
一种EPP座椅发泡模具及发泡工艺.pdf

文宣****66

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种EPP座椅发泡模具及发泡工艺.pdf
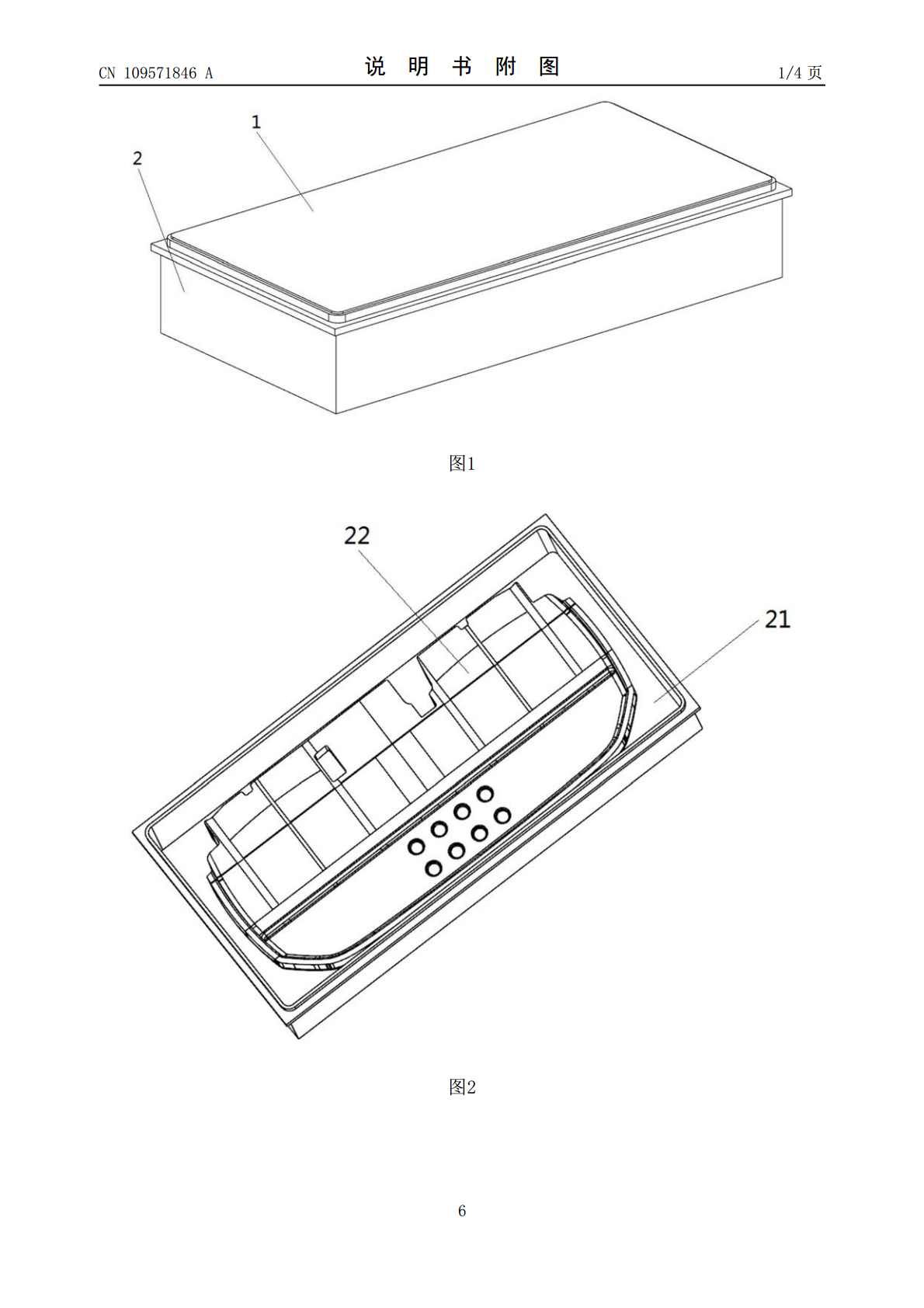
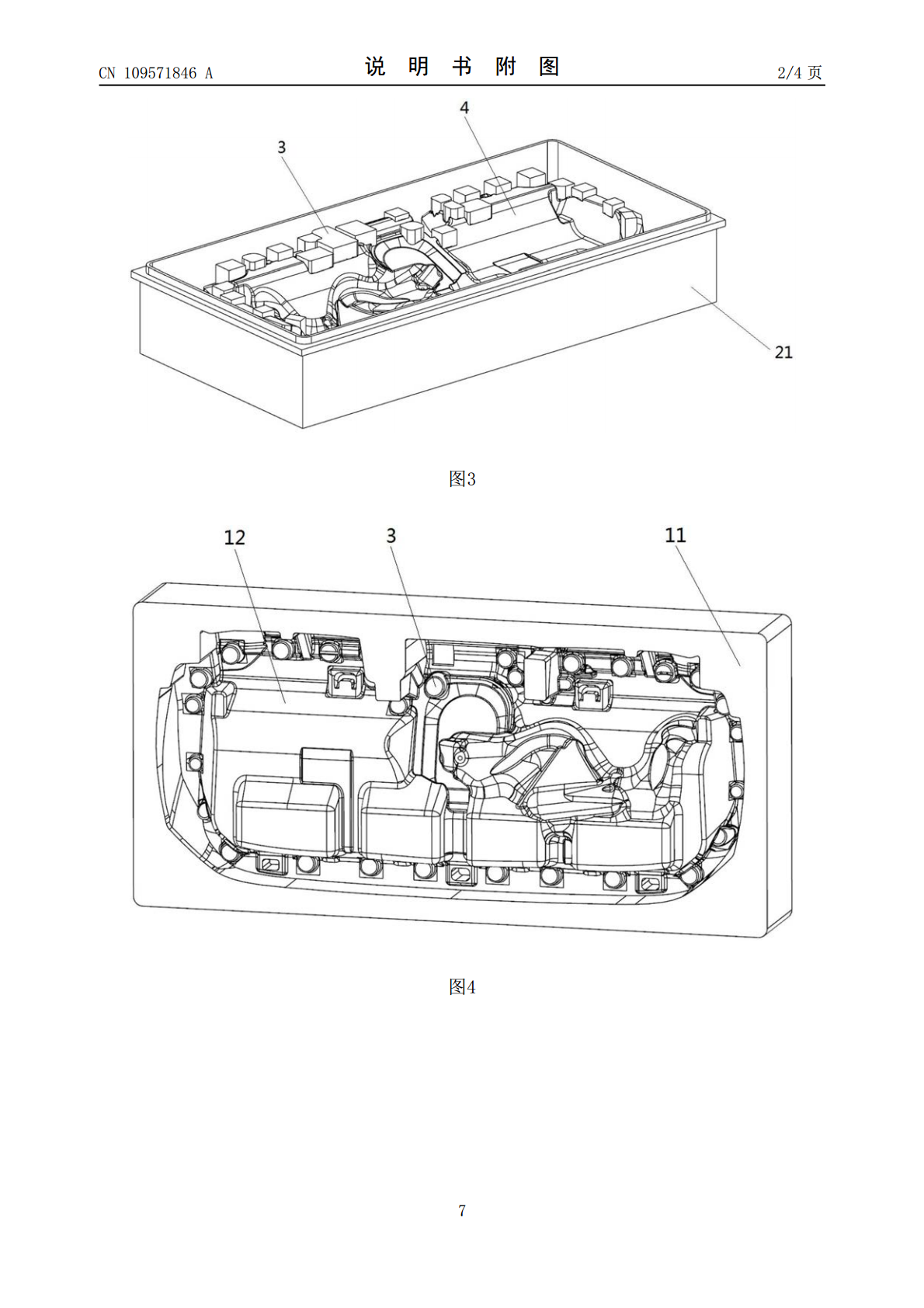
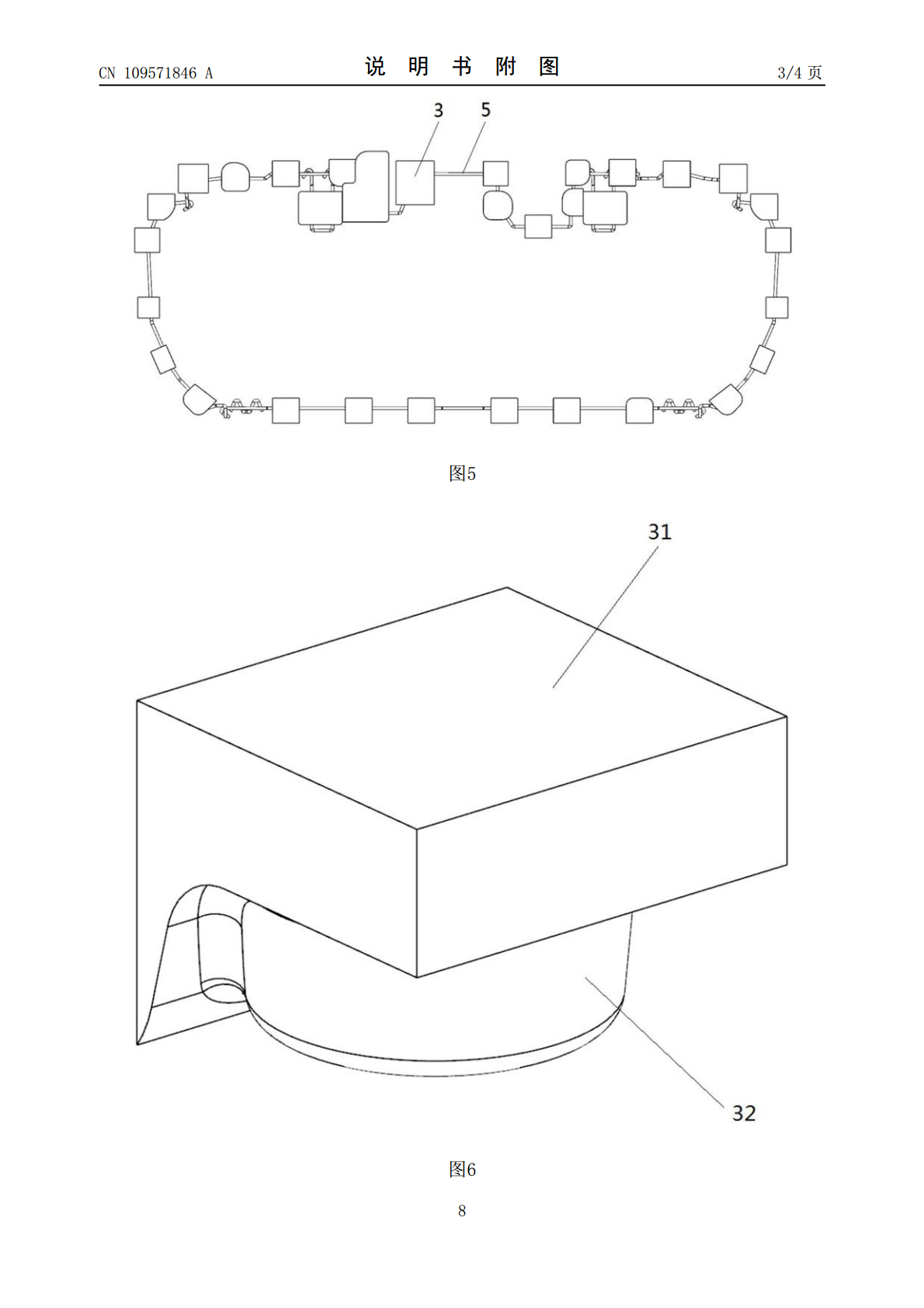
