
差速器壳锻造盲孔再冲孔工艺.pdf

听容****55


1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
差速器壳锻造盲孔再冲孔工艺.pdf
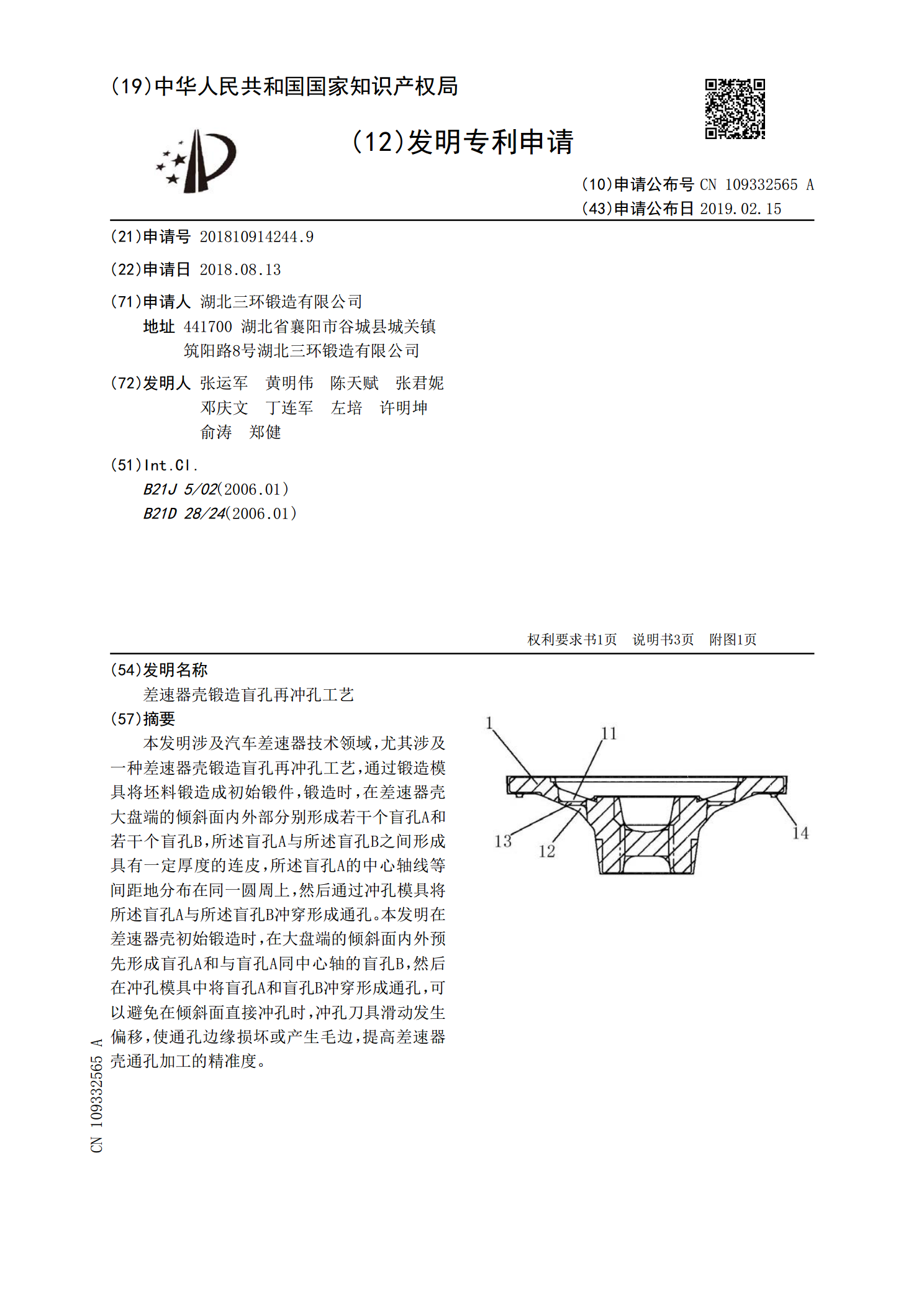
本发明涉及汽车差速器技术领域,尤其涉及一种差速器壳锻造盲孔再冲孔工艺,通过锻造模具将坯料锻造成初始锻件,锻造时,在差速器壳大盘端的倾斜面内外部分别形成若干个盲孔A和若干个盲孔B,所述盲孔A与所述盲孔B之间形成具有一定厚度的连皮,所述盲孔A的中心轴线等间距地分布在同一圆周上,然后通过冲孔模具将所述盲孔A与所述盲孔B冲穿形成通孔。本发明在差速器壳初始锻造时,在大盘端的倾斜面内外预先形成盲孔A和与盲孔A同中心轴的盲孔B,然后在冲孔模具中将盲孔A和盲孔B冲穿形成通孔,可以避免在倾斜面直接冲孔时,冲孔刀具滑动发生偏
