
核电站控制棒驱动机构套管轴及其制备方法.pdf

觅松****哥哥

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
核电站控制棒驱动机构套管轴及其制备方法.pdf
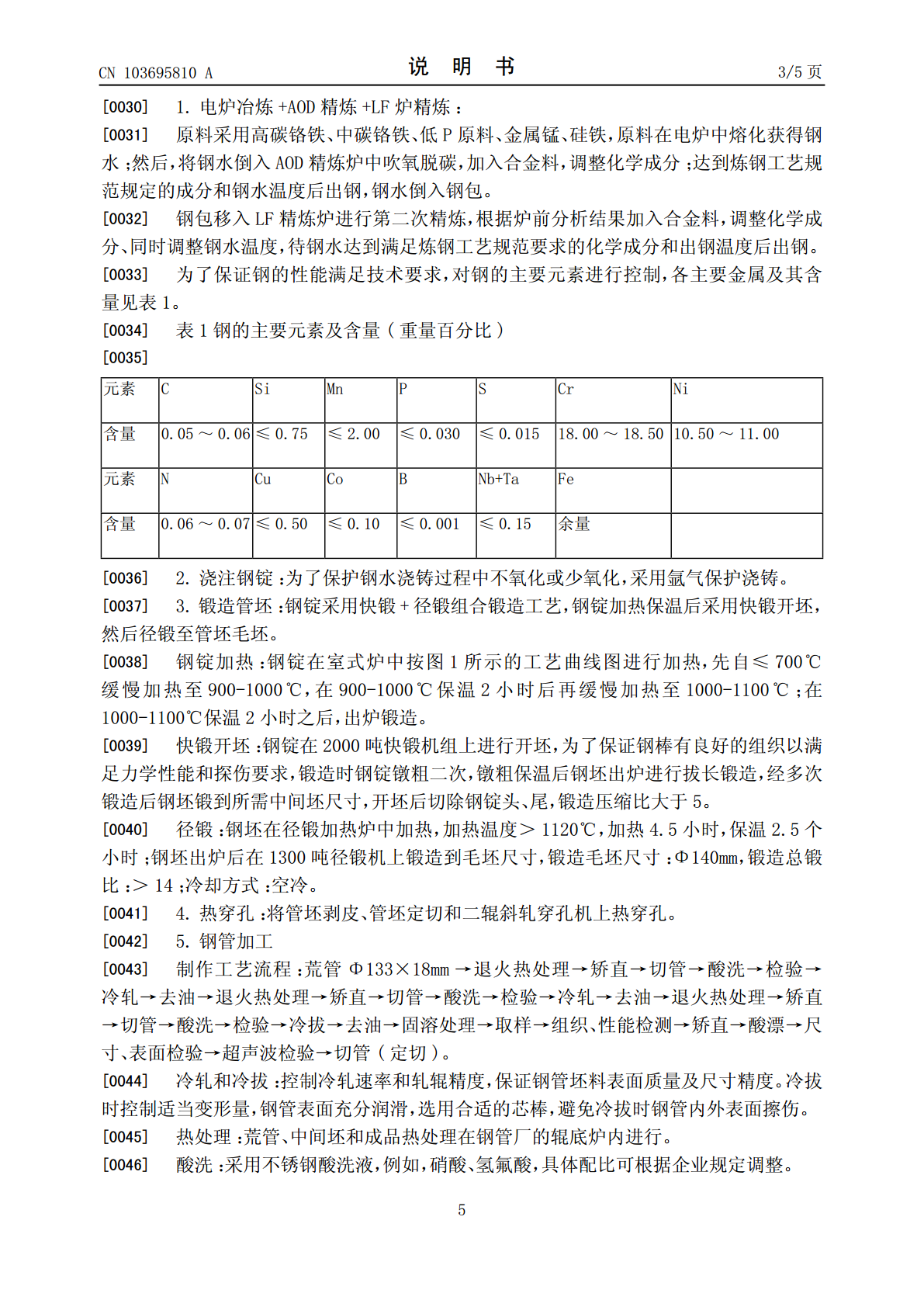
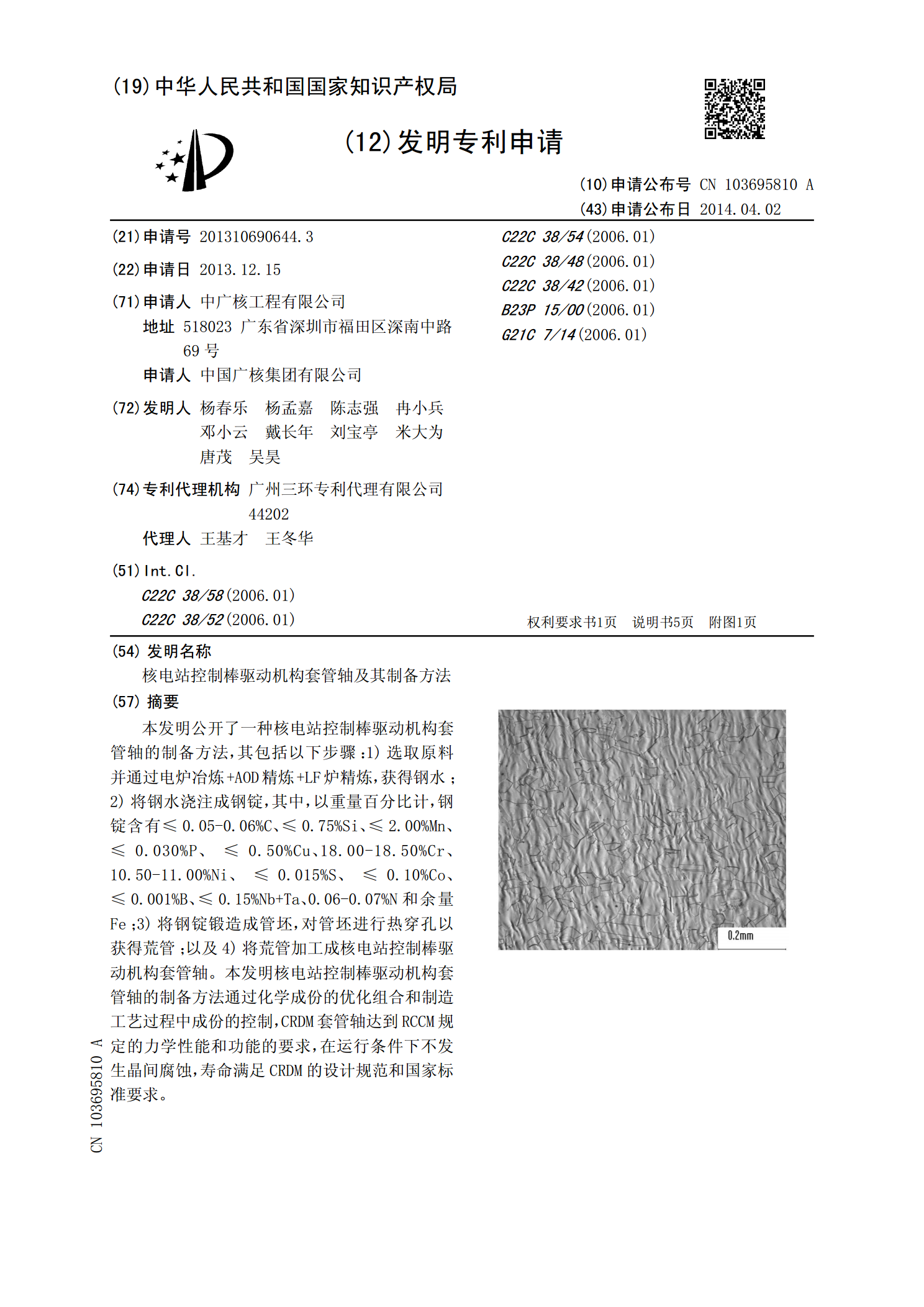
本发明公开了一种核电站控制棒驱动机构套管轴的制备方法,其包括以下步骤:1)选取原料并通过电炉冶炼+AOD精炼+LF炉精炼,获得钢水;2)将钢水