
重卡高强度冷挤十字轴无飞边锻造的加工方法.pdf

戊午****jj


1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
重卡高强度冷挤十字轴无飞边锻造的加工方法.pdf
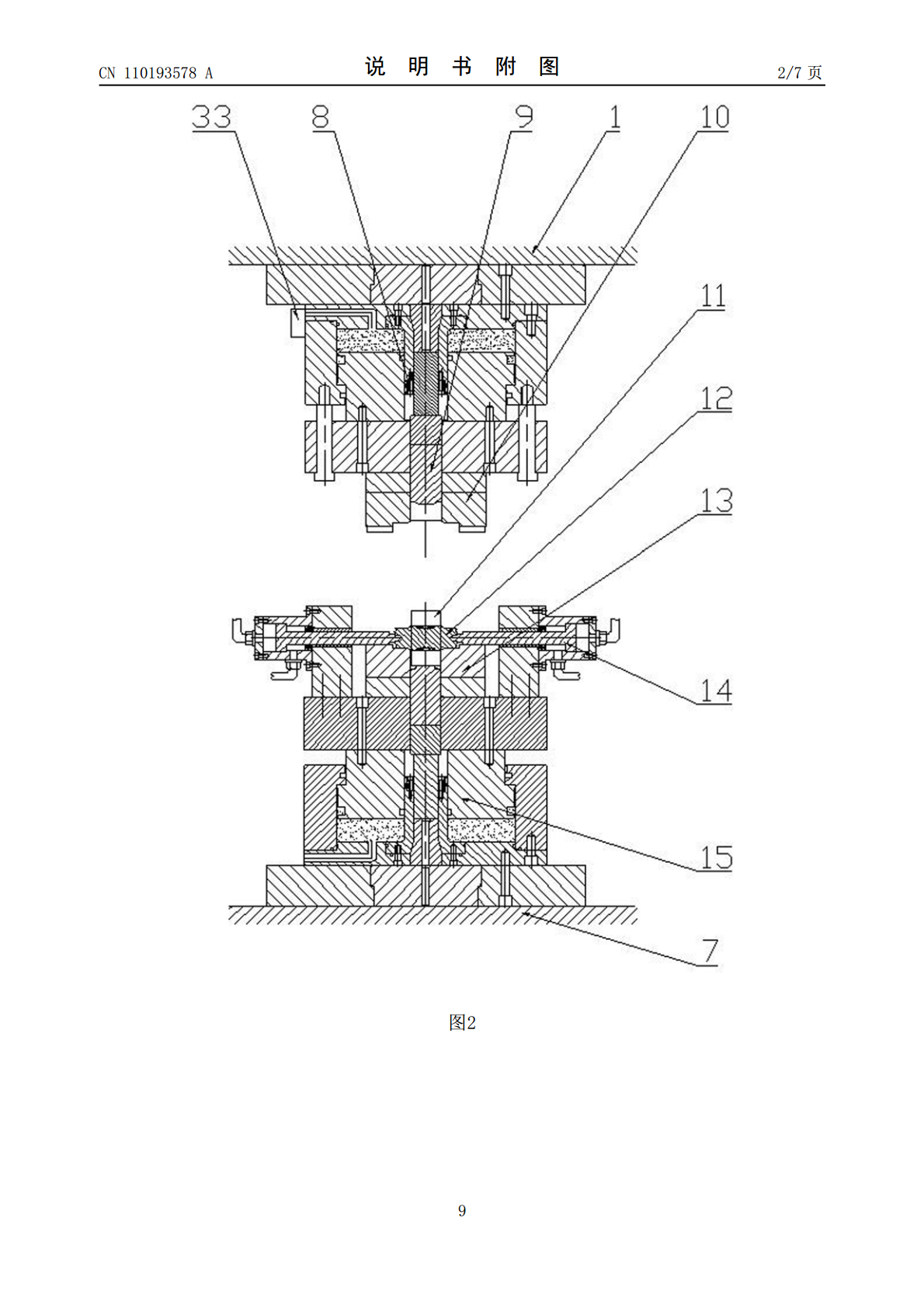
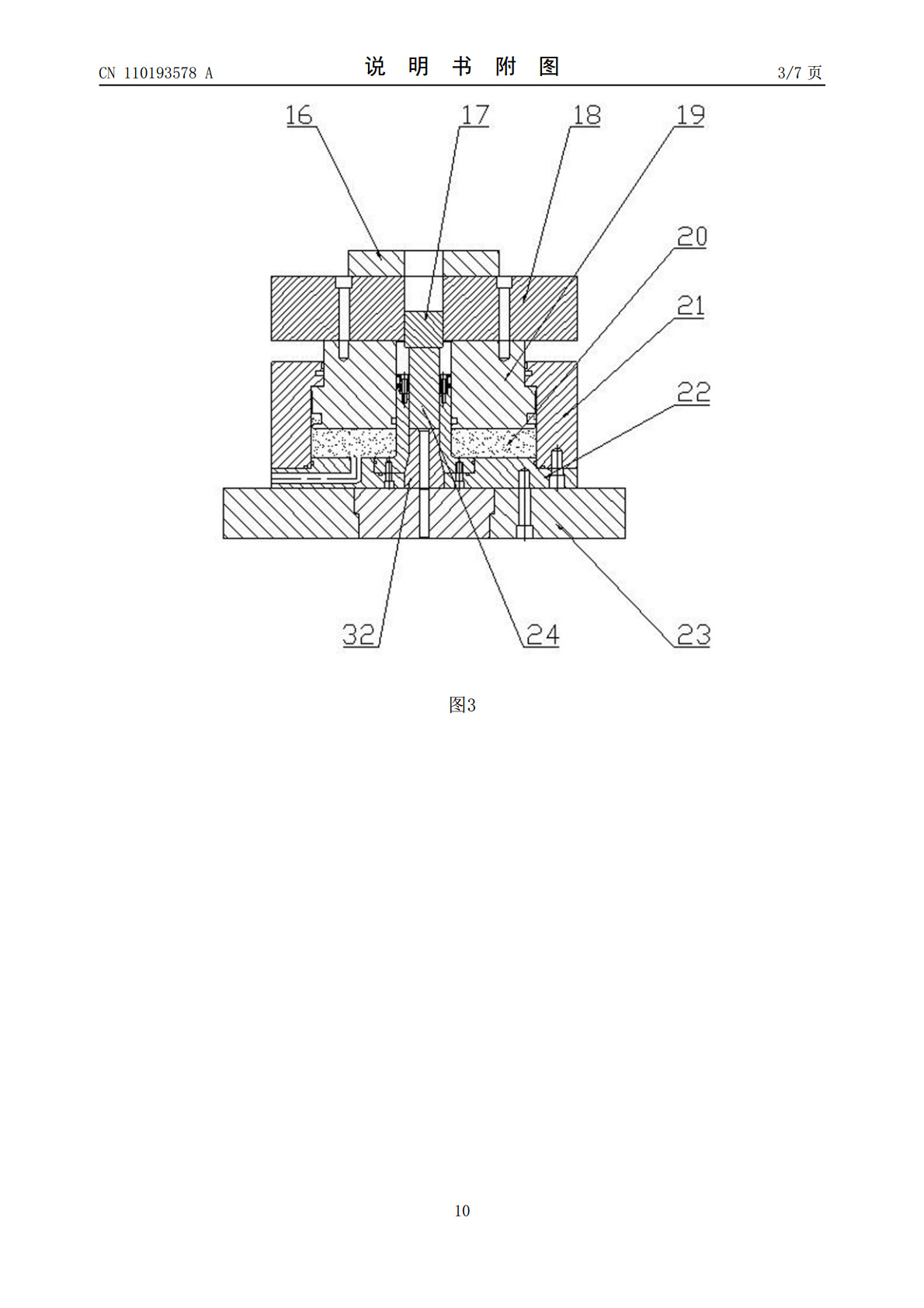
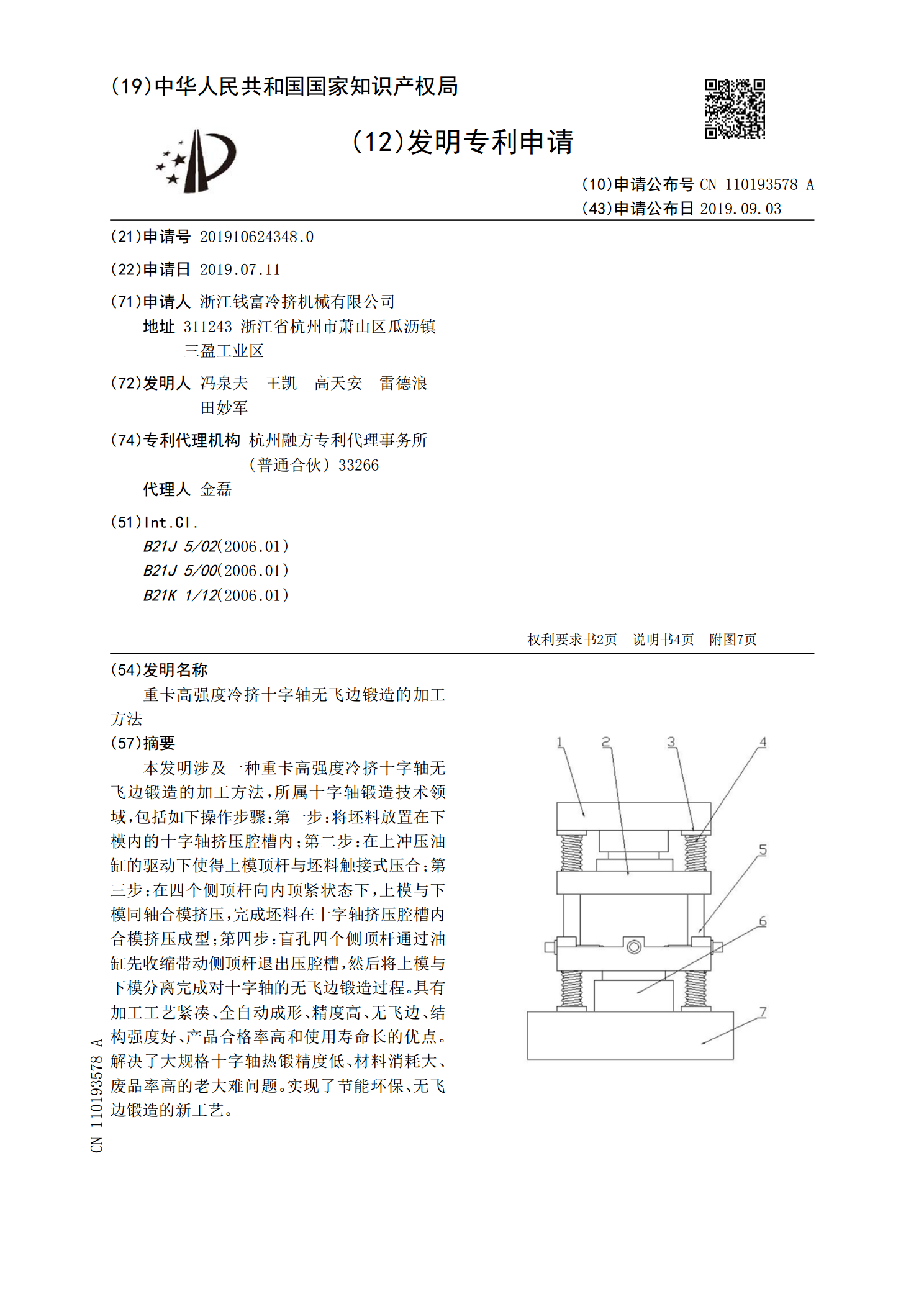
本发明涉及一种重卡高强度冷挤十字轴无飞边锻造的加工方法,所属十字轴锻造技术领域,包括如下操作步骤:第一步:将坯料放置在下模内的十字轴挤压腔