
一种控制棒驱动机构盲孔棒行程套管加工方法及装置.pdf

一只****呀9

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种控制棒驱动机构盲孔棒行程套管加工方法及装置.pdf
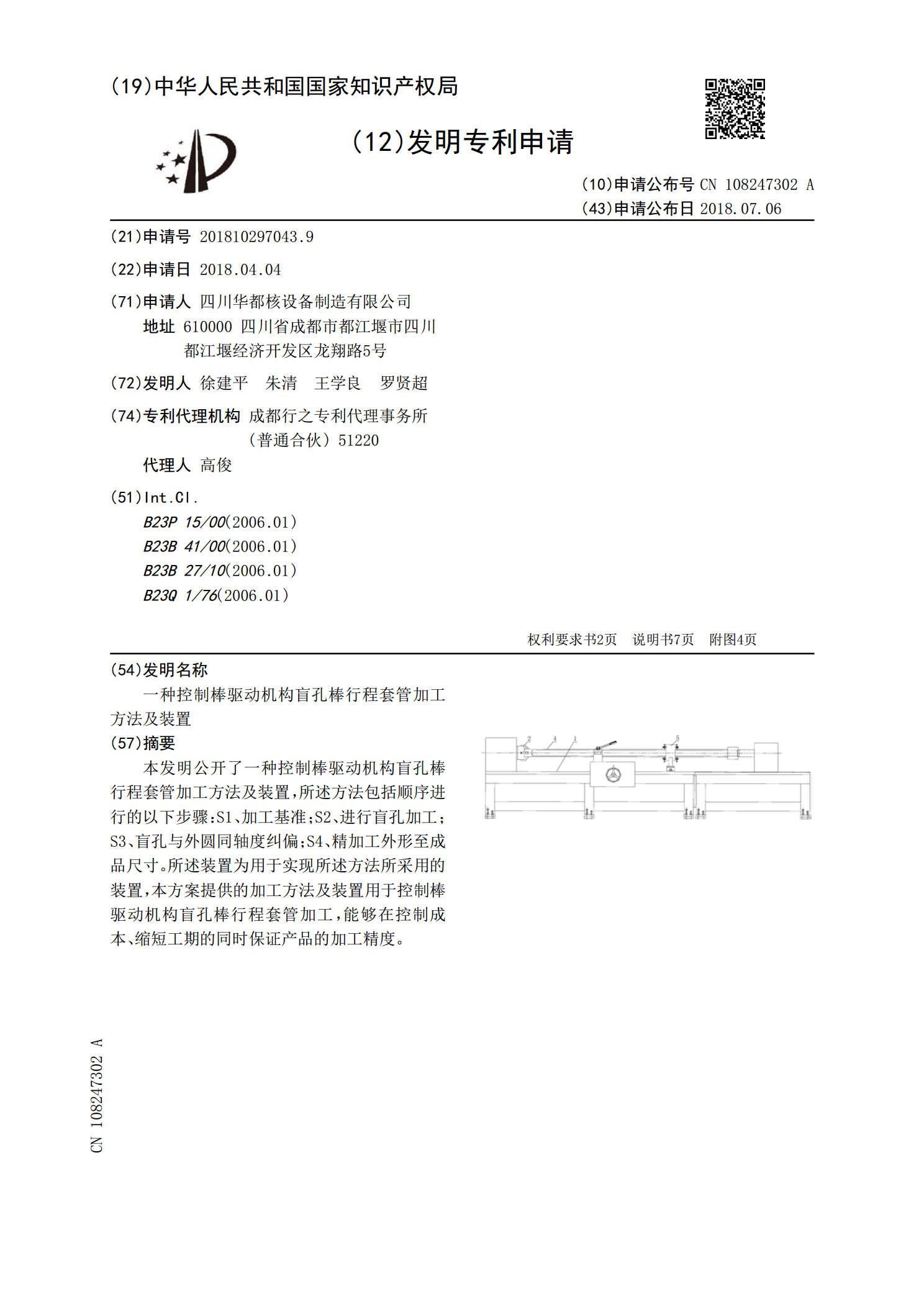
本发明公开了一种控制棒驱动机构盲孔棒行程套管加工方法及装置,所述方法包括顺序进行的以下步骤:S1、加工基准;S2、进行盲孔加工;S3、盲孔与外圆同轴度纠偏;S4、精加工外形至成品尺寸。所述装置为用于实现所述方法所采用的装置,本方案提供的加工方法及装置用于控制棒驱动机构盲孔棒行程套管加工,能够在控制成本、缩短工期的同时保证产品的加工精度。