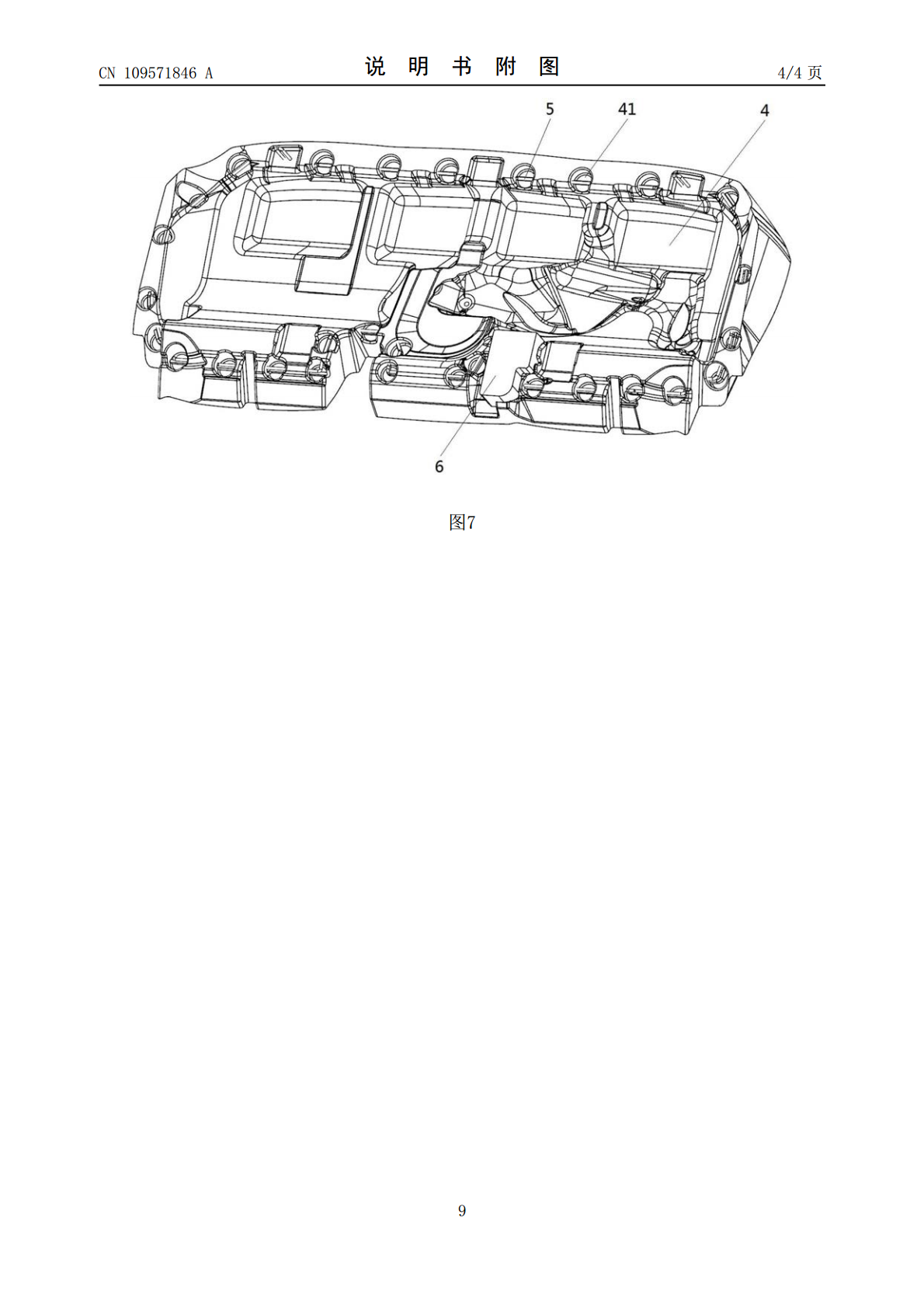
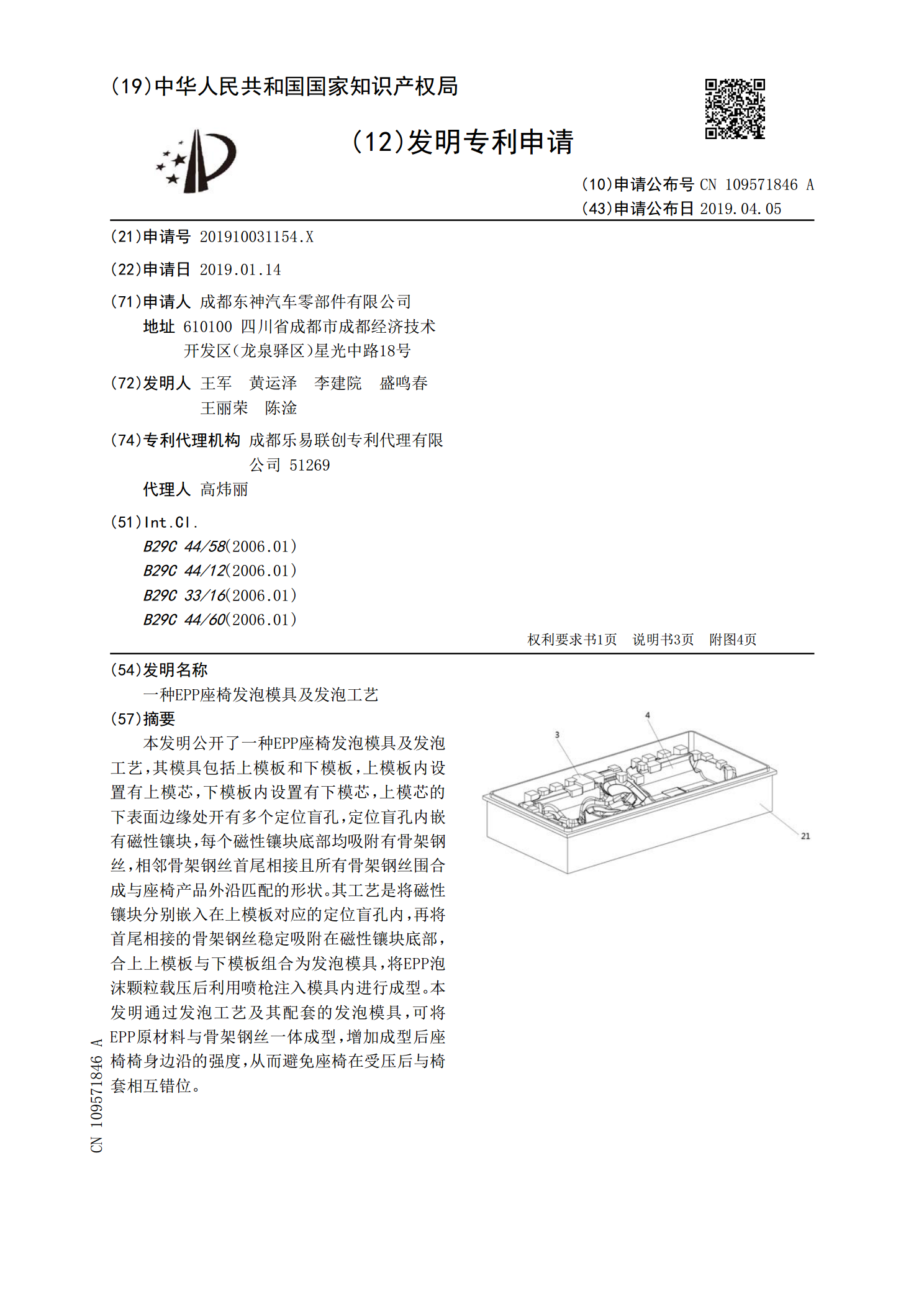
本发明公开了一种EPP座椅发泡模具及发泡工艺,其模具包括上模板和下模板,上模板内设置有上模芯,下模板内设置有下模芯,上模芯的下表面边缘处开有多个定位盲孔,定位盲孔内嵌有磁性镶块,每个磁性镶块底部均吸附有骨架钢丝,相邻骨架钢丝首尾相接且所有骨架钢丝围合成与座椅产品外沿匹配的形状。