
一种用于高速电弧放电加工的侧铣电极夹持装置.pdf

一吃****新冬

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于高速电弧放电加工的侧铣电极夹持装置.pdf
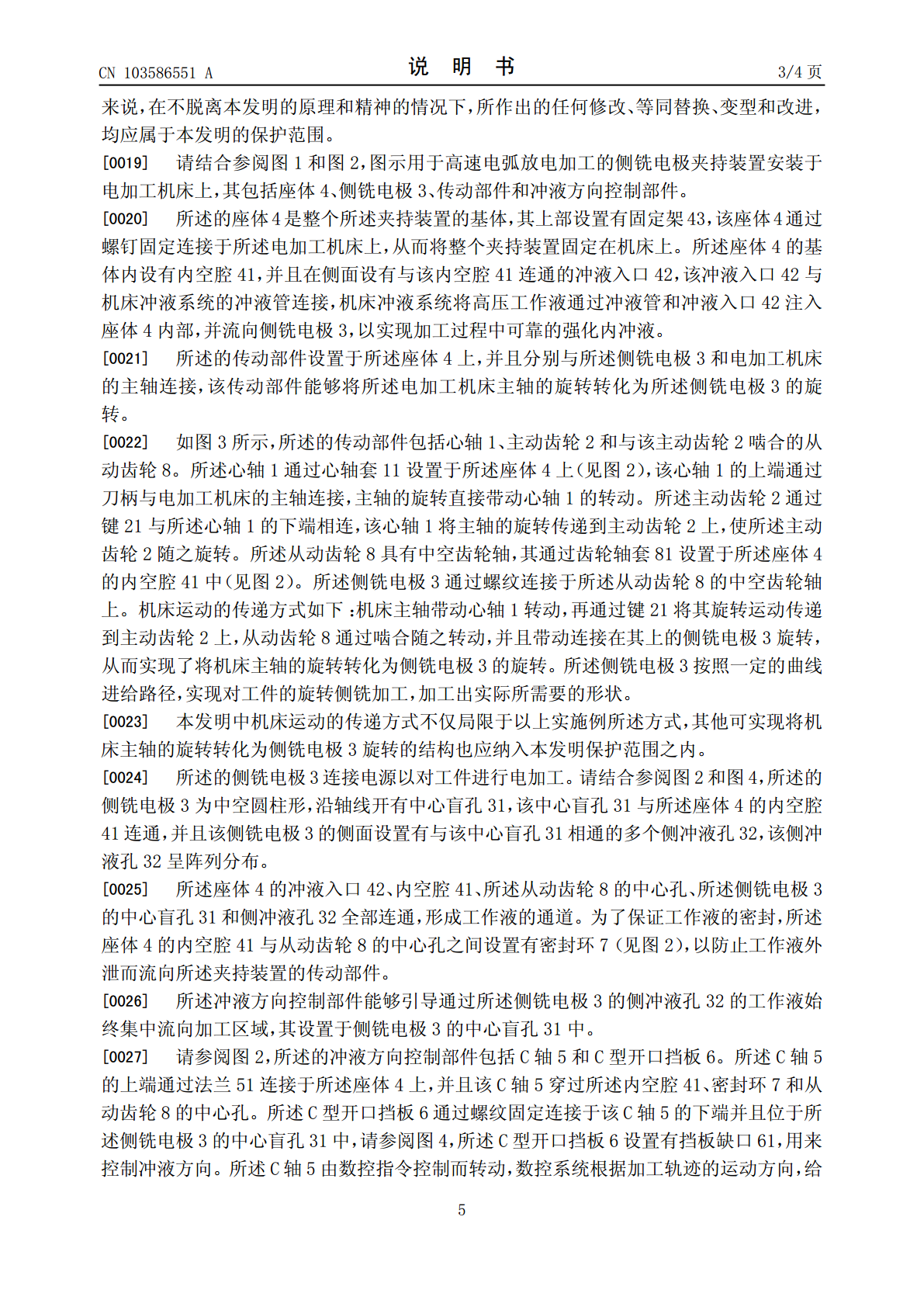
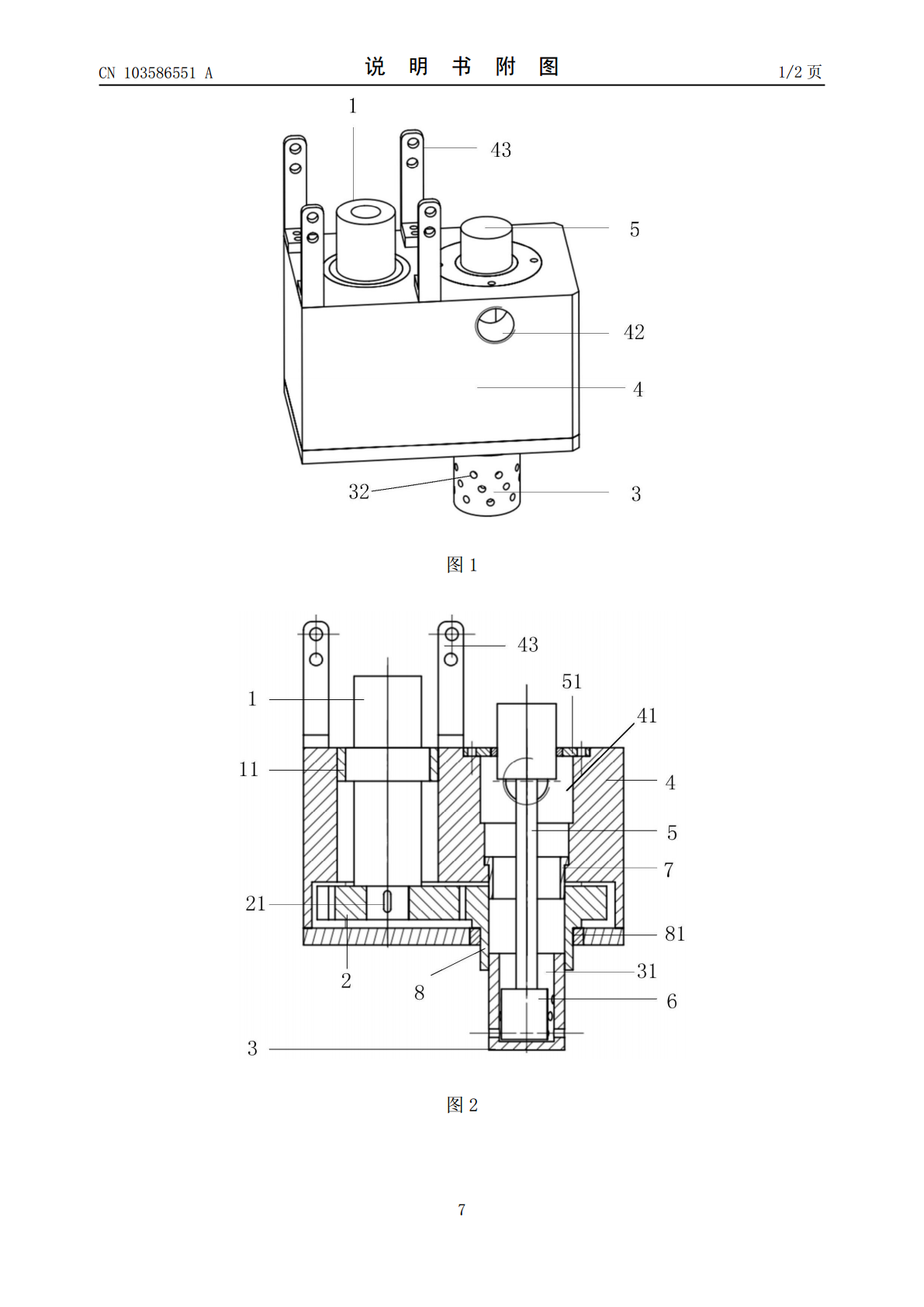
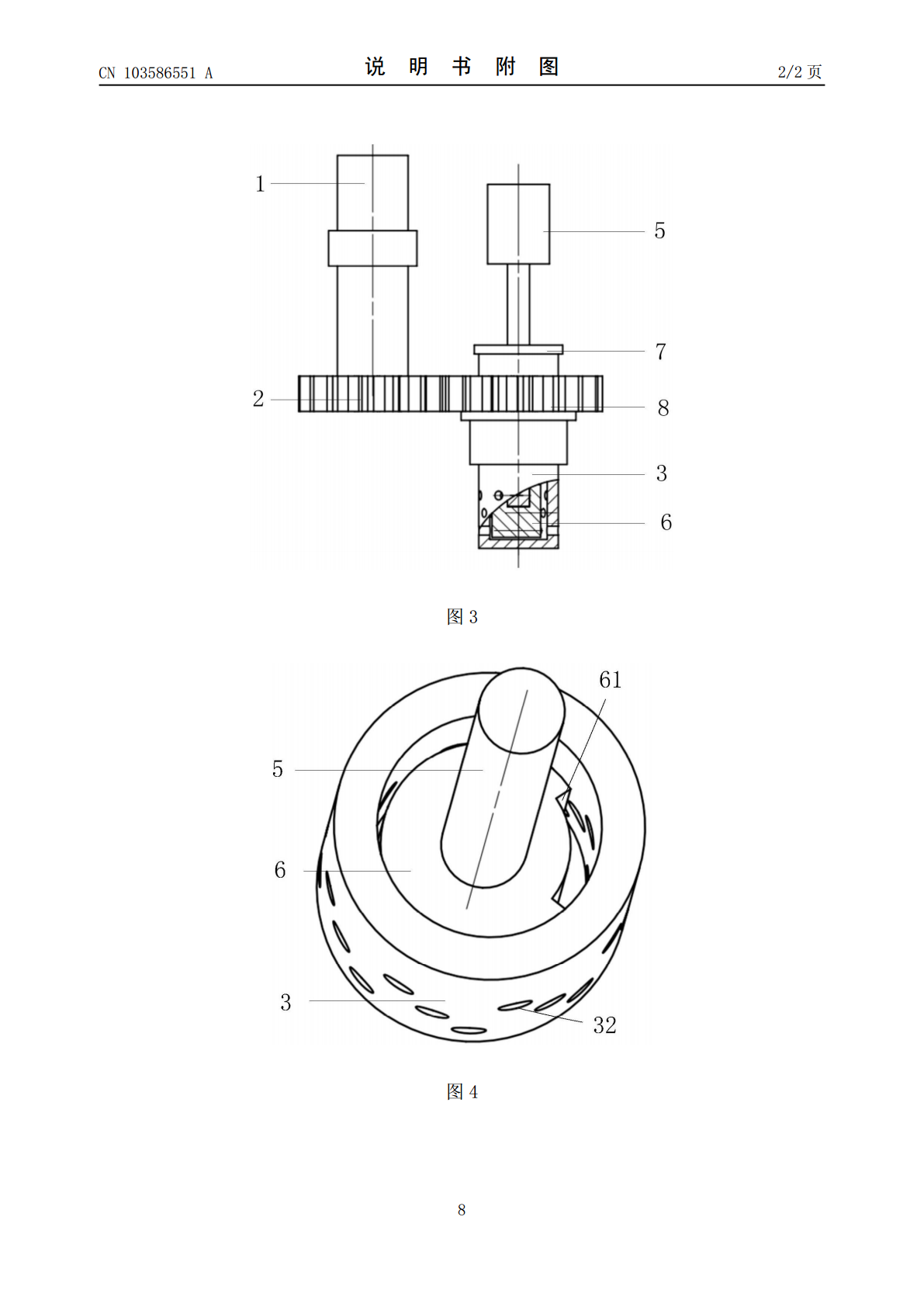