压水堆控制棒驱动机构盲孔棒行程壳体及加工方法.pdf
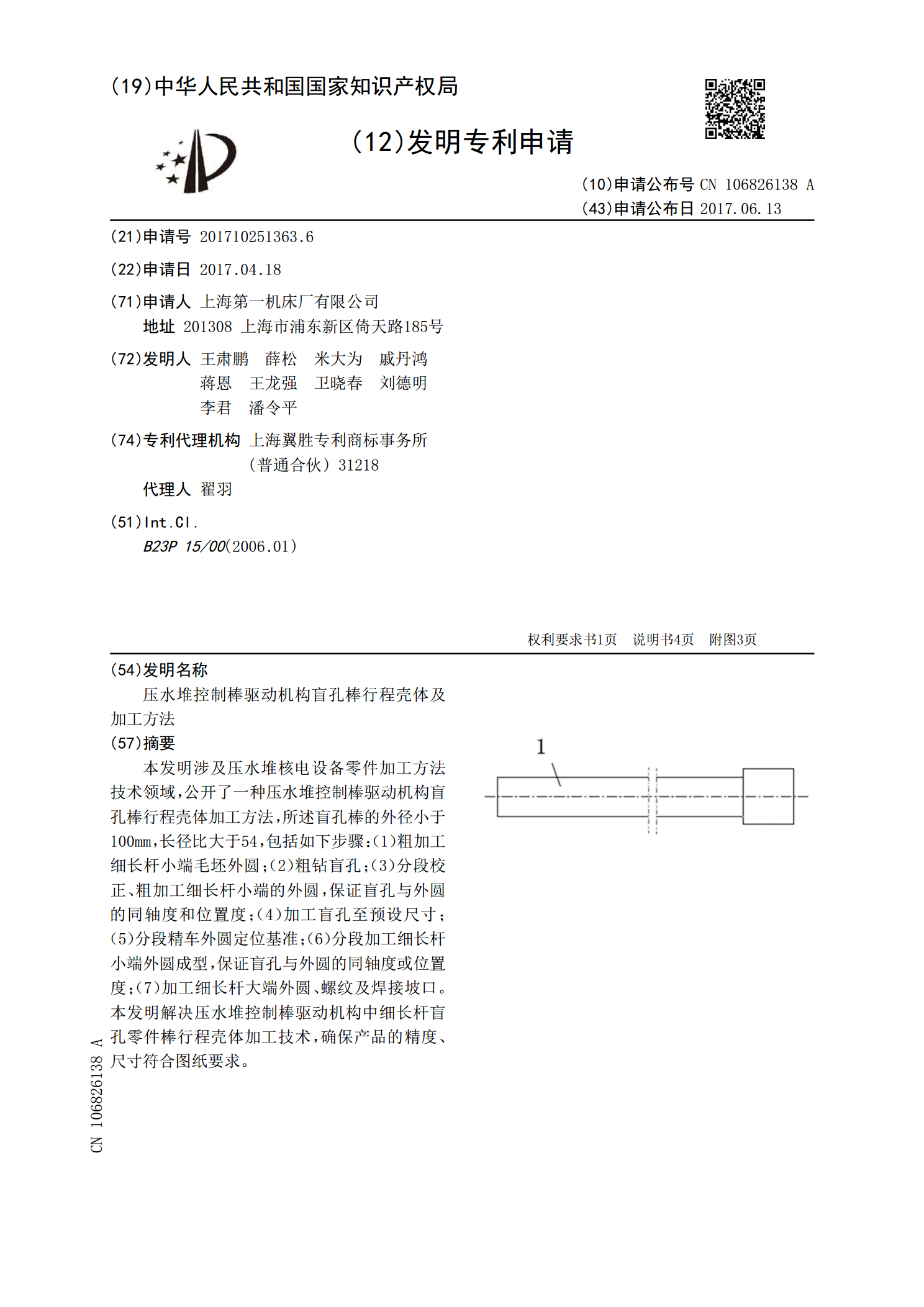
本发明涉及压水堆核电设备零件加工方法技术领域,公开了一种压水堆控制棒驱动机构盲孔棒行程壳体加工方法,所述盲孔棒的外径小于100mm,长径比大于54,包括如下步骤:(1)粗加工细长杆小端毛坯外圆;(2)粗钻盲孔;(3)分段校正、粗加工细长杆小端的外圆,保证盲孔与外圆的同轴度和位置度;(4)加工盲孔至预设尺寸;(5)分段精车外圆定位基准;(6)分段加工细长杆小端外圆成型,保证盲孔与外圆的同轴度或位置度;(7)加工细长杆大端外圆、螺纹及焊接坡口。本发明解决压水堆控制棒驱动机构中细长杆盲孔零件棒行程壳体加工技术,

