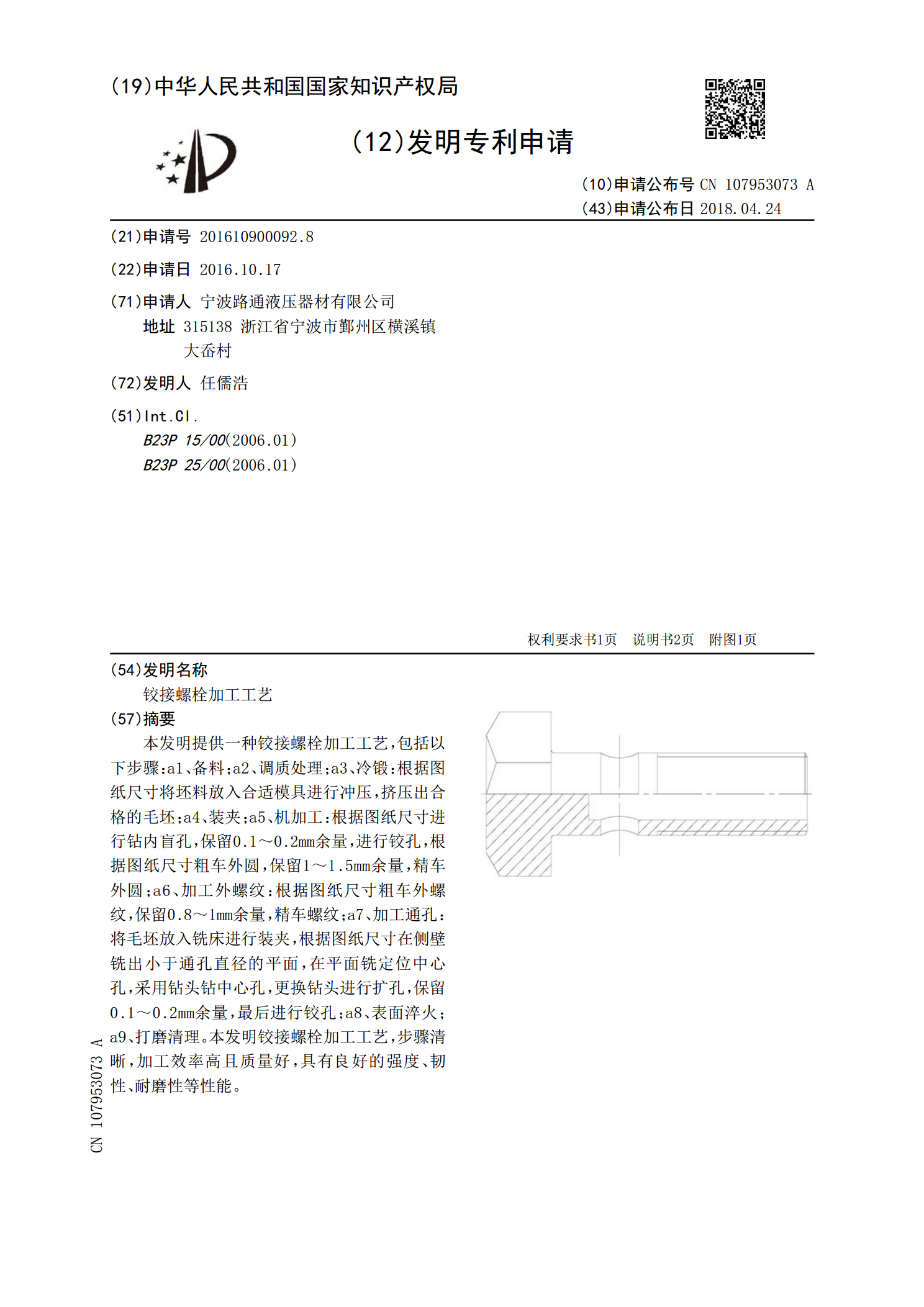
本发明提供一种铰接螺栓加工工艺,包括以下步骤:a1、备料;a2、调质处理;a3、冷锻:根据图纸尺寸将坯料放入合适模具进行冲压,挤压出合格的毛坯;a4、装夹;a5、机加工:根据图纸尺寸进行钻内盲孔,保留0.1~0.2mm余量,进行铰孔,根据图纸尺寸粗车外圆,保留1~1.5mm余量,精车外圆;a6、加工外螺纹:根据图纸尺寸粗车外螺纹,保留0.8~1mm余量,精车螺纹;a7、加工通孔:将毛坯放入铣床进行装夹,根据图纸尺寸在侧壁铣出小于通孔直径的平面,在平面铣定位中心孔,采用钻头钻中心孔,更换钻头进行扩孔,保留0
