
压水堆控制棒驱动机构盲孔棒行程壳体及加工方法.pdf

一吃****书竹

1/9

2/9

3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
压水堆控制棒驱动机构盲孔棒行程壳体及加工方法.pdf
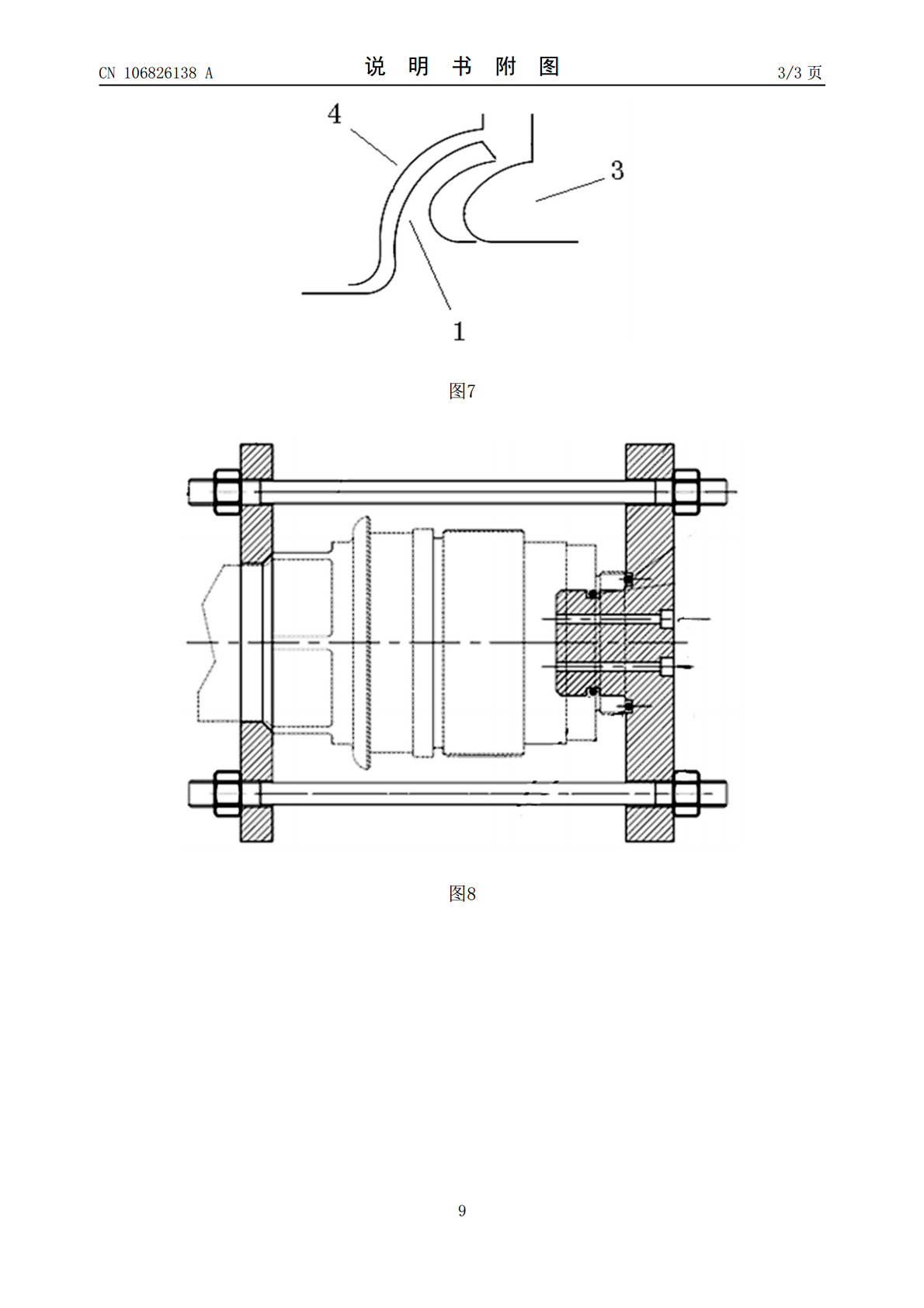
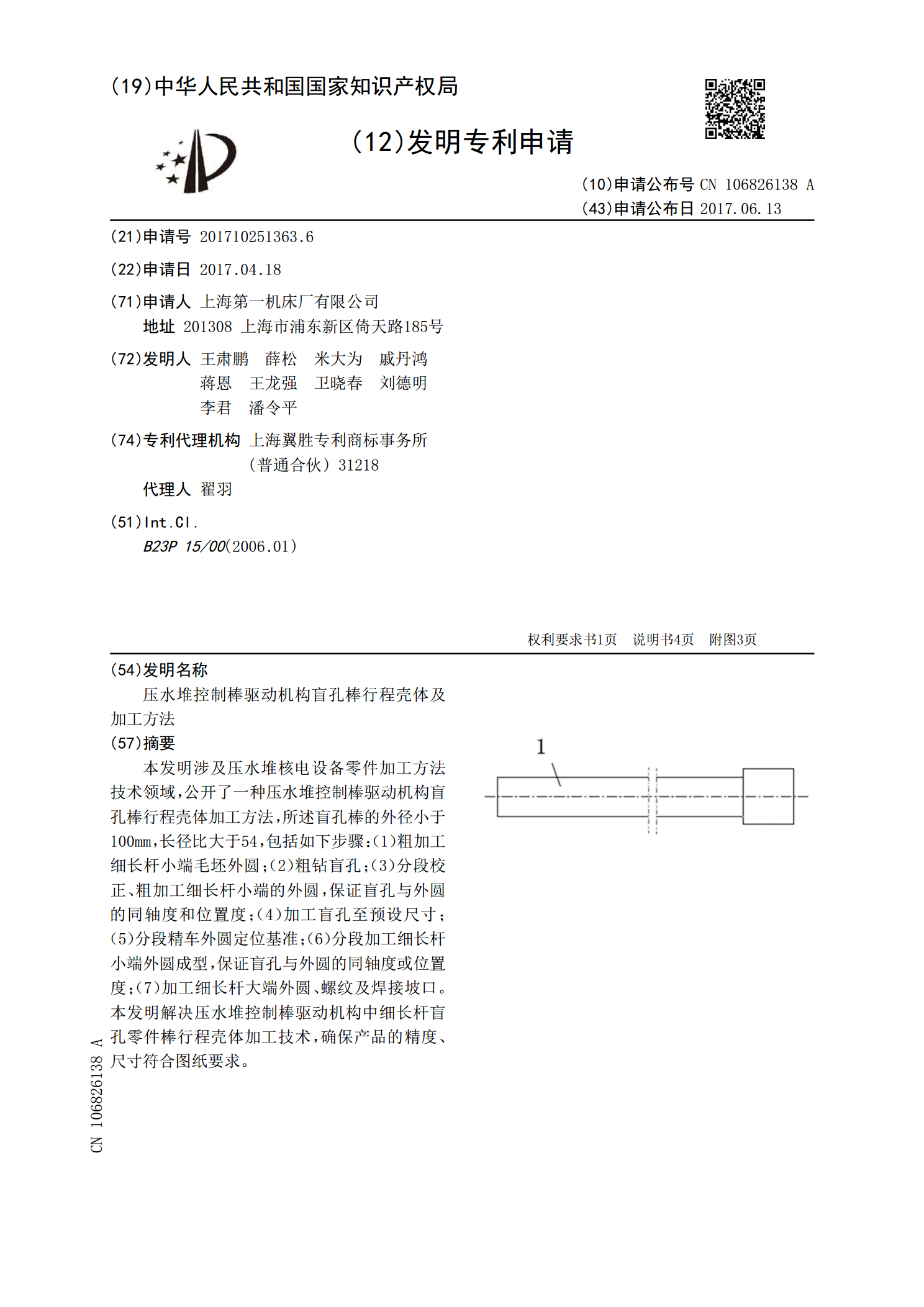
本发明涉及压水堆核电设备零件加工方法技术领域,公开了一种压水堆控制棒驱动机构盲孔棒行程壳体加工方法,所述盲孔棒的