槽内;第二步:在上冲压油缸的驱动下使得上模顶杆与坯料触接式压合;第三步:在四个侧顶杆向内顶紧状态下,上模与下模同轴合模挤压,完成坯料在十字轴挤压腔槽内合模挤压成型;第四步:盲孔四个侧顶杆通过油缸先收缩带动侧顶杆退出压腔槽,然后将上模与下模分离完成对十字轴的无飞边锻造过程。具有加工工艺紧凑、全自动成形、精度高、无飞边、结构强度好、产品合格率高和使用寿命长的优点。解决了大规

重卡平衡轴锻造方法.pdf
本发明提出了一种重卡汽车平衡轴的锻造方法,主要是采用自由锻锤进行制坯、弯曲、终锻来制作平衡轴,其特点是采用下料—中频感应炉加热—1T自由锻锤制坯—3T自由锻锤弯曲—3T自由锻锤终锻—3150KN压力机切边—调质处理—油压机校直—喷丸处理制作方法,本发明减少了大型专用设备的投入,节约了模具费用,降低了工人劳动强度,扩大了生产能力。

一种螺杆轴冷精挤加工的自动检测方法与装置.pdf
一种螺杆轴冷精挤加工的自动检测方法与装置,两个伺服电机分别与对应的侧板相连,两侧板的下部之间有空隙,两侧板形成V型槽。通过伺服电机控制侧板的旋转角度,保证两侧板在每次旋转后均能达到同一位置。激光束发射装置和激光束接收装置置于螺杆轴的两端。检测方法,包括以下步骤:步骤(1)输送螺杆轴;步骤(2)对螺杆轴的直线检测;步骤(3)输送检测后的螺杆轴。本发明解决了螺杆轴生产流水线上的直线检测难题,在能够保证稳定加工质量的同时,可极大提高生产效率、降低成本。质量检测是螺杆轴加工的必要工序,其自动化水平直接影响整体的加