浇注成钢锭,其中,以重量百分比计,钢锭含有≤0.05-0.06%C、≤0.75%Si、≤2.00%Mn、≤0.030%P、≤0.50%Cu、18.00-18.50%Cr、10.50-11.00%Ni、≤0.015%S、≤0.10%Co、≤0.001%B、≤0.15%Nb+Ta、0.06-0.07%N和余量Fe;3)将钢锭锻造成管坯,对管坯进行热穿孔以获得荒管;以及4

核电站控制棒驱动机构行程套管及其制备方法.pdf
本发明公开了一种核电站控制棒驱动机构行程套管的制备方法,其包括以下步骤:1)选取原料并通过电炉冶炼+AOD精炼+LF炉精炼,获得钢水;2)将钢水浇注成电极;3)将电极电渣重熔获得钢锭,其中,以重量百分比计,钢锭含有≤0.035%C、≤1.00%Si、≤2.00%Mn、≤0.030%P、≤0.015%S、18.50~20.00%Cr、9.00~10.00%Ni、≤0.080%N、≤1.00%Cu、≤0.10%Co、≤0.001%B、≤0.05%Al和余量Fe;4)锻造钢锭毛坯,热处理后进行机加工;以及5)经
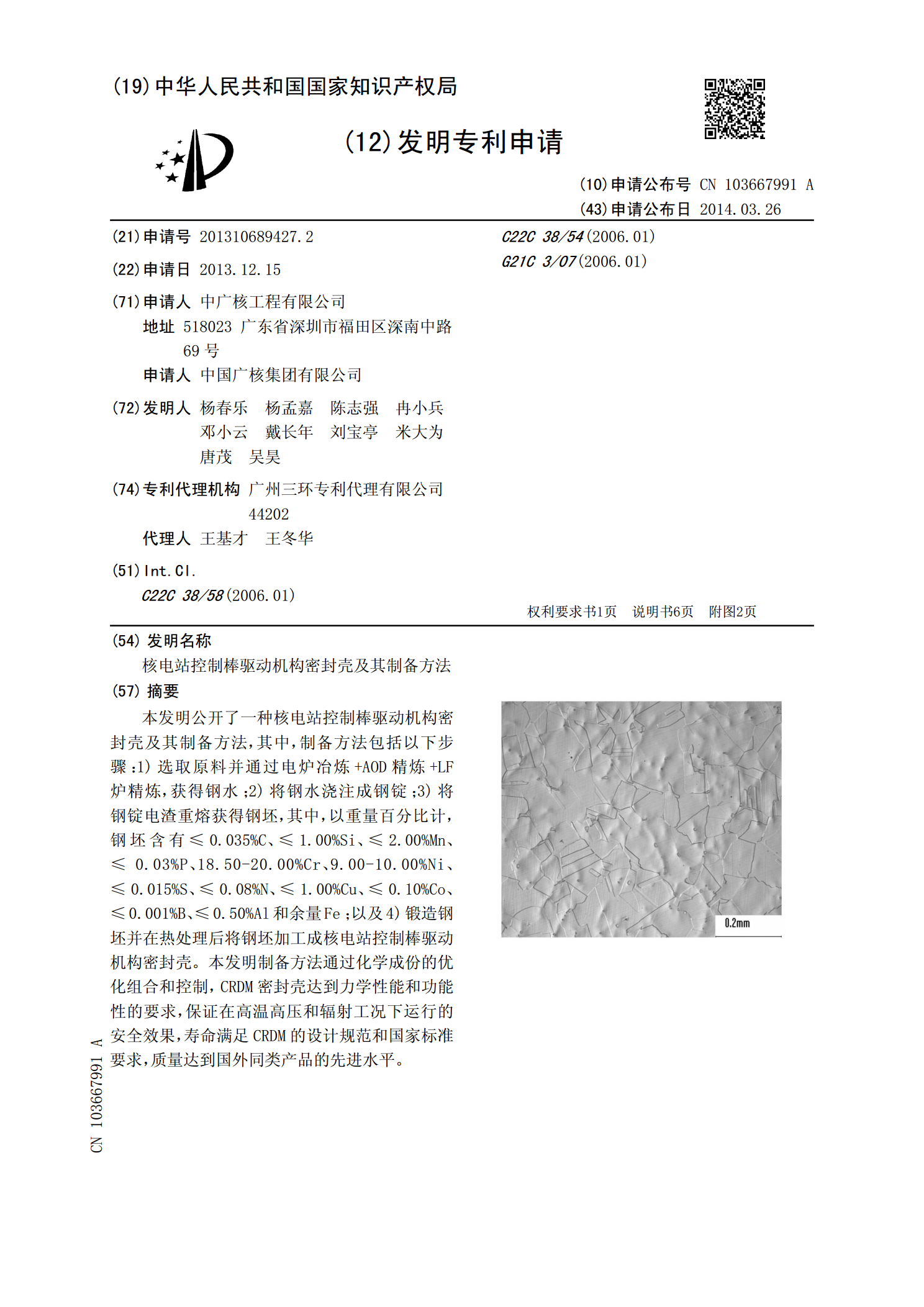
核电站控制棒驱动机构密封壳及其制备方法.pdf
