
用于电弧放电加工的防短路多孔高效冲液电极.pdf

是你****噩呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于电弧放电加工的防短路多孔高效冲液电极.pdf
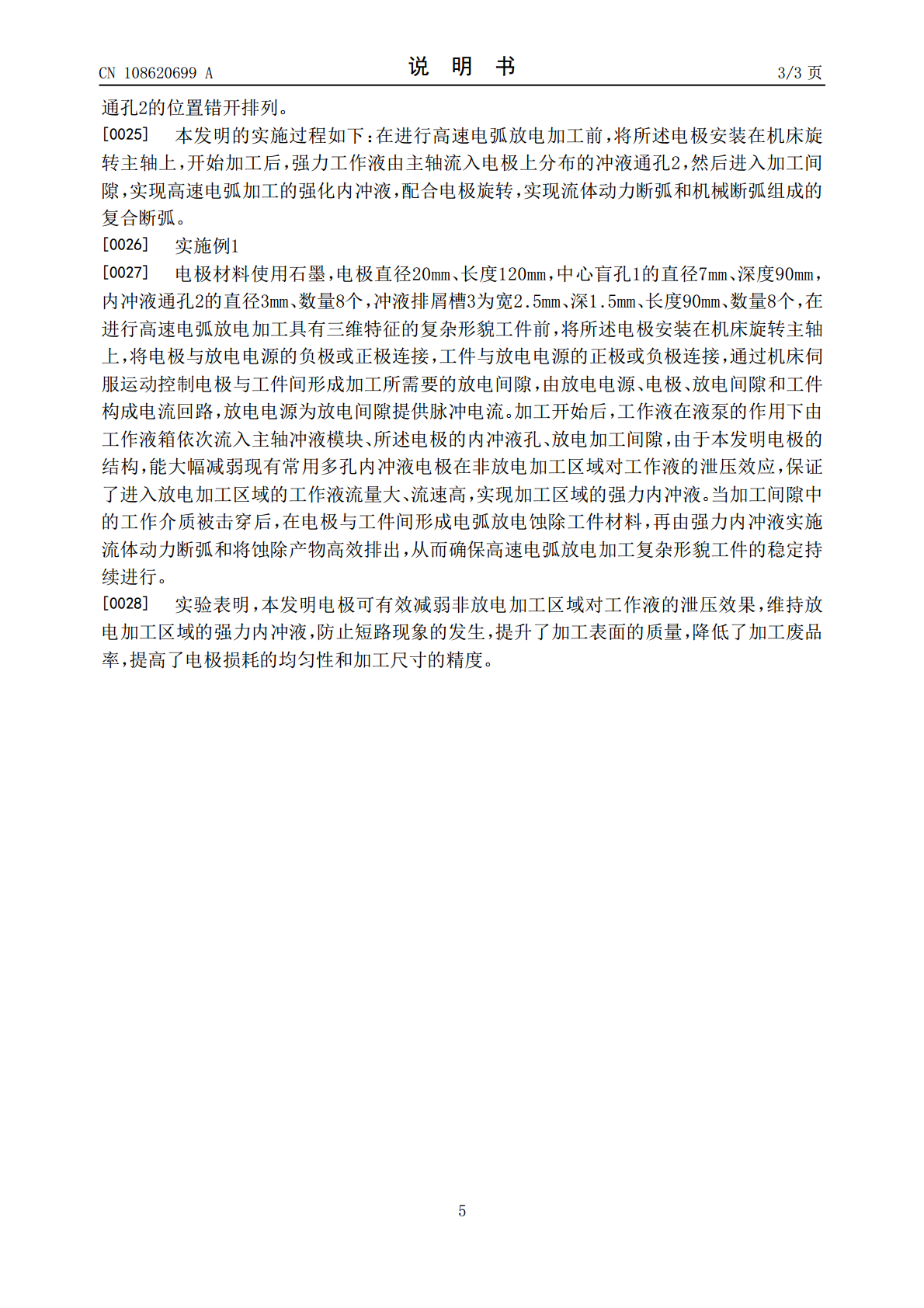
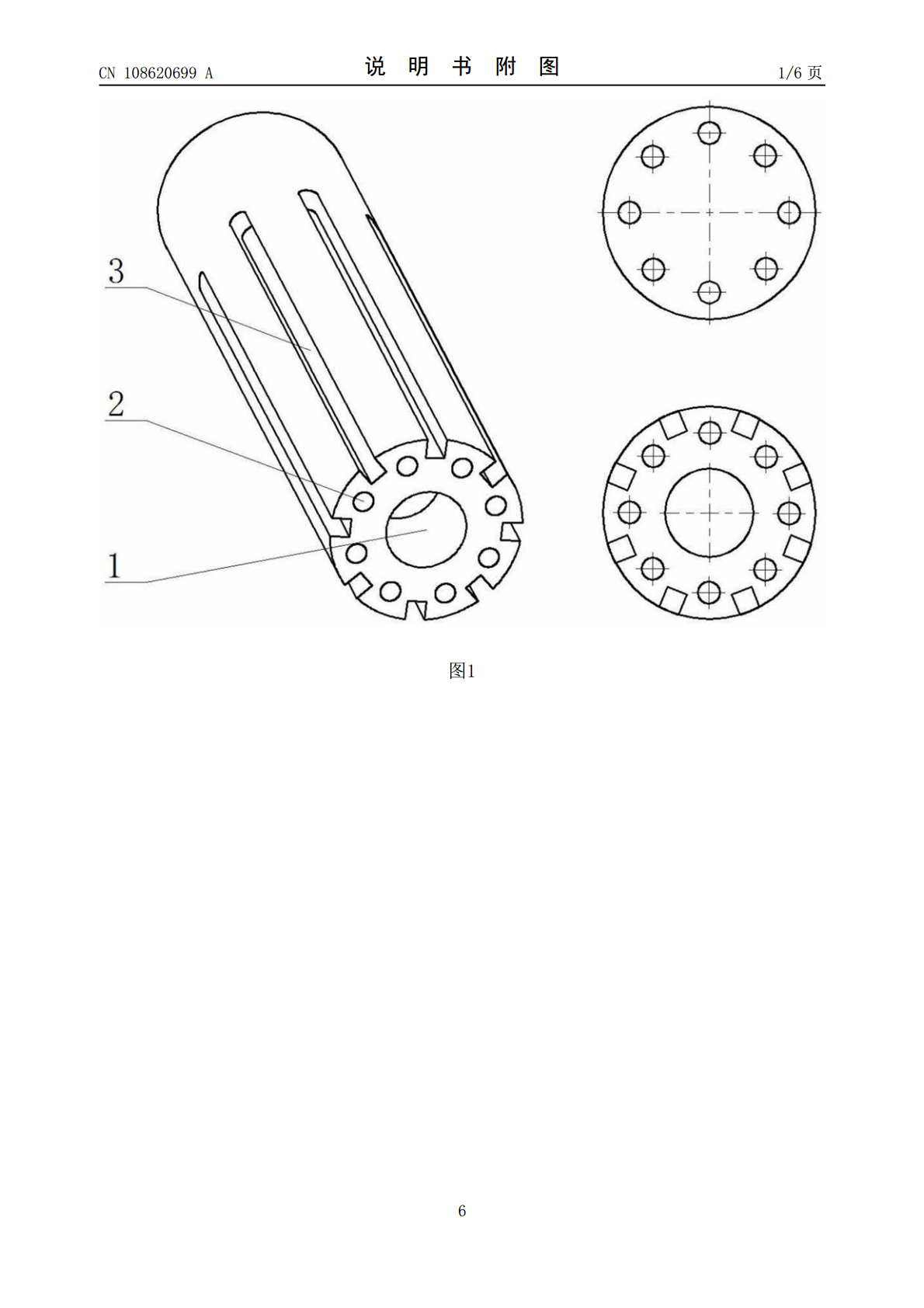
一种用于电弧放电加工的防短路多孔高效冲液电极,其特点在于该电极成圆柱状,在该电极的底部中心区域有一个沿电极轴线的盲孔,在该电极的底部外侧区域的一个圆周上沿轴线方向布设多个内冲液通孔,在电极侧面上设有多条冲液排屑槽,使电极侧面形成非连续表面,每条冲液排屑槽开口于所述的电极底面,该冲液排屑槽的开口与所述的内冲液通孔的位置错开排列。