
核电液压阻尼器用缸体锻件的锻造成型模具.pdf

玄静****写意


1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10

9/10

10/10
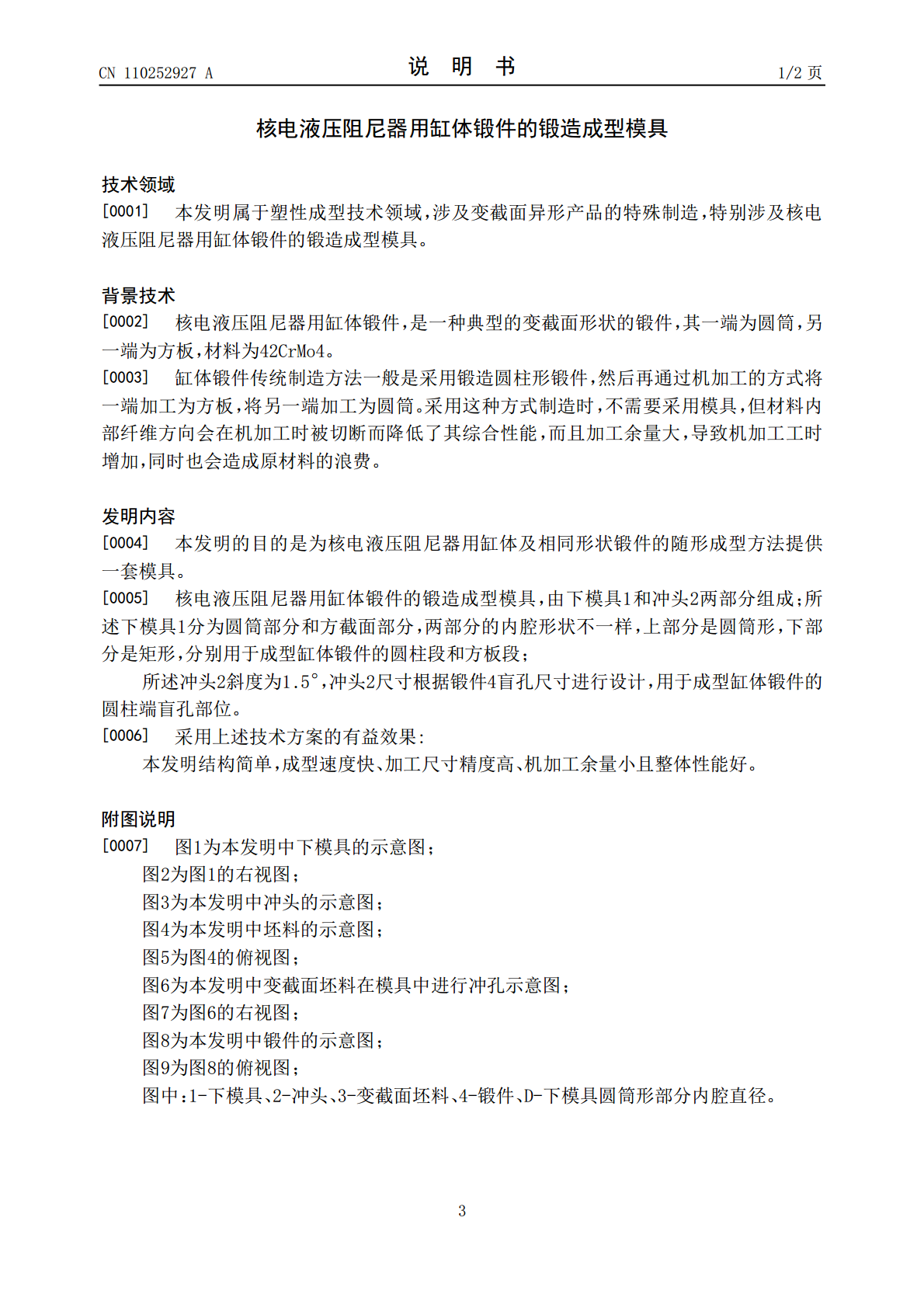
在线预览结束,喜欢就下载吧,查找使用更方便
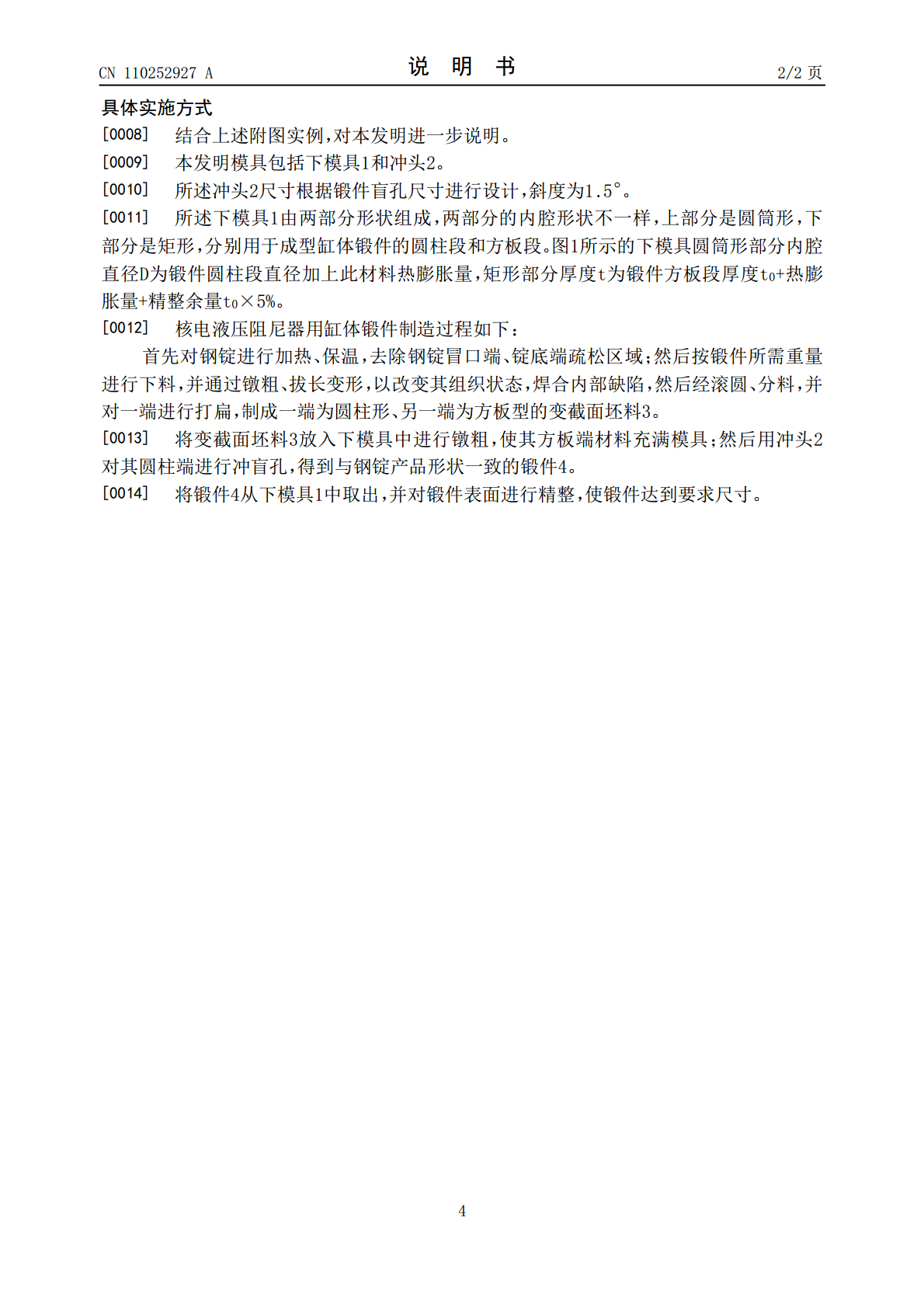
相关资料
核电液压阻尼器用缸体锻件的锻造成型模具.pdf
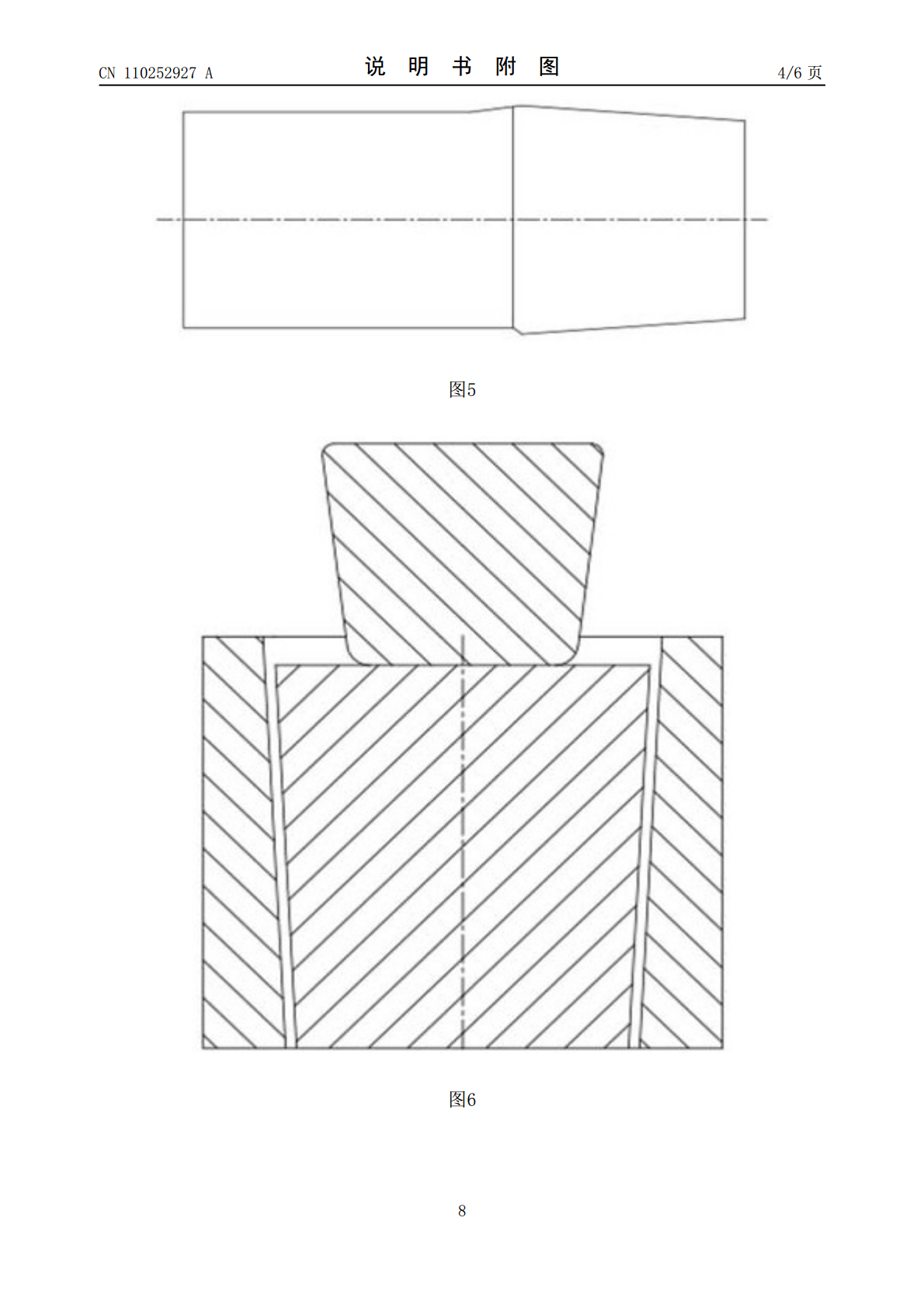