核电站控制棒驱动机构行程套管及其制备方法.pdf
本发明公开了一种核电站控制棒驱动机构行程套管的制备方法,其包括以下步骤:1)选取原料并通过电炉冶炼+AOD精炼+LF炉精炼,获得钢水;2)将钢水浇注成电极;3)将电极电渣重熔获得钢锭,其中,以重量百分比计,钢锭含有≤0.035%C、≤1.00%Si、≤2.00%Mn、≤0.030%P、≤0.015%S、18.50~20.00%Cr、9.00~10.00%Ni、≤0.080%N、≤1.00%Cu、≤0.10%Co、≤0.001%B、≤0.05%Al和余量Fe;4)锻造钢锭毛坯,热处理后进行机加工;以及5)经
核电站控制棒驱动机构套管轴及其制备方法.pdf
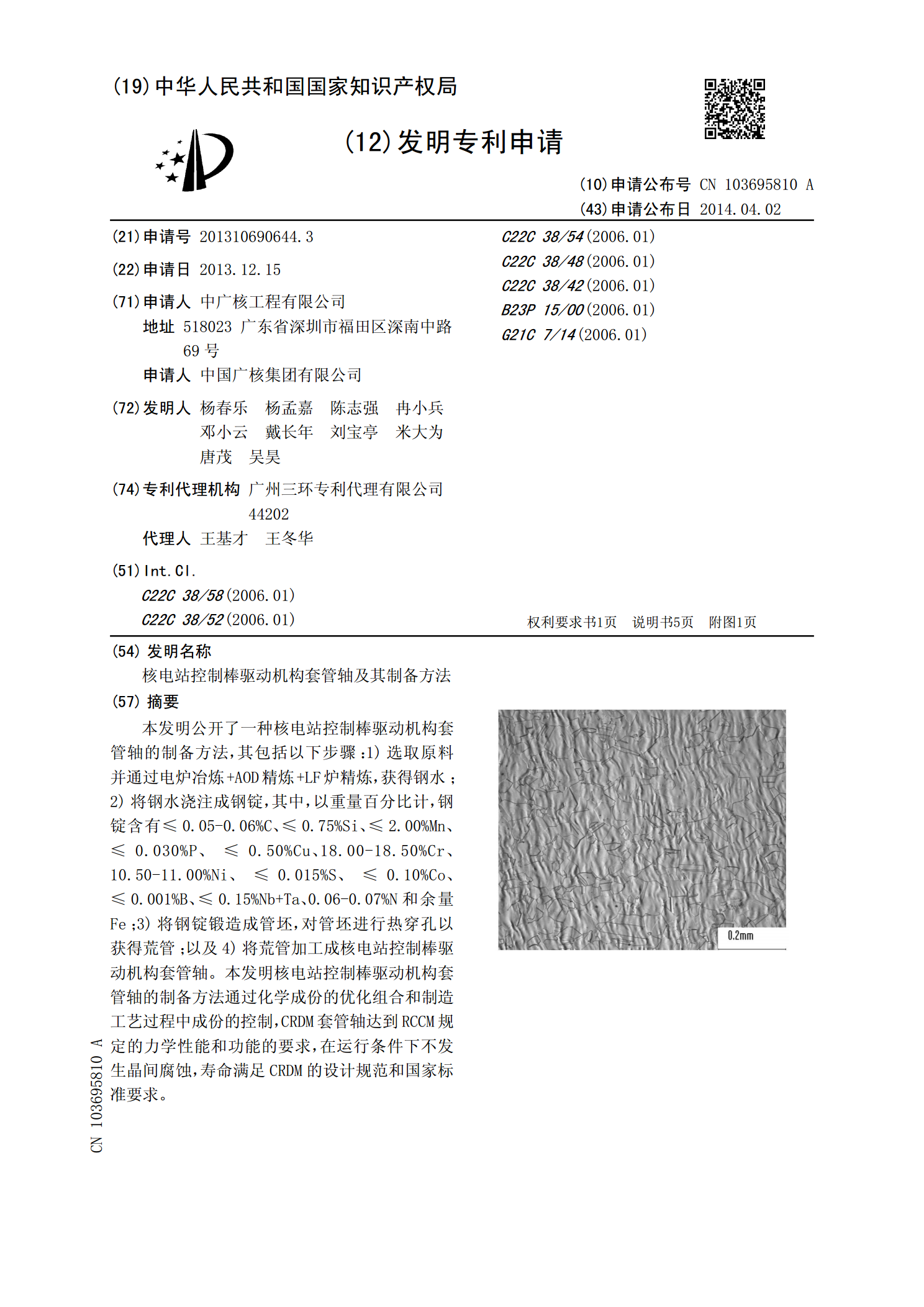
本发明公开了一种核电站控制棒驱动机构套管轴的制备方法,其包括以下步骤:1)选取原料并通过电炉冶炼+AOD精炼+LF炉精炼,获得钢水;2)将钢水浇注成钢锭,其中,以重量百分比计,钢锭含有≤0.05-0.06%C、≤0.75%Si、≤2.00%Mn、≤0.030%P、≤0.50%Cu、18.00-18.50%Cr、10.50-11.00%Ni、≤0.015%S、≤0.10%Co、≤0.001%B、≤0.15%Nb+Ta、0.06-0.07%N和余量Fe;3)将钢锭锻造成管坯,对管坯进行热穿孔以获得荒管;以及4