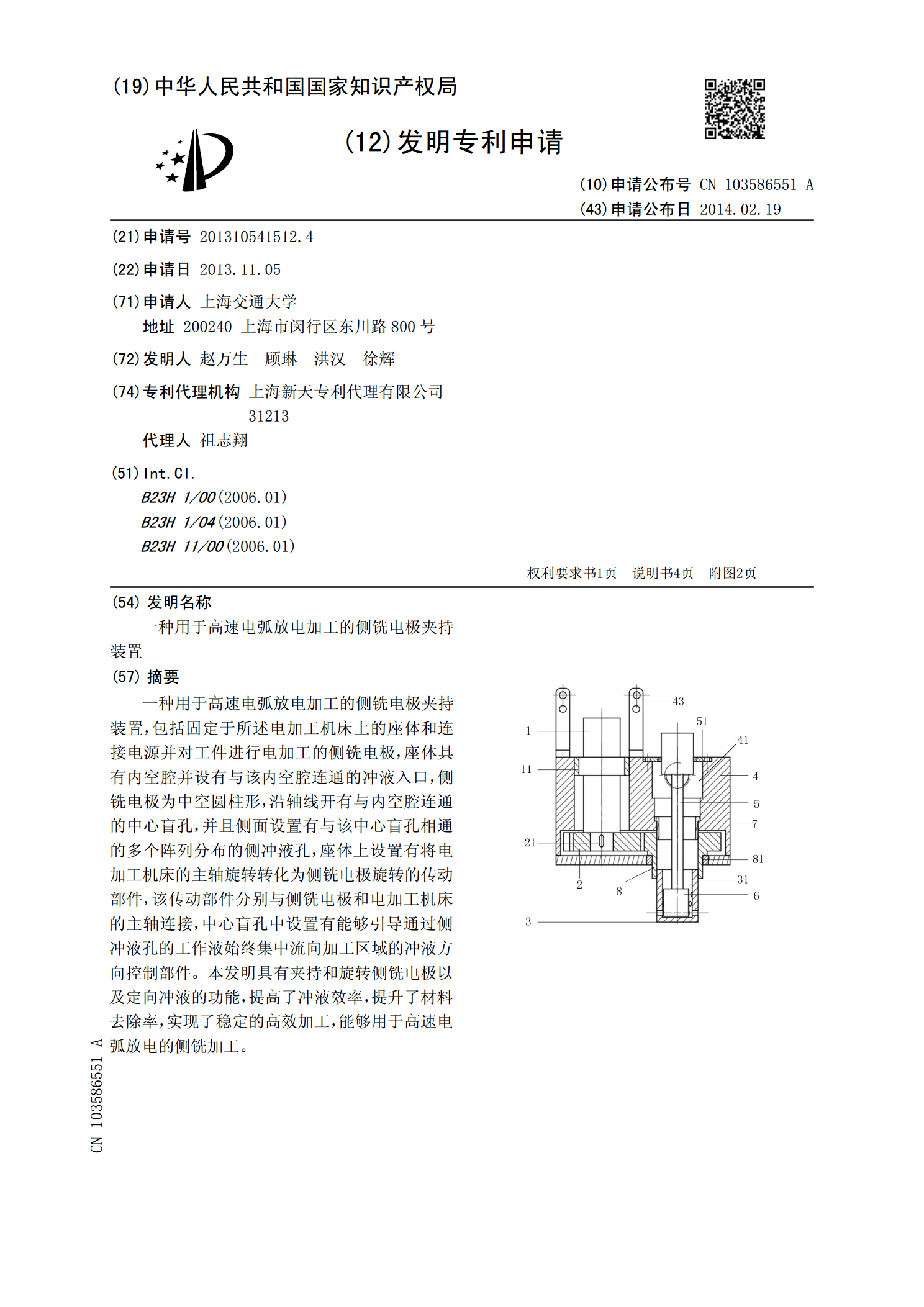
一种用于高速电弧放电加工的侧铣电极夹持装置,包括固定于所述电加工机床上的座体和连接电源并对工件进行电加工的侧铣电极,座体具有内空腔并设有与该内空腔连通的冲液入口,侧铣电极为中空圆柱形,沿轴线开有与内空腔连通的中心盲孔,并且侧面设置有与该中心盲孔相通的多个阵列分布的侧冲液孔,座体上设置有将电加工机床的主轴旋转转化为侧铣电极旋转的传动部件,该传动部件分别与侧铣电极和电加工机床的主轴连接,中心盲孔中设置有能够引导通过侧冲液孔的工作液始终集中流向加工区域的冲液方向控制部件。