外径小于100mm,长径比大于54,包括如下步骤:(1)粗加工细长杆小端毛坯外圆;(2)粗钻盲孔;(3)分段校正、粗加工细长杆小端的外圆,保证盲孔与外圆的同轴度和位置度;(4)加工盲孔至预设尺寸;(5)分段精车外圆定位基准;(6)分段加工细长杆小端外圆成型,保证盲孔与外圆的同轴度或位置度;(7)加工细长杆大端外圆、螺纹及焊接坡口。本发明解决压水堆控制棒驱动机构中细长杆盲孔零件棒行程壳体加工技术,
一种控制棒驱动机构盲孔棒行程套管加工方法及装置.pdf
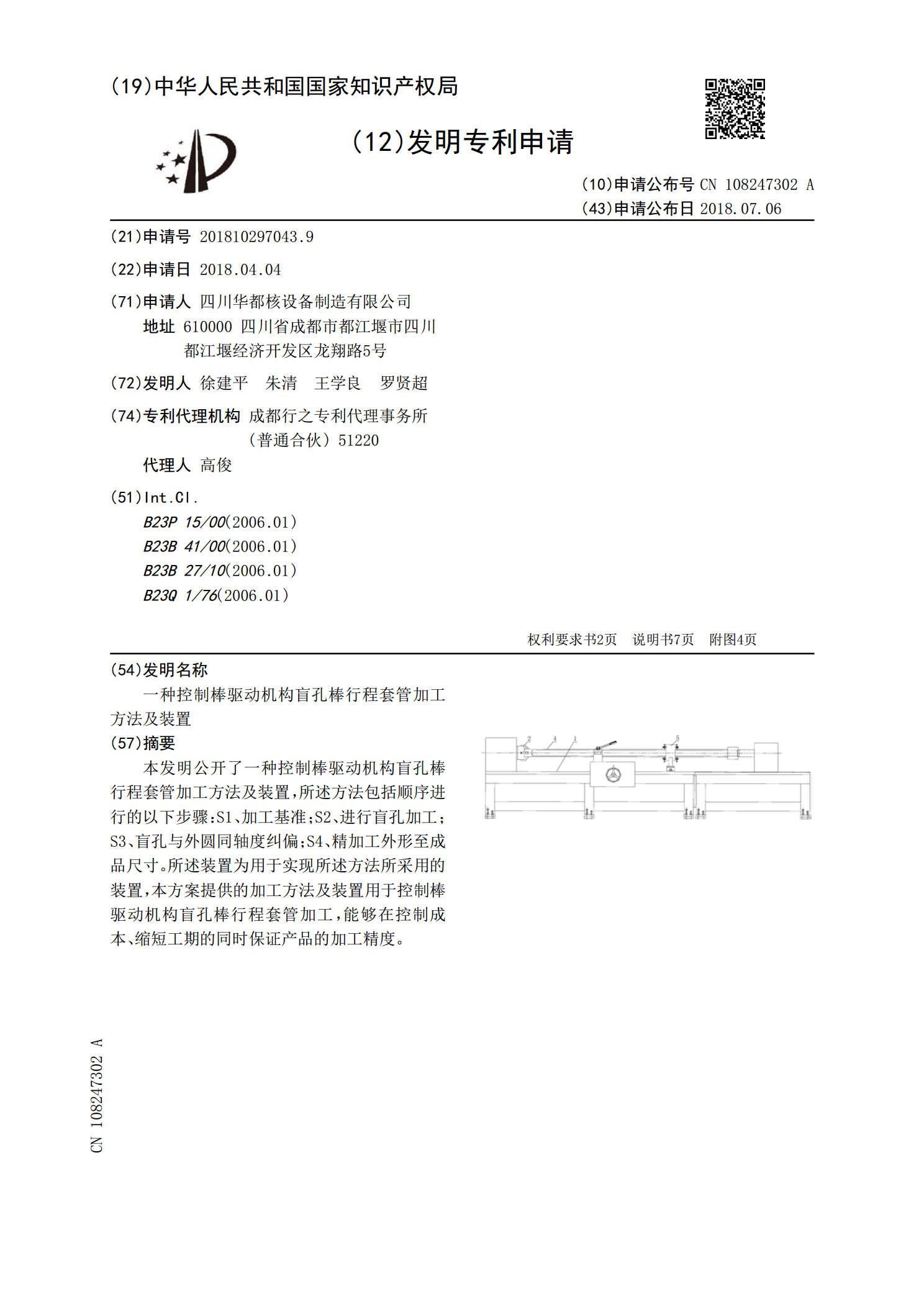