本发明电极可有效减弱非放电加工区域对工作液的泄压效果,维持放电加工区域的强力内冲液,防止短路现象的发生,提升了加工表面的质量,降低了加工废品率,提高了电极损耗的均匀性和加工尺寸的精度
定向内冲液式高速电弧放电加工的旋转电极.pdf
本发明涉及一种轮盘式定向内冲液高速电弧加工装置,通过内置的定向喷嘴、开有导液槽的旋转轮盘电极,实现了定向内冲液功能,通过旋转的轮盘实现放电加工时的有效断弧,保障高速电弧放电加工的进行。本发明弥补了外冲液式高速电弧磨削时进入放电间隙的冲液流速低、断弧效果差的不足,实现了定向内冲液的电弧放电加工,可提高加工效率,减小电极损耗。

面向电弧放电加工的旋转冲液夹具模态分析及结构优化研究.docx
面向电弧放电加工的旋转冲液夹具模态分析及结构优化研究随着现代制造业的不断发展,电弧放电加工技术在模具制造、航空航天、能源等领域中得到了广泛应用。其中,旋转冲液夹具作为一种重要的工件夹具,其功能不仅限于夹持工件,还可通过冷却液将旋转冲液电极附近的温度降至良好的放电范围内,从而实现更高质量的电弧放电加工。本文将研究如何对旋转冲液夹具进行模态分析及结构优化。一、旋转冲液夹具的结构分析旋转冲液夹具主要由夹爪、夹紧系统、转轴、液压系统、冷却液进出口等组成。其中,夹爪是夹持工件的关键组件,其结构应该具有高强度、刚性以
一种用于高速电弧放电加工的侧铣电极夹持装置.pdf
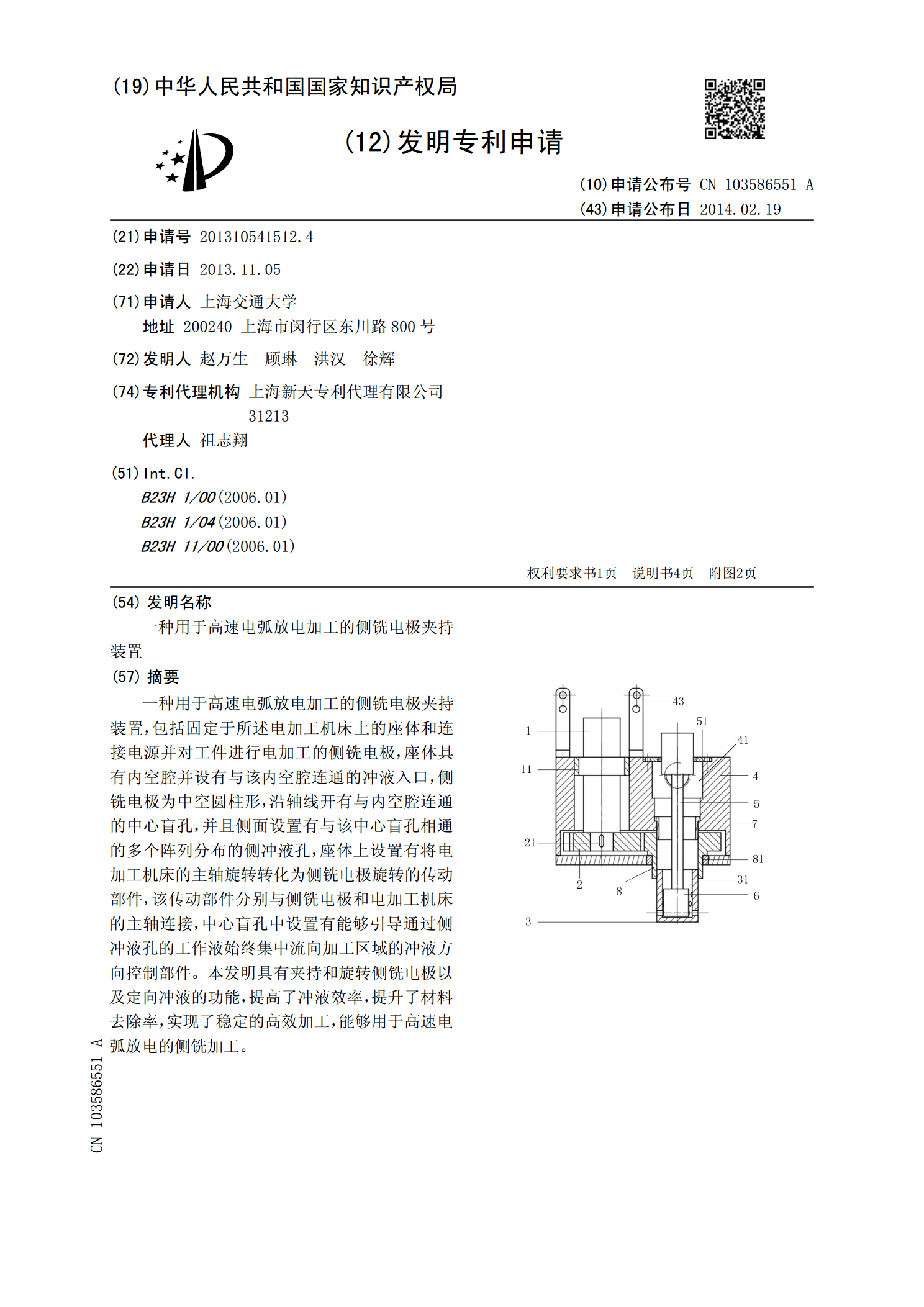
一种用于高速电弧放电加工的侧铣电极夹持装置,包括固定于所述电加工机床上的座体和连接电源并对工件进行电加工的侧铣电极,座体具有内空腔并设有与该内空腔连通的冲液入口,侧铣电极为中空圆柱形,沿轴线开有与内空腔连通的中心盲孔,并且侧面设置有与该中心盲孔相通的多个阵列分布的侧冲液孔,座体上设置有将电加工机床的主轴旋转转化为侧铣电极旋转的传动部件,该传动部件分别与侧铣电极和电加工机床的主轴连接,中心盲孔中设置有能够引导通过侧冲液孔的工作液始终集中流向加工区域的冲液方向控制部件。本发明具有夹持和旋转侧铣电极以及定向冲液

冲液对电火花加工电极损耗的影响研究.docx
冲液对电火花加工电极损耗的影响研究冲液对电火花加工电极损耗的影响研究摘要:电火花加工技术是一种常见的非传统加工方法,能够加工出高精度的复杂形状和微细孔隙结构的零件。而冲液作为电火花加工过程中的重要一环,对电极损耗具有重要影响。本文通过分析冲液的性质、冲液对电火花加工电极损耗的影响机理,以及优化冲液中添加物的种类和浓度等方面,为提高电火花加工电极的寿命和增加加工效率提供科学依据。关键词:电火花加工,冲液,电极损耗,优化。引言电火花加工技术是一种通过在工件表面产生放电火花,以使工件材料卸下的非传统加工方法。电