本发明具有夹持和旋转侧铣电极以及定向冲液

侧铣式高速电弧放电加工工艺研究.docx
侧铣式高速电弧放电加工工艺研究侧铣式高速电弧放电加工工艺研究摘要:侧铣式高速电弧放电加工(SWEDM)是一种新型的非传统加工技术,具有高效率、高精度和高表面质量等优点。本文通过对SWEDM的工艺参数、电极形状、工作液体和工作材料等方面的研究,探讨了SWEDM的工艺机制,并在此基础上对SWEDM的应用前景进行了展望。1.引言侧铣式高速电弧放电加工(SWEDM)是近年来兴起的一种新型加工技术,它利用电火花放电的原理,采用侧面电极进行加工,能够在硬脆材料上加工出高精度和高表面质量的成形孔。由于其具有高效率、高精
一种用于电火花加工的电极夹持装置.pdf
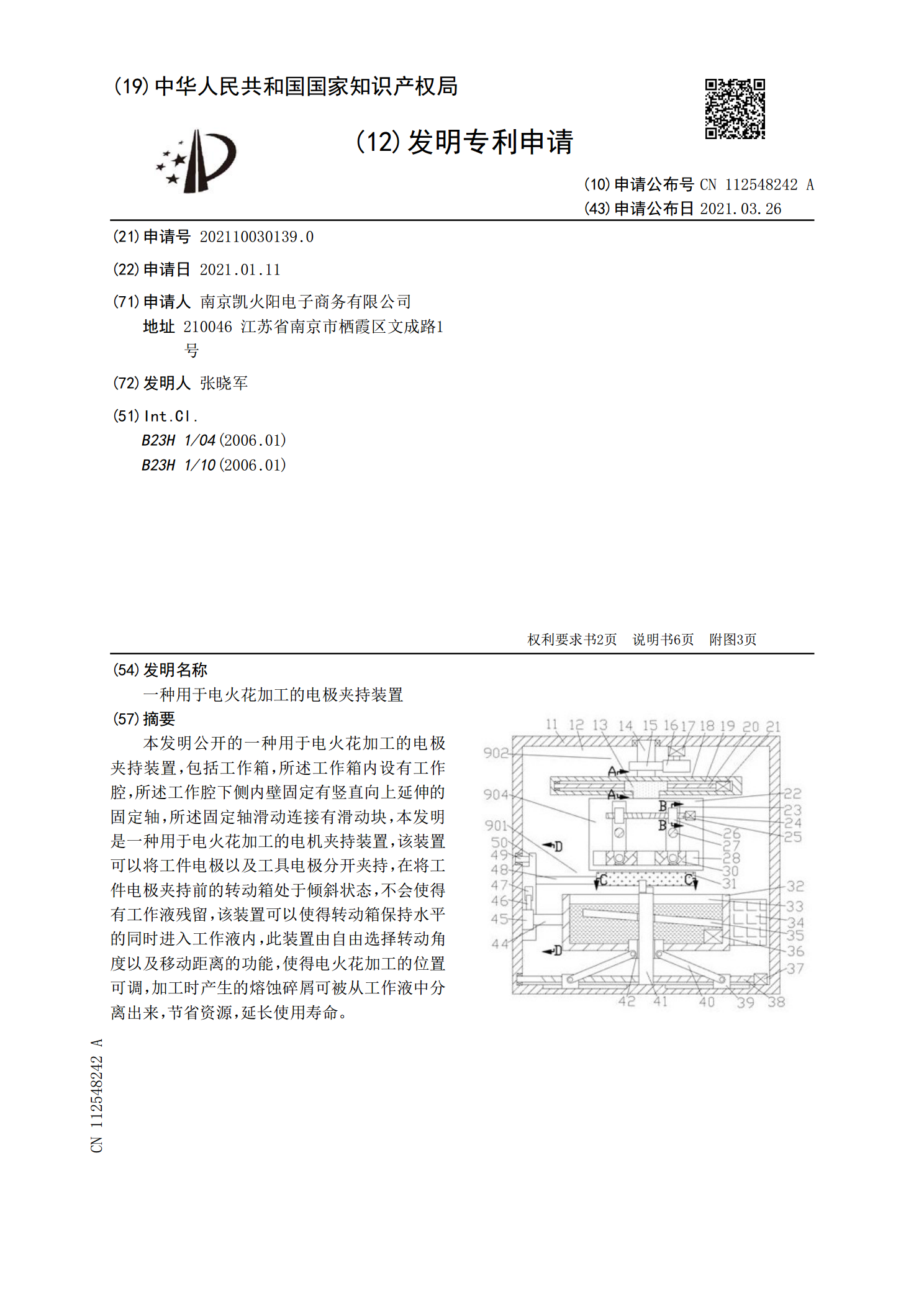
本发明公开的一种用于电火花加工的电极夹持装置,包括工作箱,所述工作箱内设有工作腔,所述工作腔下侧内壁固定有竖直向上延伸的固定轴,所述固定轴滑动连接有滑动块,本发明