本发明公开了一种控制棒驱动机构盲孔棒行程套管加工方法及装置,所述方法包括顺序进行的以下步骤:S1、加工基准;S2、进行盲孔加工;S3、盲孔与外圆同轴度纠偏;S4、精加工外形至成品尺寸。所述装置为用于实现所述方法所采用的装置,本方案提供的加工方法及装置用于控制棒驱动机构盲孔棒行程套管加工,能够在控制成本、缩短工期的同时保证产品的加工精度。

压水堆控制棒驱动机构失效模式和影响分析.docx
压水堆控制棒驱动机构失效模式和影响分析压水堆控制棒驱动机构是核电厂中重要的安全装置之一,它的主要作用是通过调整控制棒的位置,控制反应堆的核反应速率,保证核反应堆的稳定运行,并且在紧急情况下,通过控制棒快速插入,使反应堆自动停机,从而达到核电站安全运行的目的。然而,就像其他机械装置一样,控制棒驱动机构也有失效的可能,一旦失效,将给核电站带来严重的安全隐患和影响。本文将从控制棒驱动机构失效的模式和影响两个方面进行分析。一、控制棒驱动机构失效模式1.电子故障控制棒驱动机构采用先进的电子控制系统,一旦电子故障发生
反应堆控制棒驱动机构盲板拆卸工具、方法.pdf
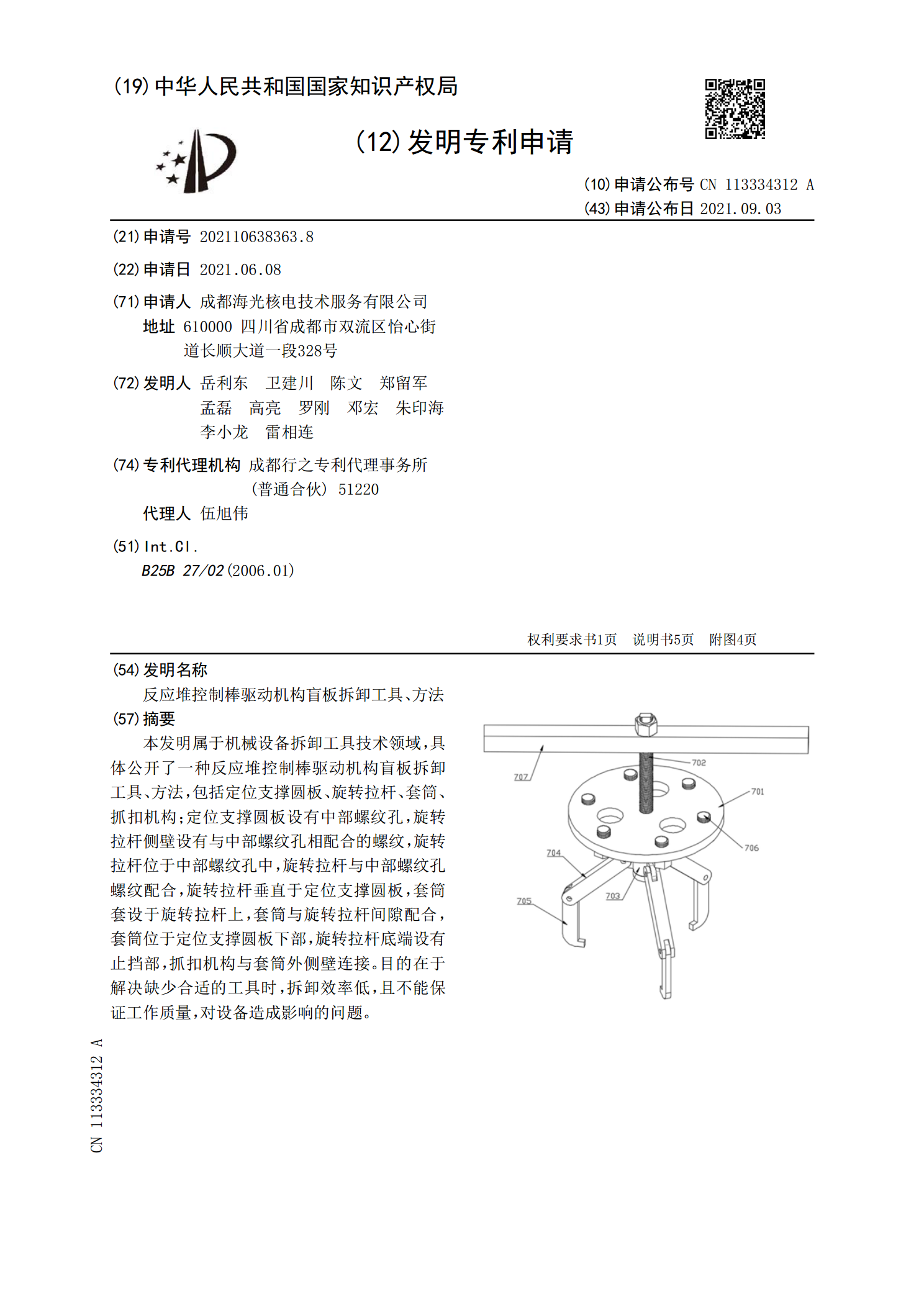