核电液压阻尼器用缸体锻件的锻造成型模具,由下模具(1)和冲头(2)两部分组成;所述下模具(1)分为圆筒部分和方截面部分,两部分的内腔形状不一样,上部分是圆筒形,下部分是矩形,分别用于成型缸体锻件的圆柱段和方板段;所述冲头(2)斜度为1.5°,冲头(2)尺寸根据锻件(4)盲孔尺寸进行设计,用于成型缸体锻件的圆柱端盲孔部位。本发明结构简单,成型速度快、加工尺寸精度高、机加工余量小且整体性能好。
核电蒸汽发生器用法兰锻件的锻造方法.pdf
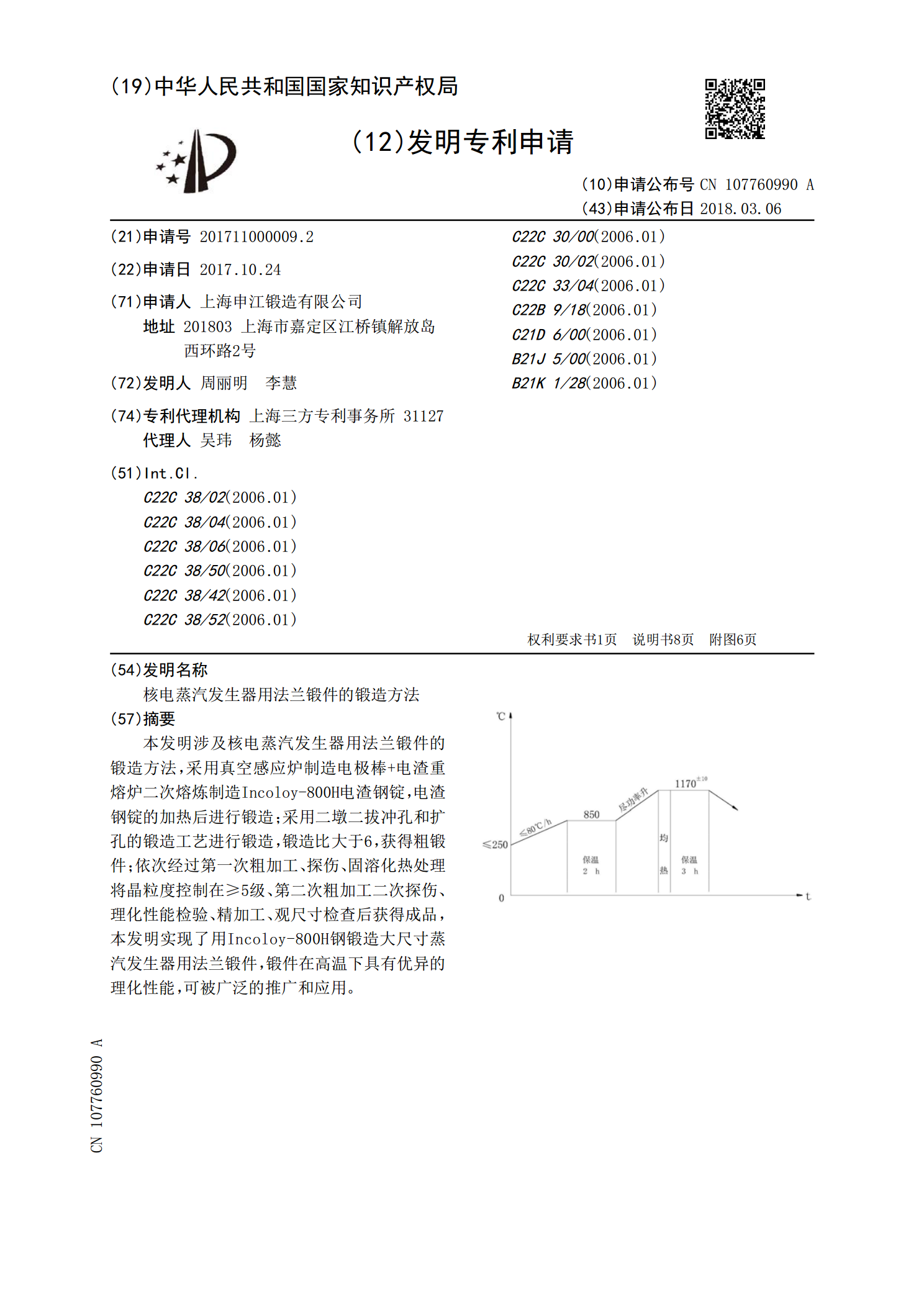
本发明涉及核电蒸汽发生器用法兰锻件的锻造方法,采用真空感应炉制造电极棒+电渣重熔炉二次熔炼制造Incoloy‑800H电渣钢锭,电渣钢锭的加热后进行锻造;采用二墩二拔冲孔和扩孔的锻造工艺进行锻造,锻造比大于