其工艺是将磁性镶块分别嵌入在上模板对应的定位盲孔内,再将首尾相接的骨架钢丝稳定吸附在磁性镶块底部,合上上模板与下模板组合为发泡模具,将EPP泡沫颗粒载压后利用喷枪注入模具内进行成型。本发明通过发泡工艺及其配套的发泡模具,可将EPP原

一种汽车座椅发泡模具.pdf
本发明公开了一种汽车座椅发泡模具,包括底座和收集盒,所述底座上方左侧与右侧均竖直安装有直板。本发明通过在固定杆左侧上方与下方均安装有刮刀,推杆电机左侧设置有推杆,推杆与固定杆连接,使用时,先通过控制面板打开推杆电机,推杆电机驱动推杆伸长,推杆推动固定杆向左移动,使固定杆上的刮刀与接触面贴合,从而刮除上模板和下模板接缝处的残留物,推杆电机再驱动推杆收缩,推杆拉动固定杆向右移动,从而进行二次刮除,便于提高刮除的效率,解决了上模板与下模板接缝处会粘黏上发泡残留物,导致下次使用无法贴合,且清理效率低的问题,同时通
一种汽车座椅发泡模具.pdf
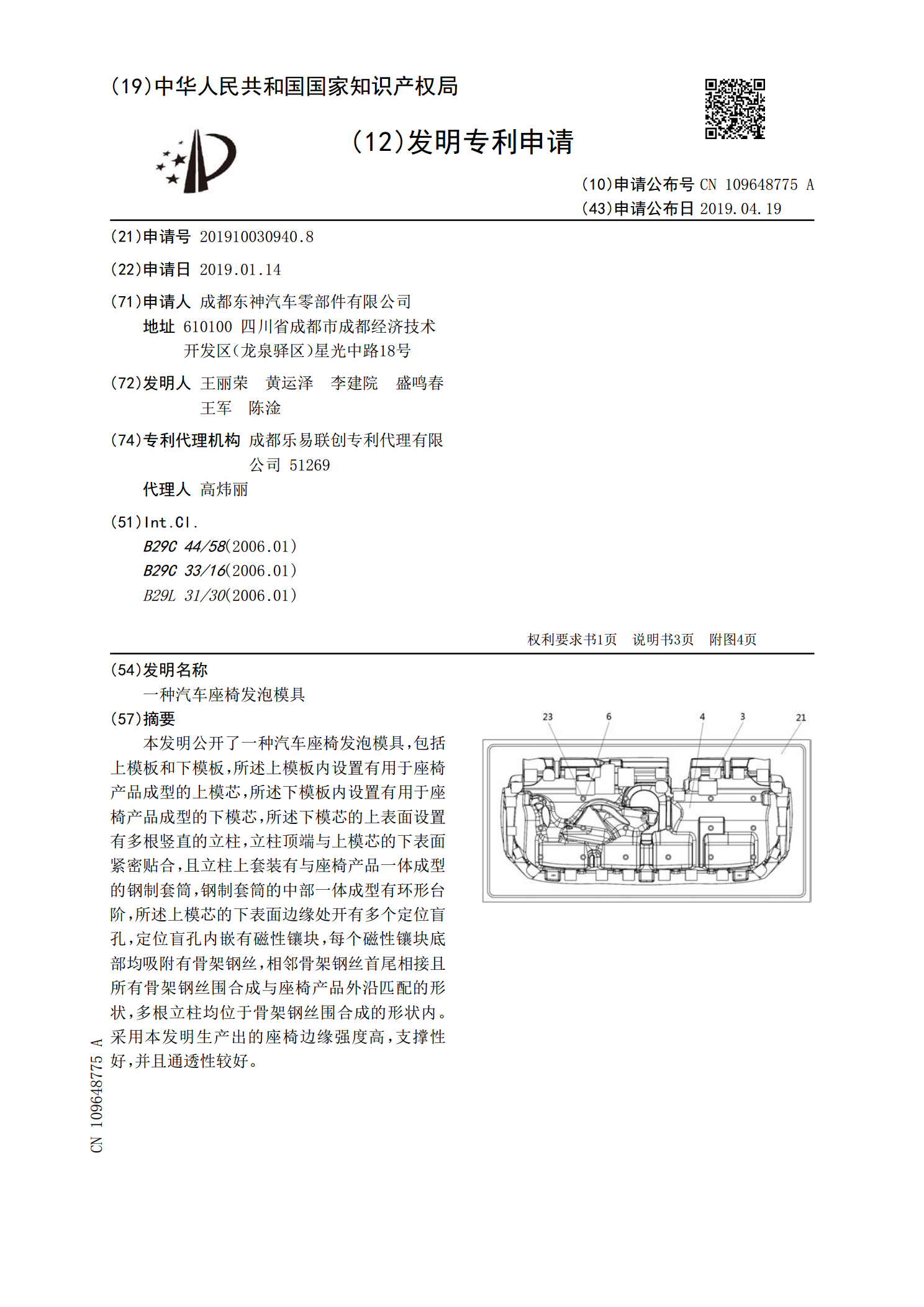
本发明公开了一种汽车座椅发泡模具,包括上模板和下模板,所述上模板内设置有用于座椅产品成型的上模芯,所述下模板内设置有用于座椅产品成型的下模芯,所述下模芯的上表面设置有多根竖直的立柱,立柱顶端与上模芯的下表面紧密贴合,且立柱上套装有与座椅产品一体成型的钢制套筒,钢制套筒的中部一体成型有环形台阶,所述上模芯的下表面边缘处开有多个定位盲孔,定位盲