
一种偏心可调式深盲孔精镗刀杆装置.pdf

是飞****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种偏心可调式深盲孔精镗刀杆装置.pdf
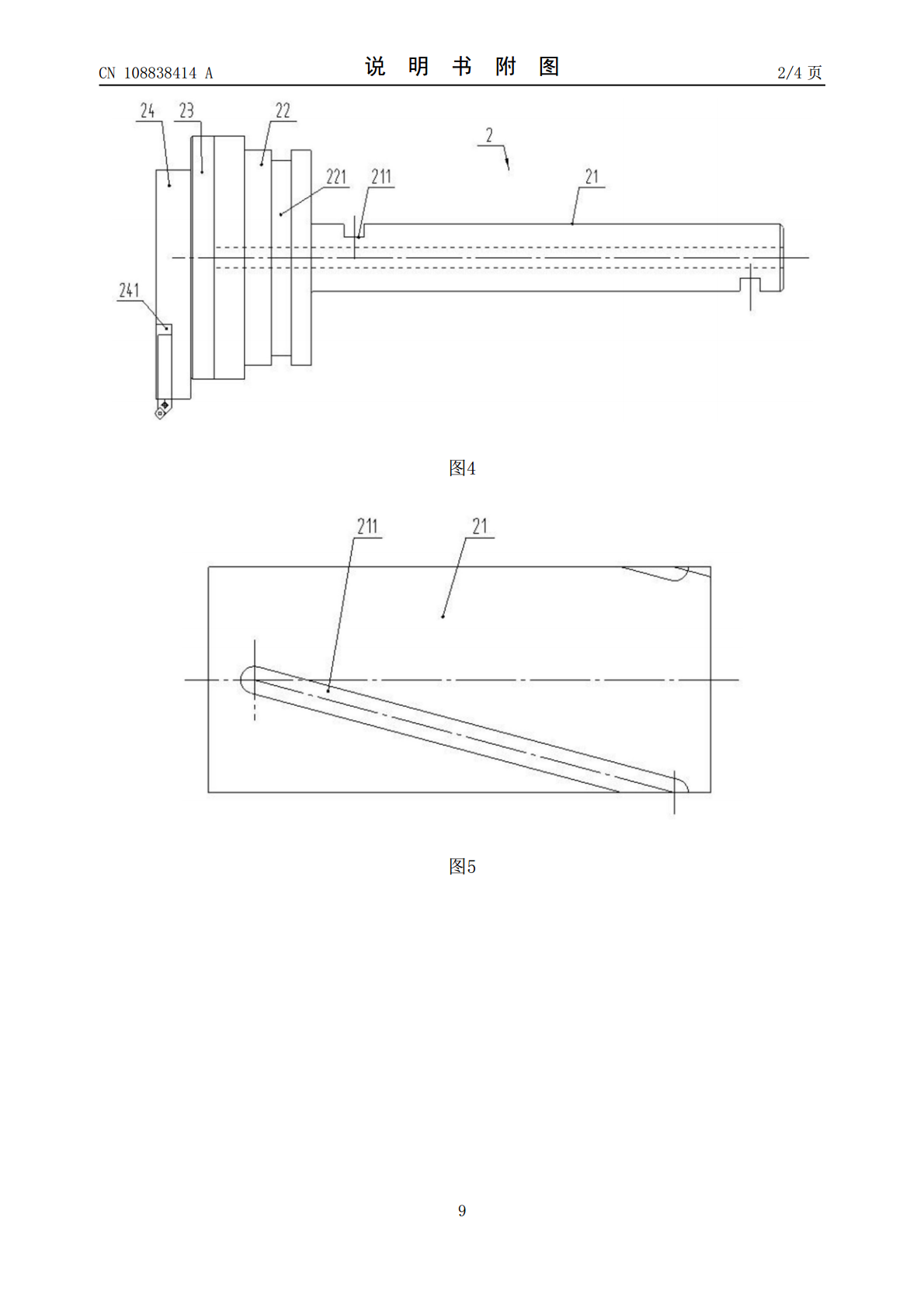
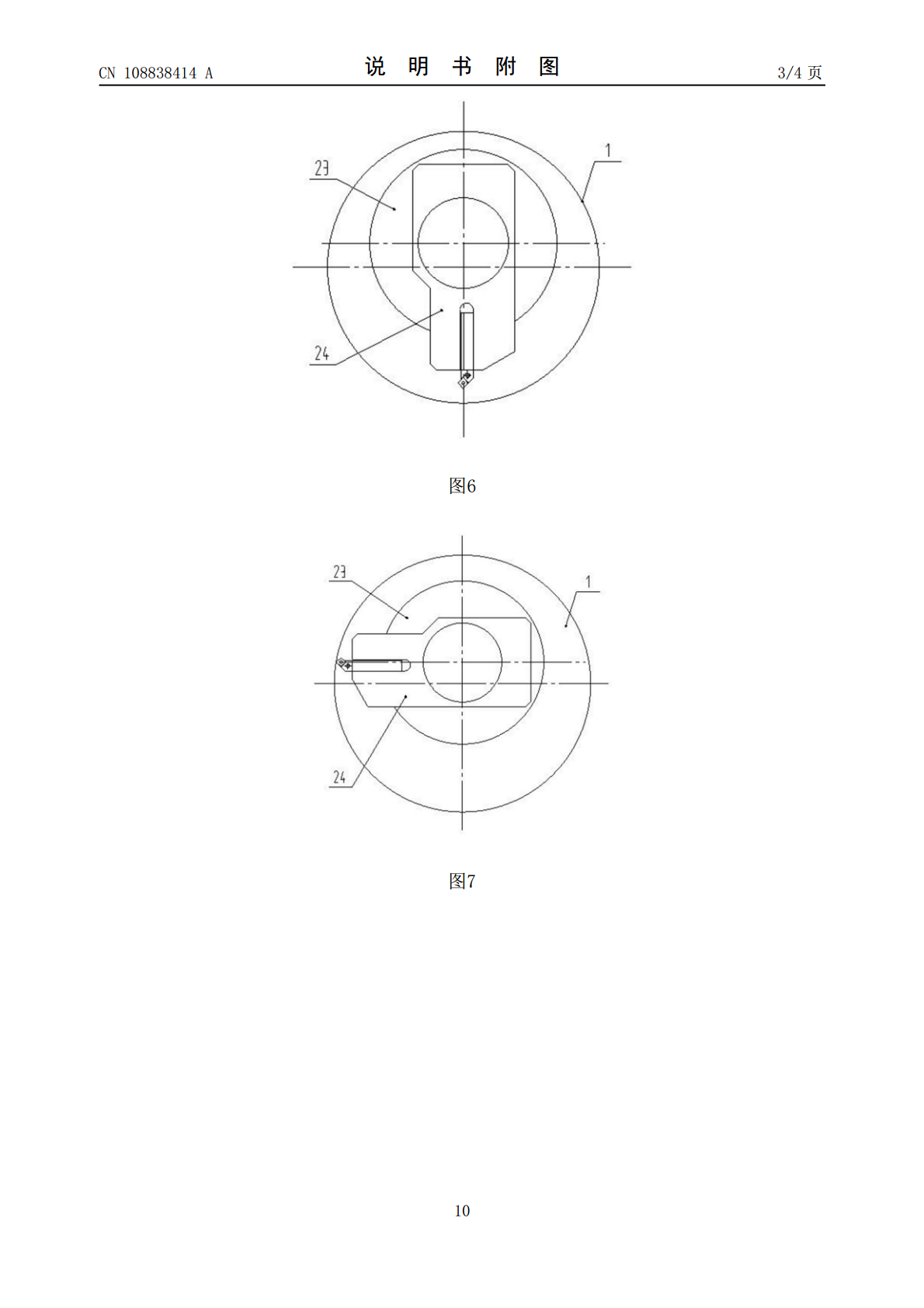
本发明公开了一种偏心可调式深盲孔精镗刀杆装置,包括外套筒、刀杆组合、撞杆组合以及驱动箱,本技术方案采用了撞杆组合与刀杆组合相结合的偏心结构原理,通过导程螺钉配合螺旋槽实现撞杆组合的直线运动带动刀杆组合的旋转运动,进而有效实现工件的螺纹、弧形或锥度的成型空腔加工,满足了成形空腔