一种球铰接头加工工艺.pdf
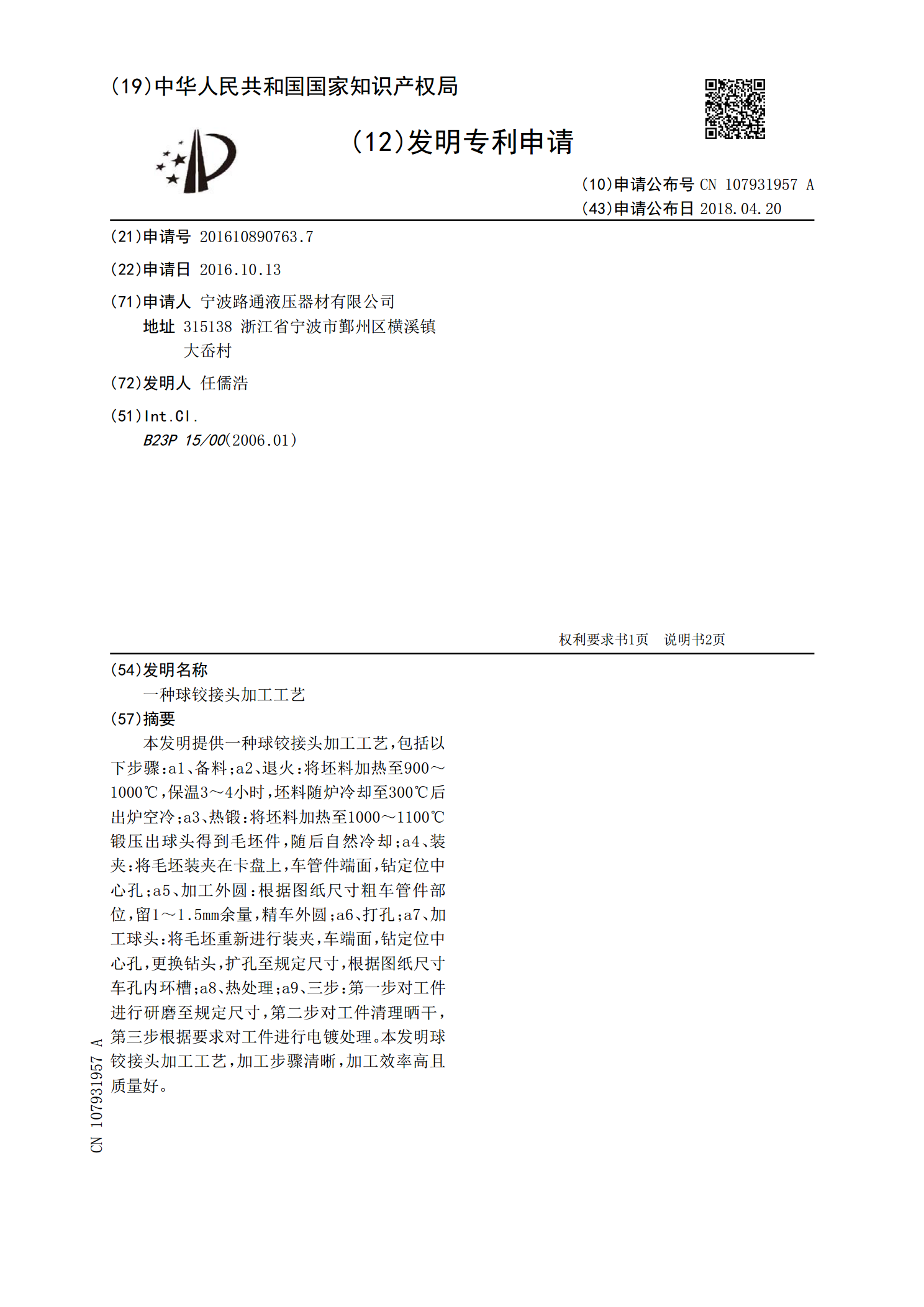
本发明提供一种球铰接头加工工艺,包括以下步骤:a1、备料;a2、退火:将坯料加热至900~1000℃,保温3~4小时,坯料随炉冷却至300℃后出炉空冷;a3、热锻:将坯料加热至1000~1100℃锻压出球头得到毛坯件,随后自然冷却;a4、装夹:将毛坯装夹在卡盘上,车管件端面,钻定位中心孔;a5、加工外圆:根据图纸尺寸粗车管件部位,留1~1.5mm余量,精车外圆;a6、打孔;a7、加工球头:将毛坯重新进行装夹,车端面,钻定位中心孔,更换钻头,扩孔至规定尺寸,根据图纸尺寸车孔内环槽;a8、热处理;a9、三步:
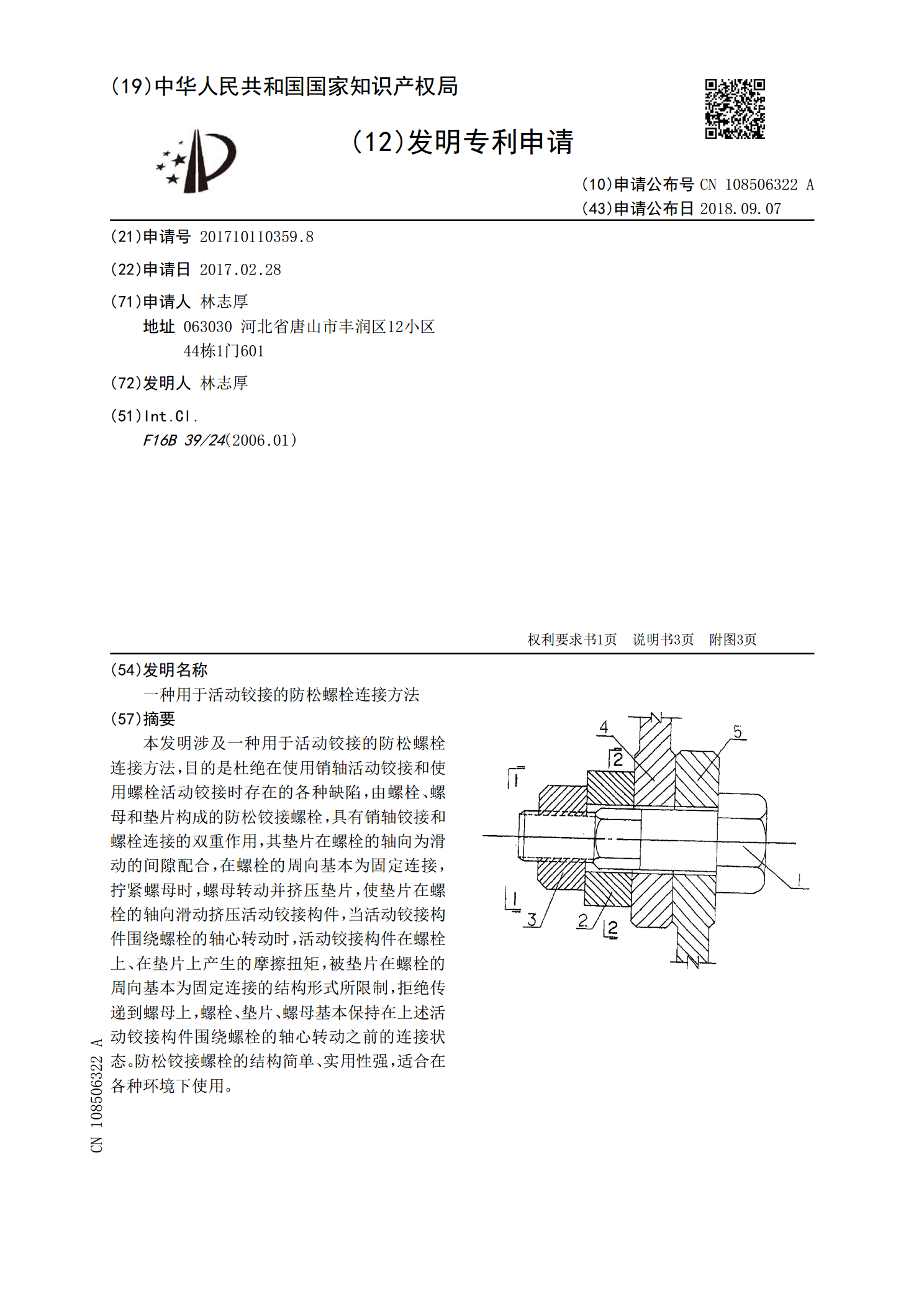
一种用于活动铰接的防松螺栓连接方法.pdf
本发明涉及一种用于活动铰接的防松螺栓连接方法,目的是杜绝在使用销轴活动铰接和使用螺栓活动铰接时存在的各种缺陷,由螺栓、螺母和垫片构成的防松铰接螺栓,具有销轴铰接和螺栓连接的双重作用,其垫片在螺栓的轴向为滑动的间隙配合,在螺栓的周向基本为固定连接,拧紧螺母时,螺母转动并挤压垫片,使垫片在螺栓的轴向滑动挤压活动铰接构件,当活动铰接构件围绕螺栓的轴心转动时,活动铰接构件在螺栓上、在垫片上产生的摩擦扭矩,被垫片在螺栓的周向基本为固定连接的结构形式所限制,拒绝传递到螺母上,螺栓、垫片、螺母基本保持在上述活动铰接构件