一种十字轴锻件的锻造方法.pdf
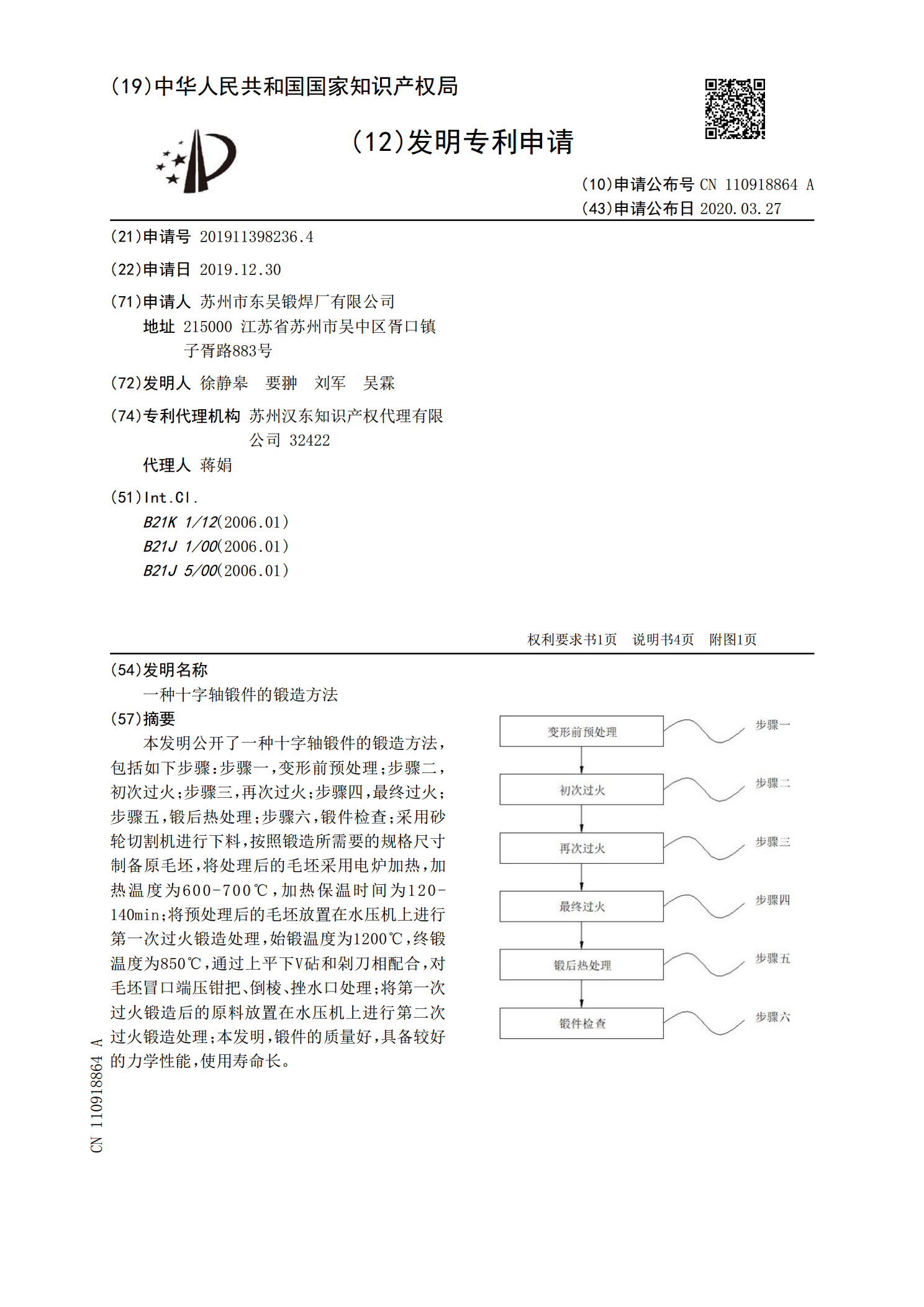
本发明公开了一种十字轴锻件的锻造方法,包括如下步骤:步骤一,变形前预处理;步骤二,初次过火;步骤三,再次过火;步骤四,最终过火;步骤五,锻后热处理;步骤六,锻件检查;采用砂轮切割机进行下料,按照锻造所需要的规格尺寸制备原毛坯,将处理后的毛坯采用电炉加热,加热温度为600‑700℃,加热保温时间为120‑140min;将预处理后的毛坯放置在水压机上进行第一次过火锻造处理,始锻温度为1200℃,终锻温度为850℃,通过上平下V砧和剁刀相配合,对毛坯冒口端压钳把、倒棱、挫水口处理;将第一次过火锻造后的原料放置在

止推轴瓦锻造及飞边的去除方法.docx
止推轴瓦锻造及飞边的去除方法止推轴瓦锻造及飞边的去除方法摘要:止推轴瓦是一种常见的机械轴承零件。在其锻造过程中,往往会产生一些瑕疵,比如飞边等。本论文主要探讨了止推轴瓦的锻造工艺以及飞边的形成原因,并介绍了一些常用的去除飞边的方法。关键词:止推轴瓦;锻造工艺;飞边;去除方法一、引言止推轴瓦是一种轴承零件,常用于机械传动系统中,具有较强的承载能力和抗冲击能力。在止推轴瓦的生产过程中,锻造是关键的工艺环节之一。然而,由于锻造过程中材料的流动和形变,往往会导致一些瑕疵的产生,其中最常见的就是飞边。二、止推轴瓦的