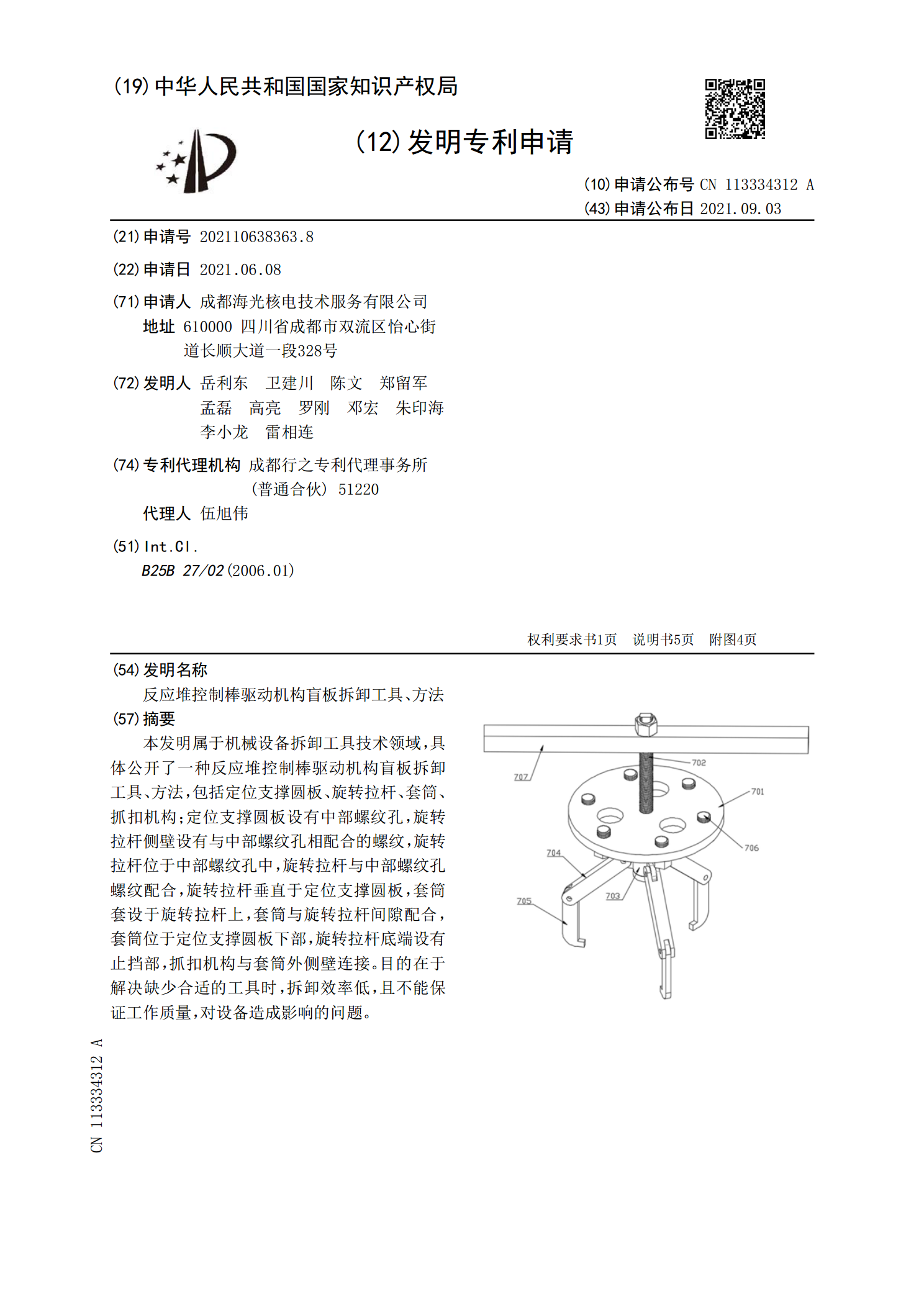
反应堆控制棒驱动机构盲板拆卸工具、方法.pdf
本发明属于机械设备拆卸工具技术领域,具体公开了一种反应堆控制棒驱动机构盲板拆卸工具、方法,包括定位支撑圆板、旋转拉杆、套筒、抓扣机构;定位支撑圆板设有中部螺纹孔,旋转拉杆侧壁设有与中部螺纹孔相配合的螺纹,旋转拉杆位于中部螺纹孔中,旋转拉杆与中部螺纹孔螺纹配合,旋转拉杆垂直于定位支撑圆板,套筒套设于旋转拉杆上,套筒与旋转拉杆间隙配合,套筒位于定位支撑圆板下部,旋转拉杆底端设有止挡部,抓扣机构与套筒外侧壁连接。目的在于解决缺少合适的工具时,拆卸效率低,且不能保证工作质量,对设备造成影响的问题。