大于直孔或入口尺寸的工件加工需要;同时,通过驱动箱控制直管段的直线运动行程,进而可控制刀具相对于外套筒的所在偏心位置,进而可轻松实现刀具的偏心距的调节,操作简单,使用方便,满足复杂加工环境的使用需要;并具有结构简单,拆装方便与制造成本
一种深盲孔镗刀.pdf
本发明涉及一种深盲孔镗刀,属于机械加工刀具技术领域。由直线电机(10)、主刀杆(1)、行程导杆(2)、刀架(3)、螺钉、复位弹簧(4)、刀片(5)、堵盖(11)组成;将直线电机的轴伸端插入行程导杆端面沉孔内,利用螺钉固定,然后将行程导杆插入主刀杆内孔中;将直线电机与主刀杆通过螺钉连接,将复位弹簧与主刀杆在其非通透矩形孔内通过螺钉连接,将刀片与刀架通过螺钉连接,然后将刀片与刀架的组合利用复位弹簧连接,利用堵盖螺钉将堵盖安装于主刀杆上。本发明增加了刀杆刚度,提升了加工深度,采用内部冷却延长了刀片的使用寿命,降
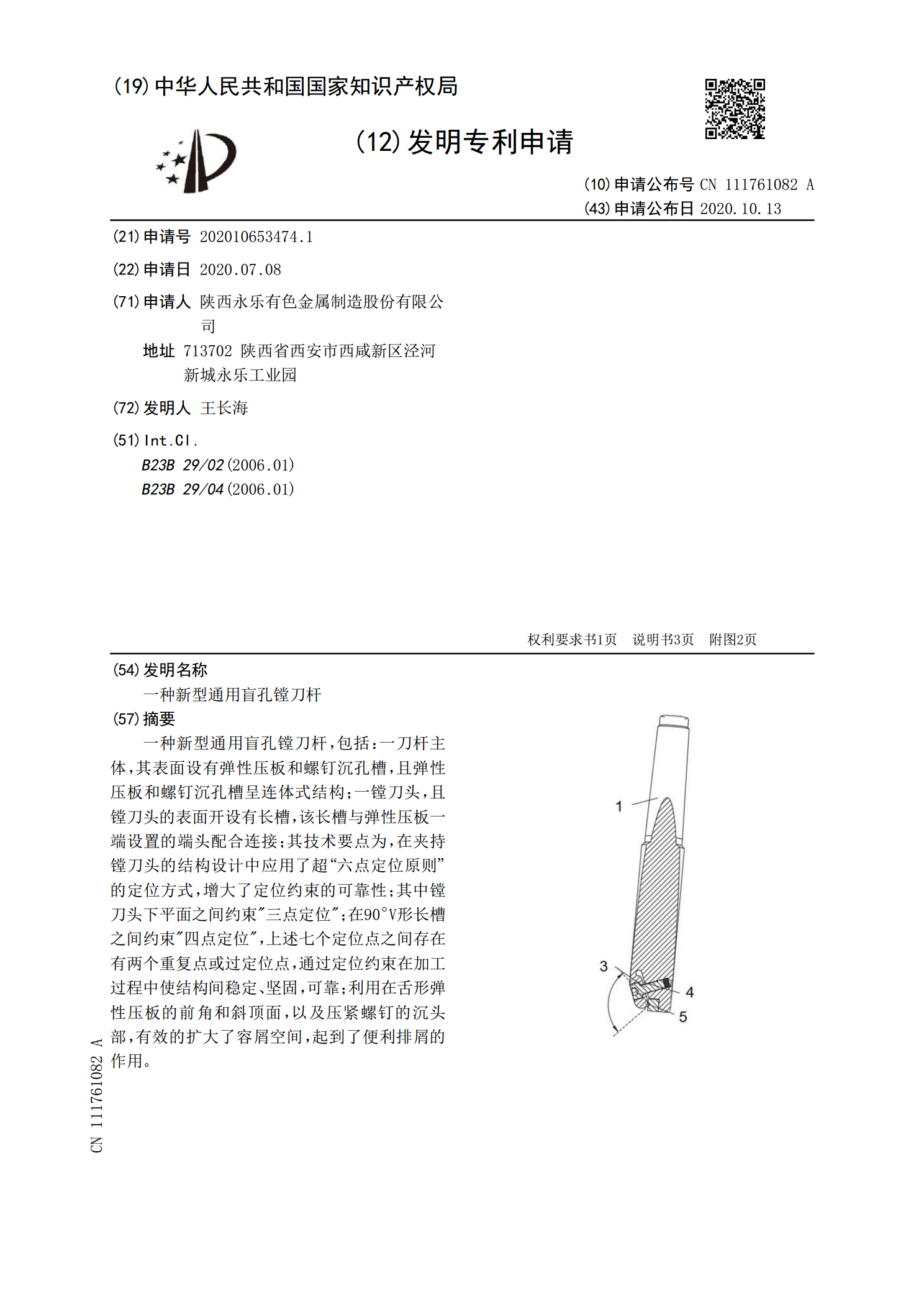
一种新型通用盲孔镗刀杆.pdf
一种新型通用盲孔镗刀杆,包括:一刀杆主体,其表面设有弹性压板和螺钉沉孔槽,且弹性压板和螺钉沉孔槽呈连体式结构;一镗刀头,且镗刀头的表面开设有长槽,该长槽与弹性压板一端设置的端头配合连接;其技术要点为,在夹持镗刀头的结构设计中应用了超“六点定位原则”的定位方式,增大了定位约束的可靠性;其中镗刀头下平面之间约束"三点定位";在90°V形长槽之间约束"四点定位",上述七个定位点之间存在有两个重复点或过定