是一种用于电火花加工的电机夹持装置,该装置可以将工件电极以及工具电极分开夹持,在将工件电极夹持前的转动箱处于倾斜状态,不会使得有工作液残留,该装置可以使得转动箱保持水平的同时进入工作液内,此装置由自由选择转动角度以及移动距离的功能,使得电火花加工的位置可调,加工时产生的熔蚀碎屑可被从工作液中分离出来,节省资源,延长使用寿命。
电弧炉电极夹持装置.pdf
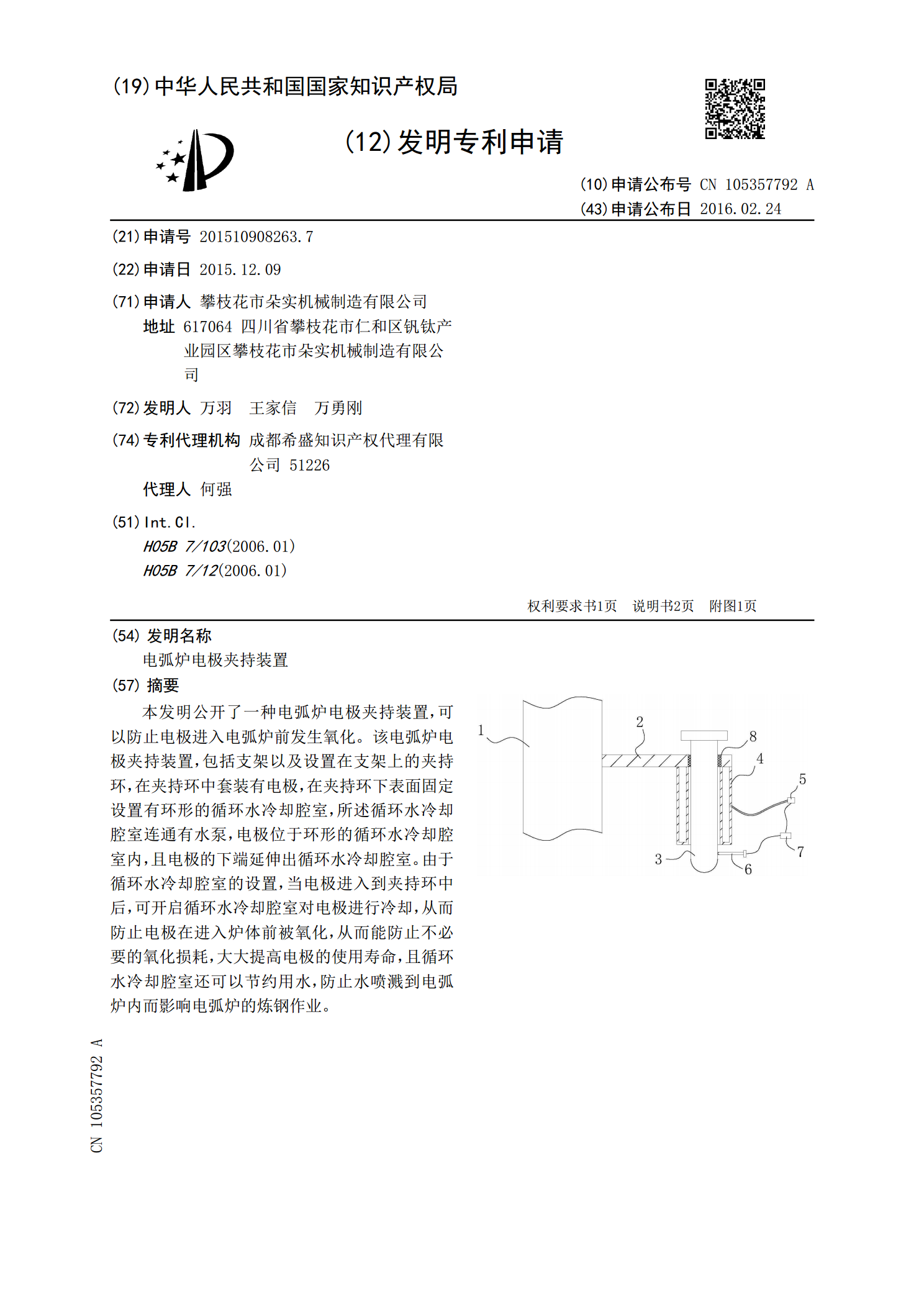