孔内嵌有磁性镶块,每个磁性镶块底部均吸附有骨架钢丝,相邻骨架钢丝首尾相接且所有骨架钢丝围合成与座椅产品外沿匹配的形状,多根立柱均位于骨架钢丝围合成的形状内。采用本发明生
一种带有排气结构的座椅发泡模具.pdf
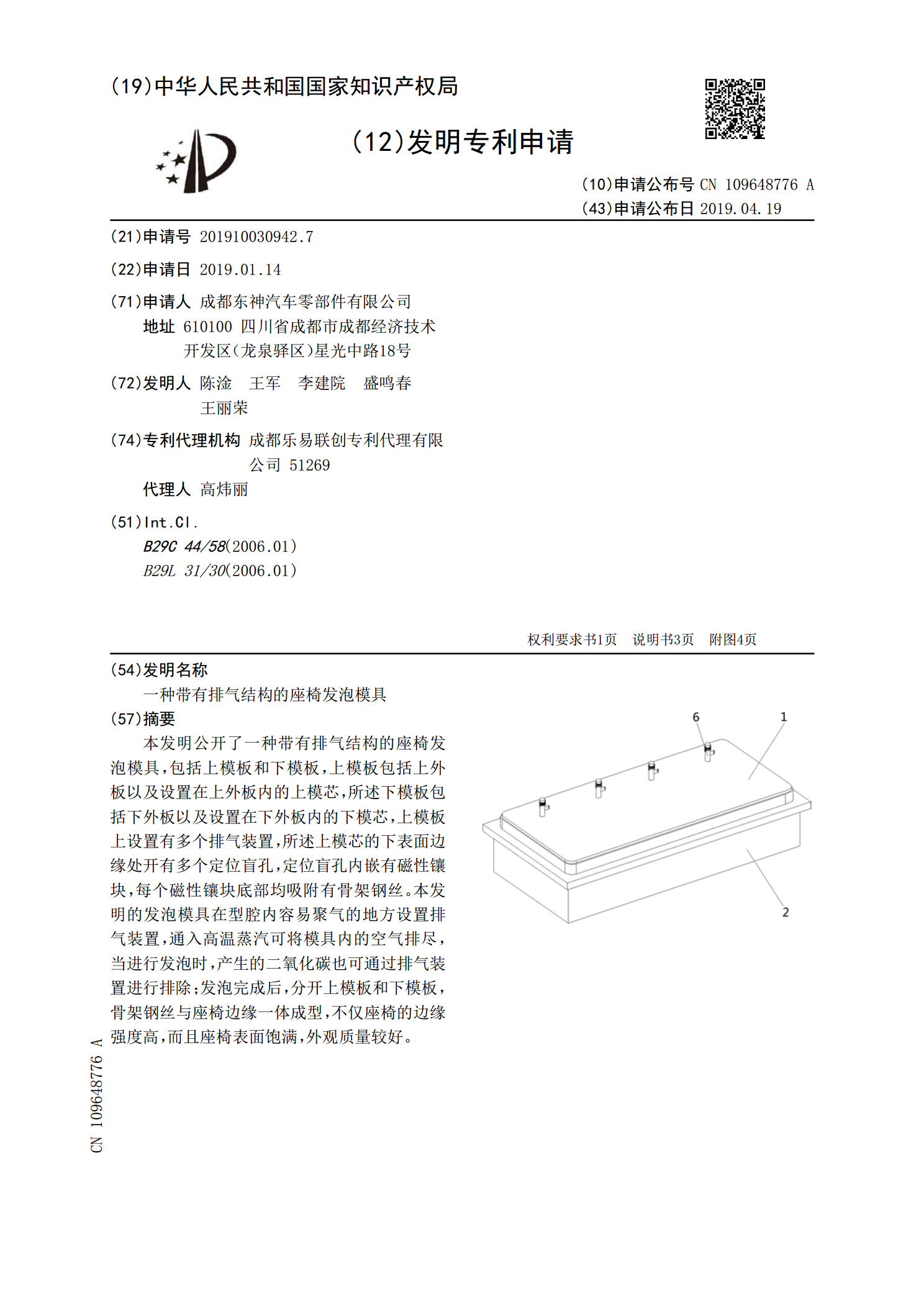
本发明公开了一种带有排气结构的座椅发泡模具,包括上模板和下模板,上模板包括上外板以及设置在上外板内的上模芯,所述下模板包括下外板以及设置在下外板内的下模芯,上模板上设置有多个排气装置,所述上模芯的下表面边缘处开有多个定位盲孔,定位盲孔内嵌有磁性镶块,每个磁性镶块底部均吸附有骨架钢丝。本发明的发泡模具在型腔内容易聚气的地方设置排气装置,通入高温蒸汽可将模具内的空气排尽,当进行发泡时,产生的二氧化碳也可通过排气装置进行排除;发泡完成后,分开上模板和下模板,骨架钢丝与座椅边缘一体成型,不仅座椅的边缘强度高,而且
一种利用EPP回收件制作EPP发泡颗粒的方法.pdf
一种利用EPP回收件制作EPP发泡颗粒的方法,包括如下步骤,a1)、分类;a2)、粉碎和制粒;a3)、称重搅拌;a4)、切粒;a5)、反应釜反应;a6)、发泡;a7)、制成成品EPP发泡颗粒。本发明所达到的有益效果是:利用EPP废旧制品经过分拣、粉碎、挤出后造粒再混合一定比例新料经过挤出切粒成微粒,再将微粒通过间歇釜式发泡方法制成EPP成品,解决如何EPP回收料再利用以及EPP回收料加入新料中再次发泡、配方改性的问题。