一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具.pdf
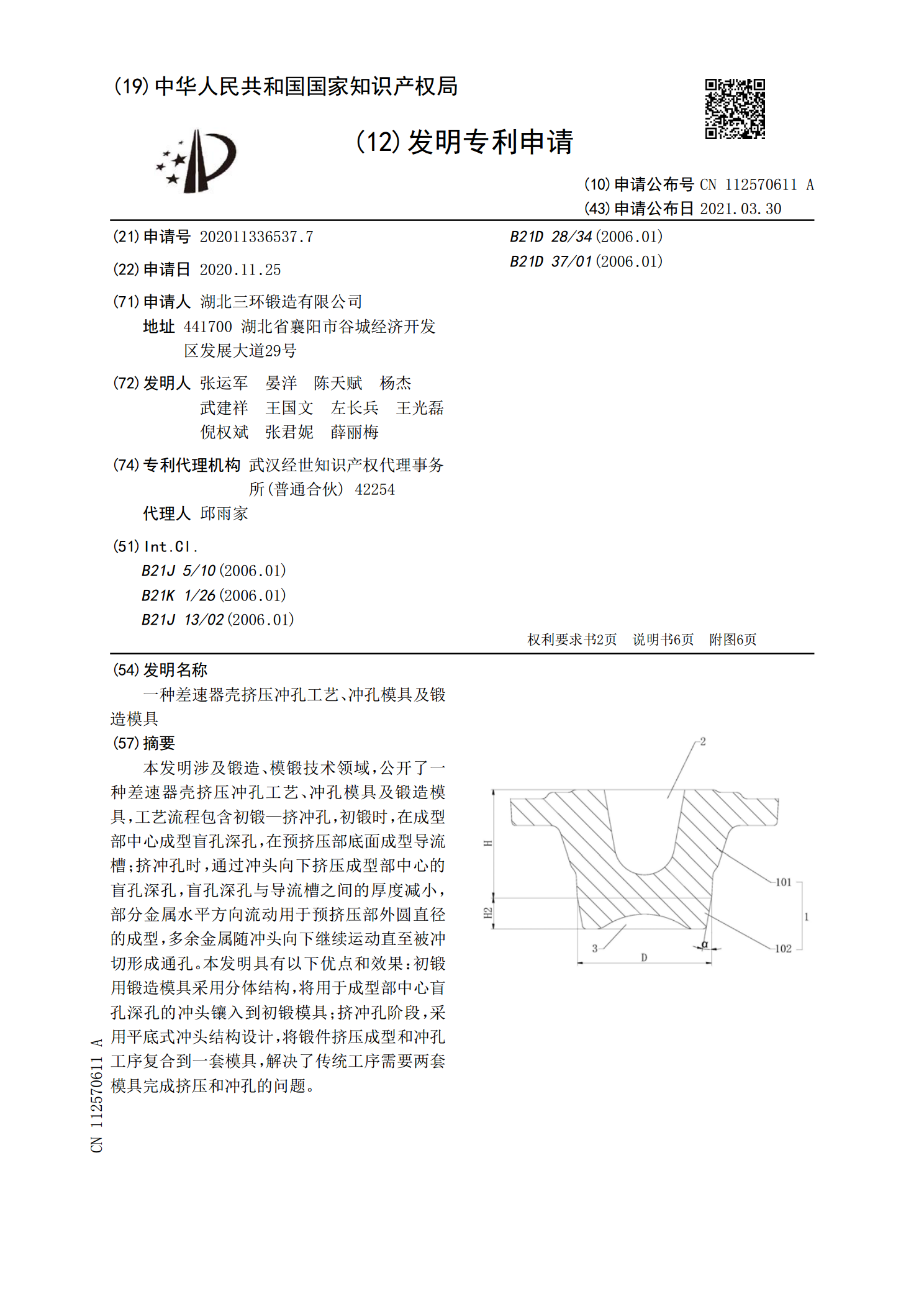
本发明涉及锻造、模锻技术领域,公开了一种差速器壳挤压冲孔工艺、冲孔模具及锻造模具,工艺流程包含初锻—挤冲孔,初锻时,在成型部中心成型盲孔深孔,在预挤压部底面成型导流槽;挤冲孔时,通过冲头向下挤压成型部中心的盲孔深孔,盲孔深孔与导流槽之间的厚度减小,部分金属水平方向流动用于预挤压部外圆直径的成型,多余金属随冲头向下继续运动直至被冲切形成通孔。本发明具有以下优点和效果:初锻用锻造模具采用分体结构,将用于成型部中心盲孔深孔的冲头镶入到初锻模具;挤冲孔阶段,采用平底式冲头结构设计,将锻件挤压成型和冲孔工序复合到一