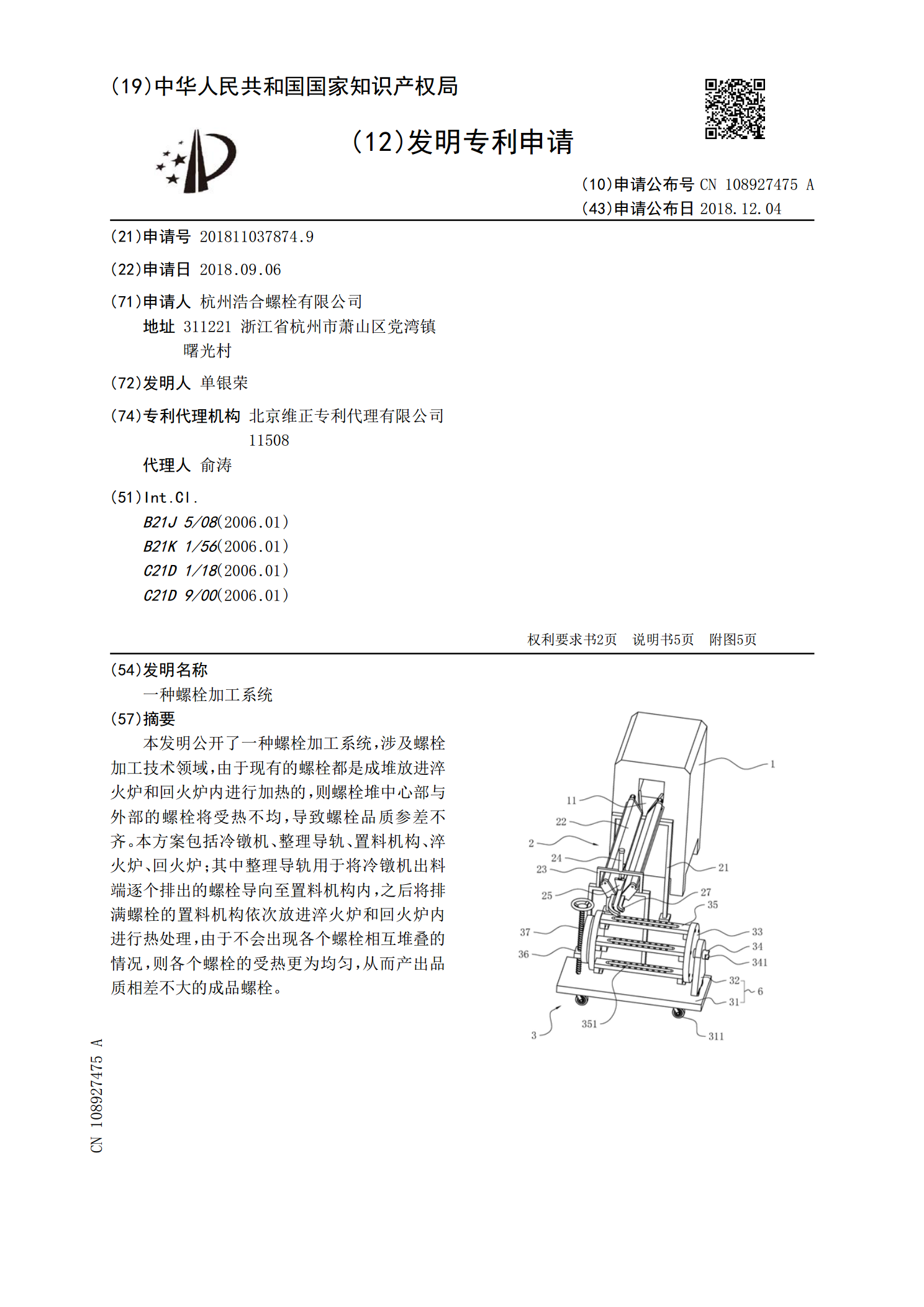
一种螺栓加工系统.pdf
本发明公开了一种螺栓加工系统,涉及螺栓加工技术领域,由于现有的螺栓都是成堆放进淬火炉和回火炉内进行加热的,则螺栓堆中心部与外部的螺栓将受热不均,导致螺栓品质参差不齐。本方案包括冷镦机、整理导轨、置料机构、淬火炉、回火炉;其中整理导轨用于将冷镦机出料端逐个排出的螺栓导向至置料机构内,之后将排满螺栓的置料机构依次放进淬火炉和回火炉内进行热处理,由于不会出现各个螺栓相互堆叠的情况,则各个螺栓的受热更为均匀,从而产出品质相差不大的成品螺栓。