本发明公开了一种核电站控制棒驱动机构密封壳及其制备方法,其中,制备方法包括以下步骤:1)选取原料并通过电炉冶炼+AOD精炼+LF炉精炼,获得钢水;2)将钢水浇注成钢锭;3)将钢锭电渣重熔获得钢坯,其中,以重量百分比计,钢坯含有≤0.035%C、≤1.00%Si、≤2.00%Mn、≤0.03%P、18.50-20.00%Cr、9.00-10.00%Ni、≤0.015%S、≤0.08%N、≤1.00%Cu、≤0.10%Co、≤0.001%B、≤0.50%Al和余量Fe;以及4)锻造钢坯并在热处理后将钢坯加工成
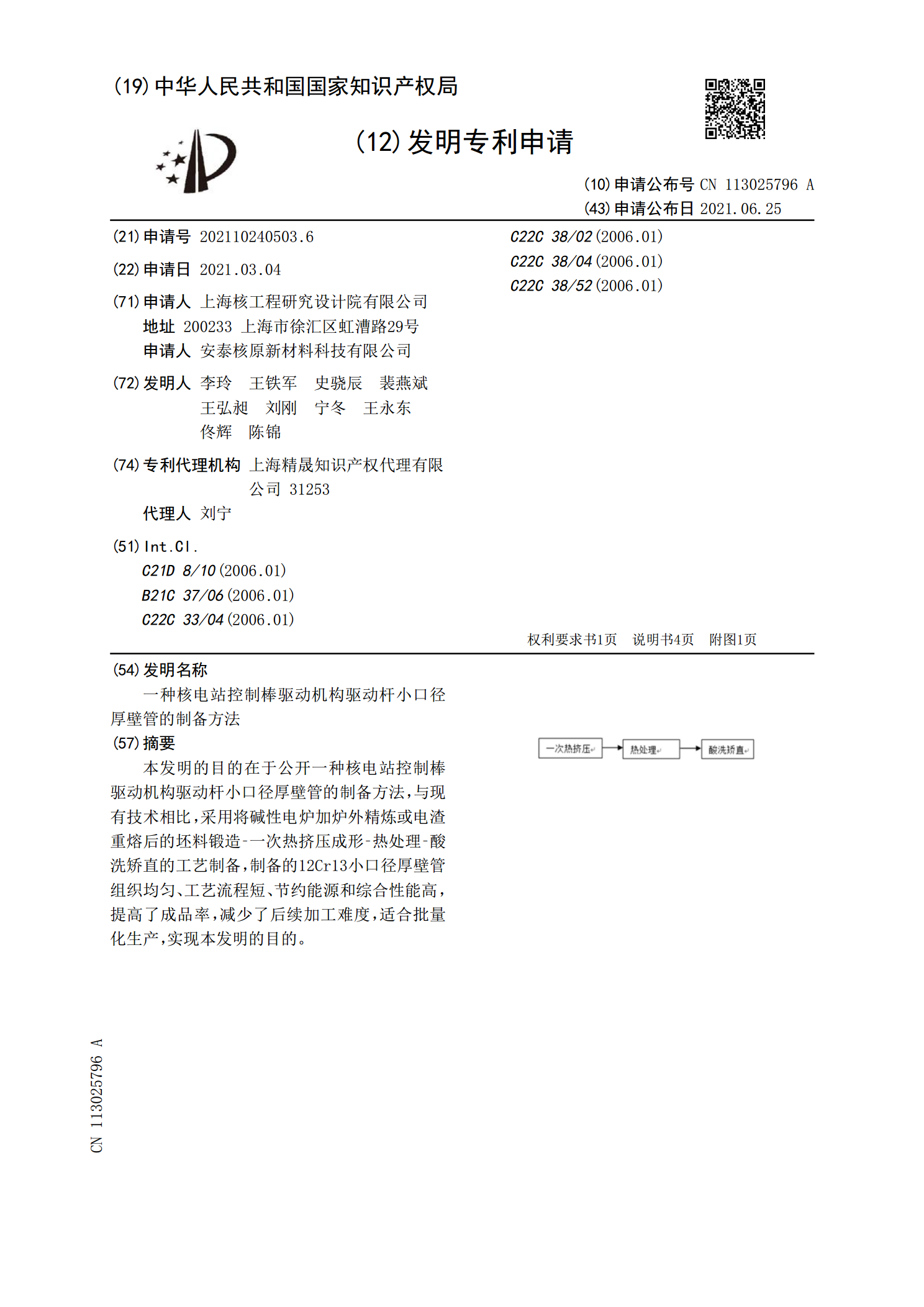
一种核电站控制棒驱动机构驱动杆小口径厚壁管的制备方法.pdf
本发明的目的在于公开一种核电站控制棒驱动机构驱动杆小口径厚壁管的制备方法,与现有技术相比,采用将碱性电炉加炉外精炼或电渣重熔后的坯料锻造‑一次热挤压成形‑热处理‑酸洗矫直的工艺制备,制备的12Cr13小口径厚壁管组织均匀、工艺流程短、节约能源和综合性能高,提高了成品率,减少了后续加工难度,适合批量化生产,实现本发明的目的。
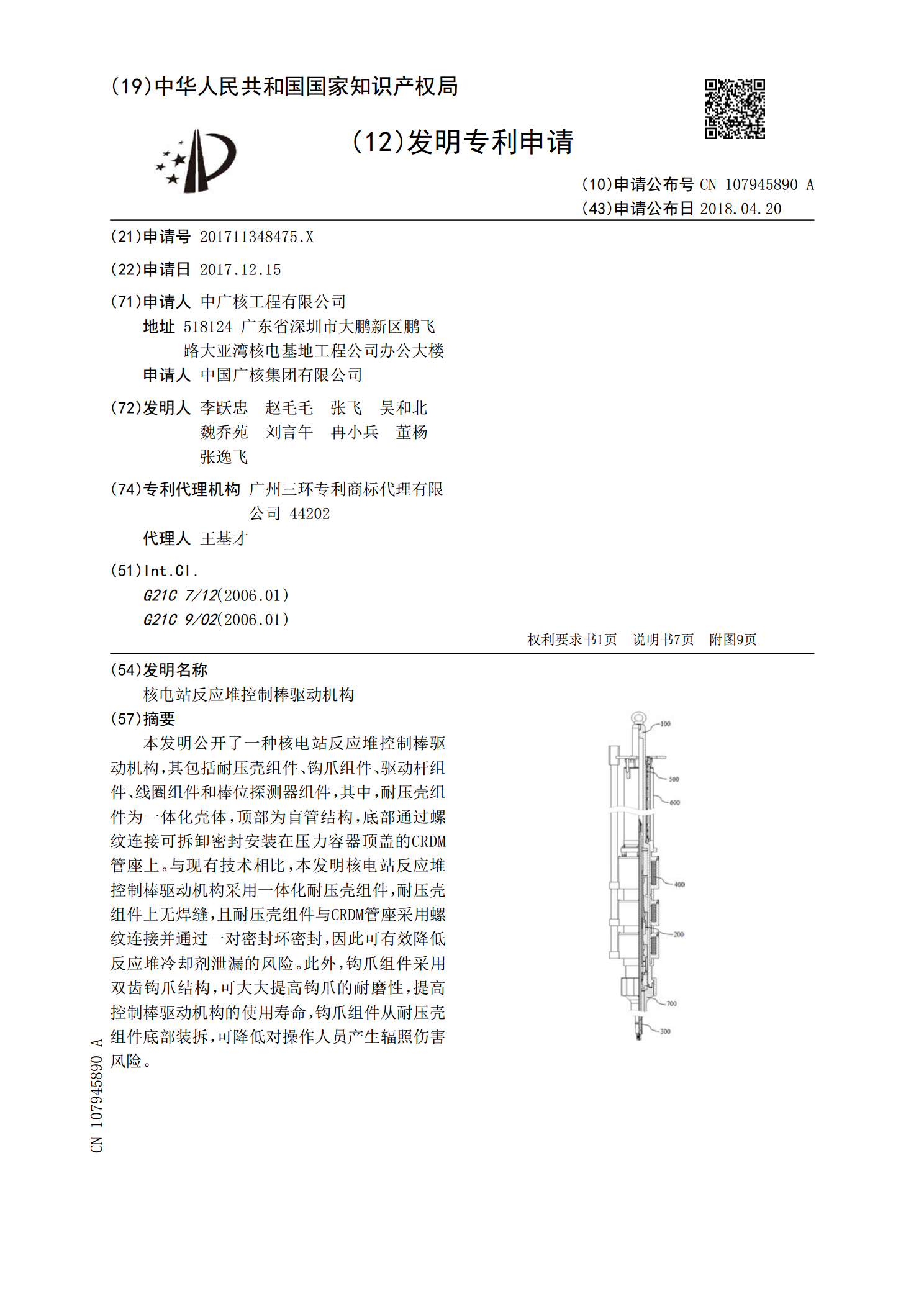
核电站反应堆控制棒驱动机构.pdf
本发明公开了一种核电站反应堆控制棒驱动机构,其包括耐压壳组件、钩爪组件、驱动杆组件、线圈组件和棒位探测器组件,其中,耐压壳组件为一体化壳体,顶部为盲管结构,底部通过螺纹连接可拆卸密封安装在压力容器顶盖的CRDM管座上。与现有技术相比,本发明核电站反应堆控制棒驱动机构采用一体化耐压壳组件,耐压壳组件上无焊缝,且耐压壳组件与CRDM管座采用螺纹连接并通过一对密封环密封,因此可有效降低反应堆冷却剂泄漏的风险。此外,钩爪组件采用双齿钩爪结构,可大大提高钩爪的耐磨性,提高控制棒驱动机构的使用寿命,钩爪组件从耐压壳组