本发明公开了一种电弧炉电极夹持装置,可以防止电极进入电弧炉前发生氧化。该电弧炉电极夹持装置,包括支架以及设置在支架上的夹持环,在夹持环中套装有电极,在夹持环下表面固定设置有环形的循环水冷却腔室,所述循环水冷却腔室连通有水泵,电极位于环形的循环水冷却腔室内,且电极的下端延伸出循环水冷却腔室。由于循环水冷却腔室的设置,当电极进入到夹持环中后,可开启循环水冷却腔室对电极进行冷却,从而防止电极在进入炉体前被氧化,从而能防止不必要的氧化损耗,大大提高电极的使用寿命,且循环水冷却腔室还可以节约用水,防止水喷溅到电弧炉

电弧炉电极夹持装置.pdf
本发明公开了一种电弧炉电极夹持装置,可以防止电极进入电弧炉前发生氧化。该电弧炉电极夹持装置,包括支架以及设置在支架上的夹持环,在夹持环中套装有电极,在夹持环下方设置有电极冷却装置,所述电极冷却装置为环套在电极上的一圈环形水管,在环形水管上开设有多个朝向电极的喷水孔,所述环形水管连通有水泵。由于电极冷却装置的设置,当电极进入到夹持环中后,可开启环形水管对电极进行喷淋,从而防止电极在进入炉体前被氧化,从而能防止不必要的氧化损耗,大大提高电极的使用寿命。