一种差速器壳盖的锻造成型工艺.pdf
本发明提供一种差速器壳盖的锻造成型工艺,包括如下步骤:下料、温锻成型、控制冷却、冲孔和机加工,所述温锻成型工序是将差速器壳盖的中间大孔与周边安装孔同时锻造成盲孔,预留3‑6mm厚度的连皮,温锻成型工序中的棒料加热至860‑900℃后一次锻造成型,冲孔工序是将锻件放入冲孔模具,将差速器壳盖的中间大孔及周围安装孔同时冲孔。本发明具有降低生产成本、提高生产效率等优点。
汽车差速器壳加工工艺.pdf
一种汽车差速器壳加工工艺,其特征是先对工件差速器壳体进行顺序车削加工,然后以齿轮档外圆和大平面定位,夹持加强筋端面,在加工中心上钻螺栓孔、锪平面,旋转工作台,钻行星齿轮轴孔、扩孔、铰孔,去毛刺。先加工内腔行星齿轮球面、后钻行星齿轮轴孔,防止球面加工时产生的切屑翻入已加工的行星齿轮轴孔内,方便行星齿轮轴装配,产品质量稳定可靠,操作简便,值得推广。
差速器壳体以及其锻造工艺锻造装备.pdf
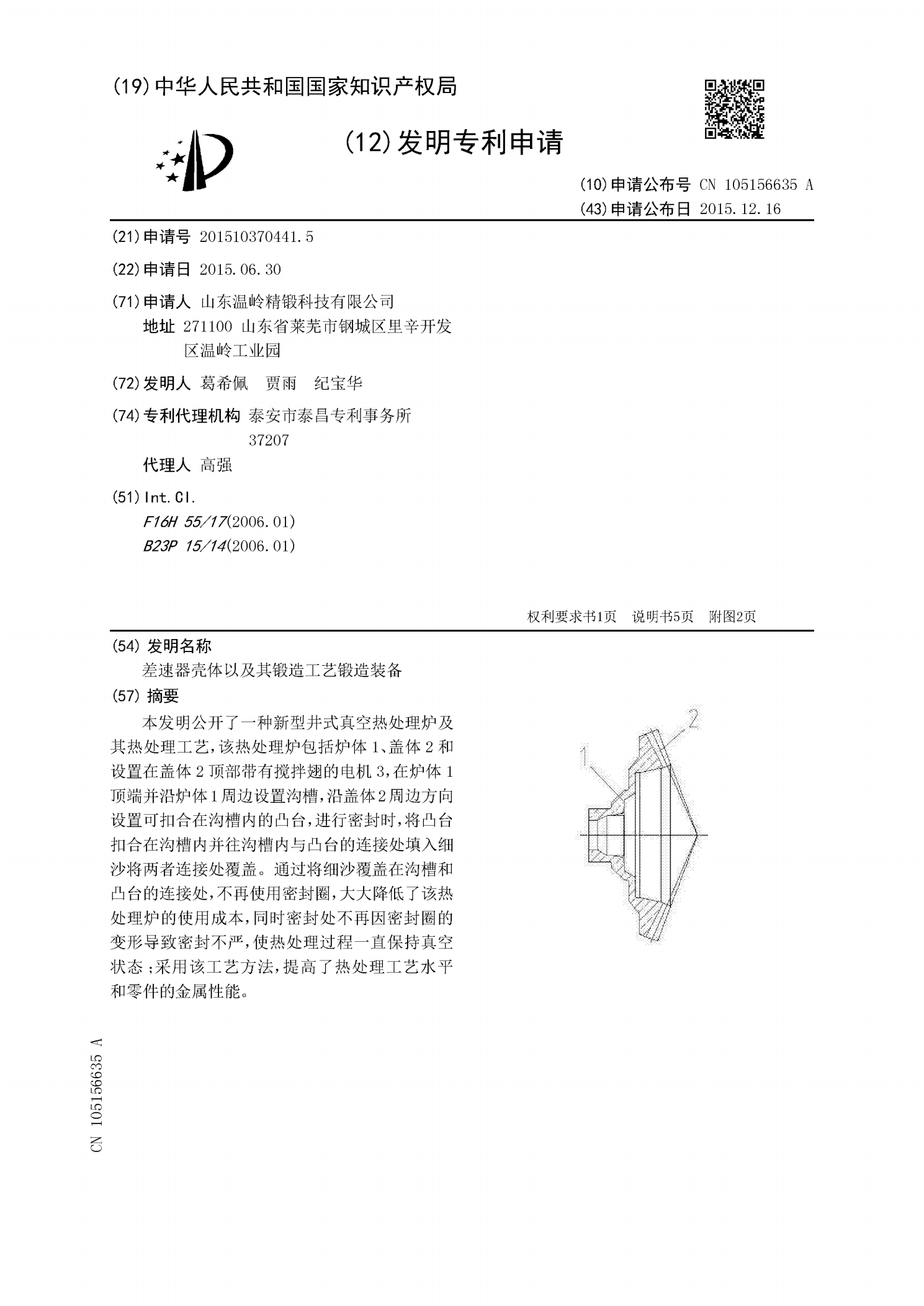
本发明公开了一种新型井式真空热处理炉及其热处理工艺,该热处理炉包括炉体1、盖体2和设置在盖体2顶部带有搅拌翅的电机3,在炉体1顶端并沿炉体1周边设置沟槽,沿盖体2周边方向设置可扣合在沟槽内的凸台,进行密封时,将凸台扣合在沟槽内并往沟槽内与凸台的连接处填入细沙将两者连接处覆盖。通过将细沙覆盖在沟槽和凸台的连接处,不再使用密封圈,大大降低了该热处理炉的使用成本,同时密封处不再因密封圈的变形导致密封不严,使热处理过程一直保持真空状态;采用该工艺方法,提高了热处理工艺水平和零件的金属性能。