本发明属于机械设备拆卸工具技术领域,具体公开了一种反应堆控制棒驱动机构盲板拆卸工具、方法,包括定位支撑圆板、旋转拉杆、套筒、抓扣机构;定位支撑圆板设有中部螺纹孔,旋转拉杆侧壁设有与中部螺纹孔相配合的螺纹,旋转拉杆位于中部螺纹孔中,旋转拉杆与中部螺纹孔螺纹配合,旋转拉杆垂直于定位支撑圆板,套筒套设于旋转拉杆上,套筒与旋转拉杆间隙配合,套筒位于定位支撑圆板下部,旋转拉杆底端设有止挡部,抓扣机构与套筒外侧壁连接。目的在于解决缺少合适的工具时,拆卸效率低,且不能保证工作质量,对设备造成影响的问题。
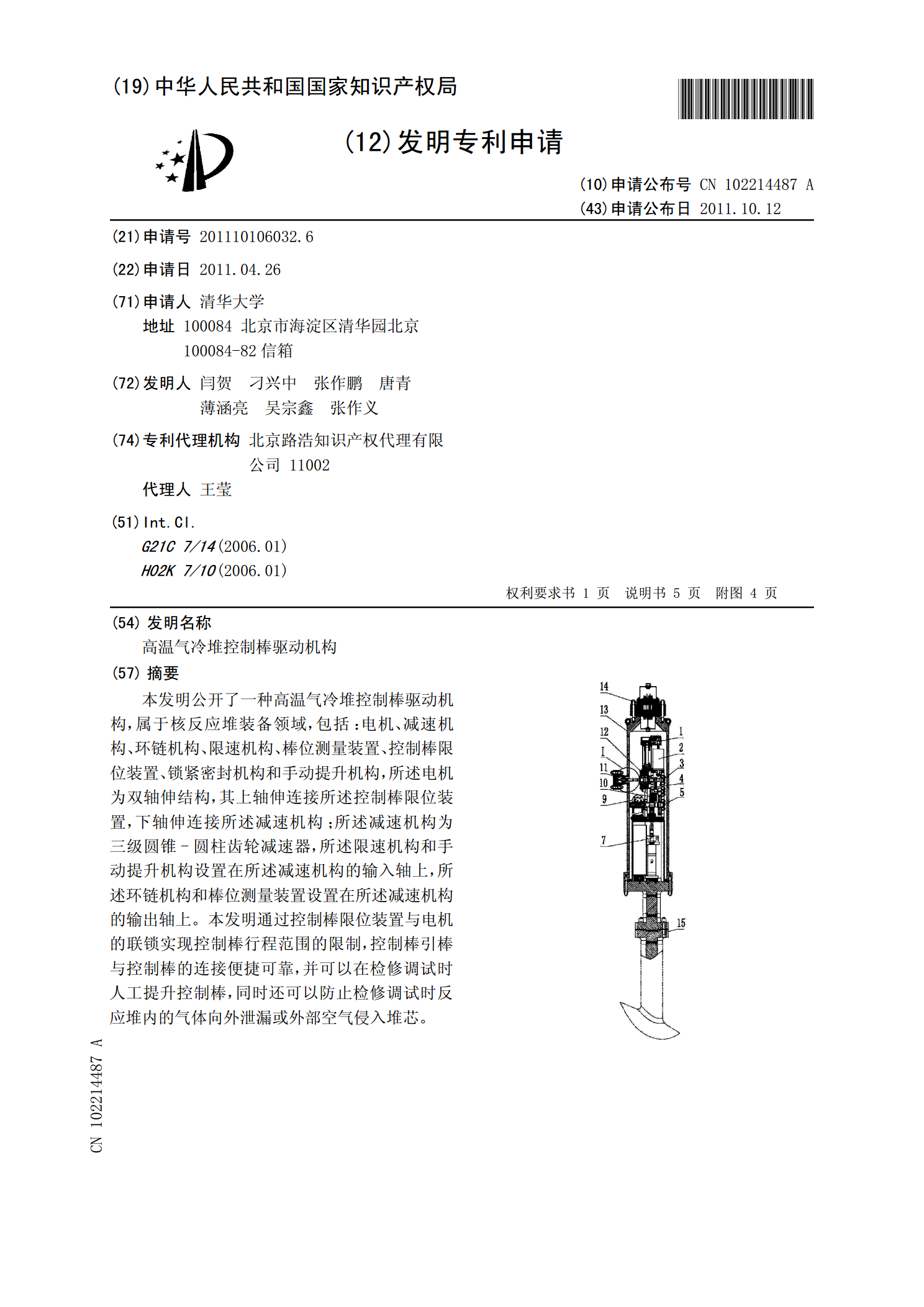
高温气冷堆控制棒驱动机构.pdf
本发明公开了一种高温气冷堆控制棒驱动机构,属于核反应堆装备领域,包括:电机、减速机构、环链机构、限速机构、棒位测量装置、控制棒限位装置、锁紧密封机构和手动提升机构,所述电机为双轴伸结构,其上轴伸连接所述控制棒限位装置,下轴伸连接所述减速机构;所述减速机构为三级圆锥-圆柱齿轮减速器,所述限速机构和手动提升机构设置在所述减速机构的输入轴上,所述环链机构和棒位测量装置设置在所述减速机构的输出轴上。本发明通过控制棒限位装置与电机的联锁实现控制棒行程范围的限制,控制棒引棒与控制棒的连接便捷可靠,并可以在检修调试时人