位点,通过定位约束在加工过程中使结构间稳定、坚固,可靠;利用在舌形弹性压板的前角和斜顶面,以及压紧螺钉的沉头部

一种导向块径向可调式深孔镗刀.pdf
本发明涉及适用于大直径深孔加工的刀具技术领域,具体是涉及一种导向块径向可调式深孔镗刀。包括刀杆,刀杆前端设置有导向块径向调整机构,导向块径向调整机构前端通过安装有导向块,导向块紧固在导向块座上,导向块座前端设置有刀座,刀片固定安装在刀座内,所述的导向块径向调整机构包括与刀杆相连的底座,底座上设置有本体,本体的轴套上安装有联动盘,联动盘一侧设置为锥齿结构,三个小锥齿轮以间隙配合安装在本体圆周上均匀分布的三个孔内。其通过设置深孔镗刀径向可调式导向机构,可根据刀尖的悬伸长度调整导向块的径向尺寸,以满足不同孔径的
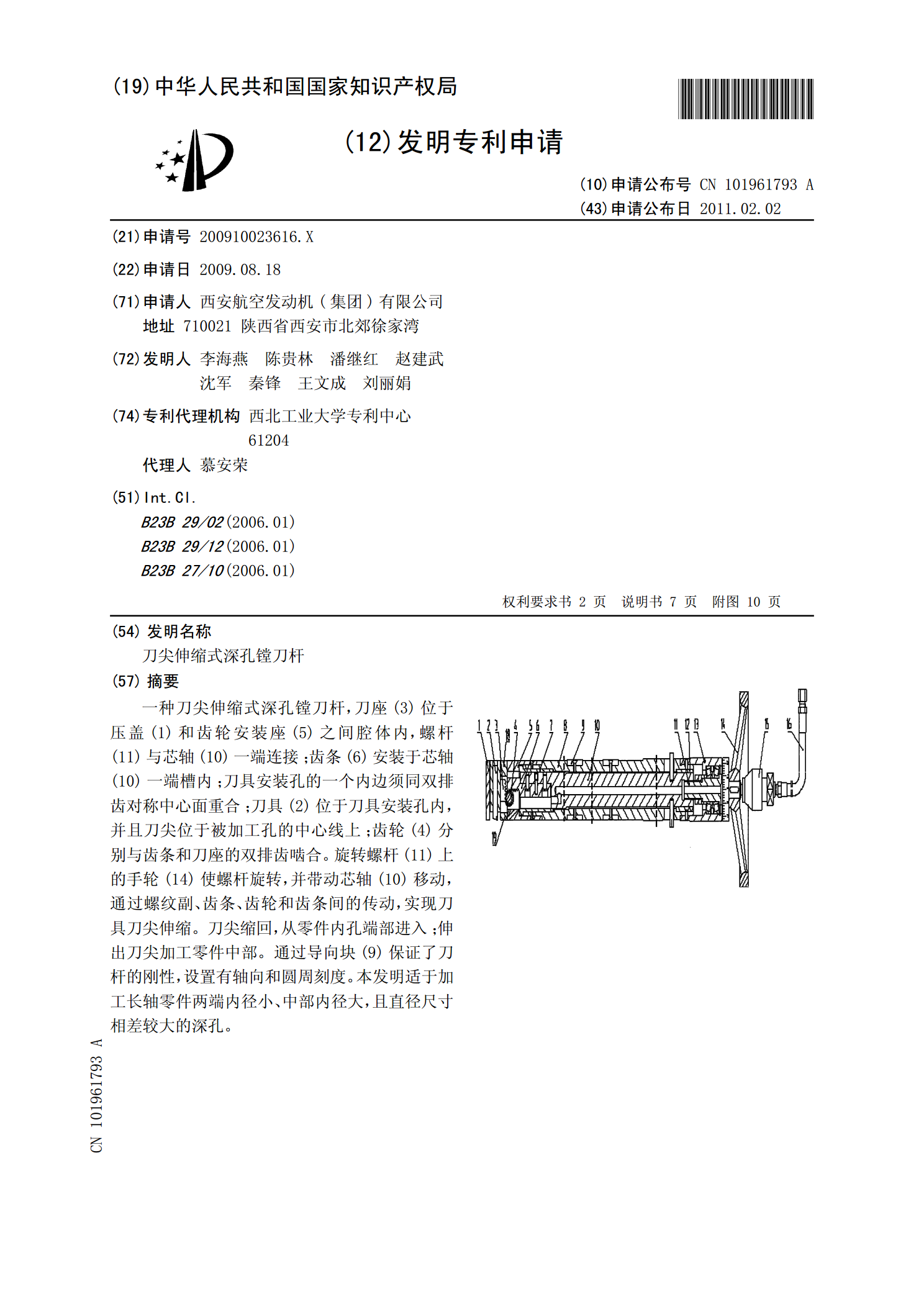
刀尖伸缩式深孔镗刀杆.pdf
一种刀尖伸缩式深孔镗刀杆,刀座(3)位于压盖(1)和齿轮安装座(5)之间腔体内,螺杆(11)与芯轴(10)一端连接;齿条(6)安装于芯轴(10)一端槽内;刀具安装孔的一个内边须同双排齿对称中心面重合;刀具(2)位于刀具安装孔内,并且刀尖位于被加工孔的中心线上;齿轮(4)分别与齿条和刀座的双排齿啮合。旋转螺杆(11)上的手轮(14)使螺杆旋转,并带动芯轴(10)移动,通过螺纹副、齿条、齿轮和齿条间的传动,实现刀具刀尖伸缩。刀尖缩回,从零件内孔端部进入;伸出刀尖加工零件中部。通过导向块(9)保证了刀杆的刚性,