6,获得粗锻件;依次经过第一次粗加工、探伤、固溶化热处理将晶粒度控制在≥5级、第二次粗加工二次探伤、理化性能检验、精加工、观尺寸检查后获得成品,本发明实现了用Incoloy‑800H钢锻造大尺寸蒸汽发生器用法兰锻件,锻件在高温下具有优异的理化性能,可被广泛的推广和应用。

一种扇形锻件的预成型锻造模具.pdf
本发明公开的一种扇形锻件的预成型锻造模具,该扇形锻件为高压开关操作机构中的零件之一扇形蜗轮,包括凸模(2)、凹模(4),其特征是:所述凸模(2)外设置凸模套(3);所述凹模(4)外设置预应力圈(5);凸模(2)伸入凹模内腔,顶件器(7)设置在凹模内腔内,凹模内腔的剩余空间为坯料的流动空间。棒料置于预成型锻造模具中成型为一定厚度的扇形预成型坯料。该锻造模具锻造出的产品,具有材料致密度高,外形规整美观没有飞边毛刺,加工余量小,不仅节材还利于机加工的优点。?

一种扇形锻件的终成型锻造模具.pdf
本发明公开的一种扇形锻件的终成型锻造模具,包括凸模(2)、凹模(4),所述凸模(2)外设置凸模套(3);所述凹模(4)外设置预应力圈(5);凸模(2)伸入凹模内腔,顶件器(7)设置在凹模内腔内,凸模下端、顶件器上端和凹模内腔形成坯料的流动空间。预成型坯料置于终成型模具中形成扇形蝸轮终成型坯件的外圈突缘及中心孔。该锻造模具锻造出的产品,具有材料致密度高,外形规整美观没有飞边毛刺,加工余量小,不仅节材还利于机加工的优点。
一种带直边锥形筒体锻件的成型模具及锻件锻造方法.pdf
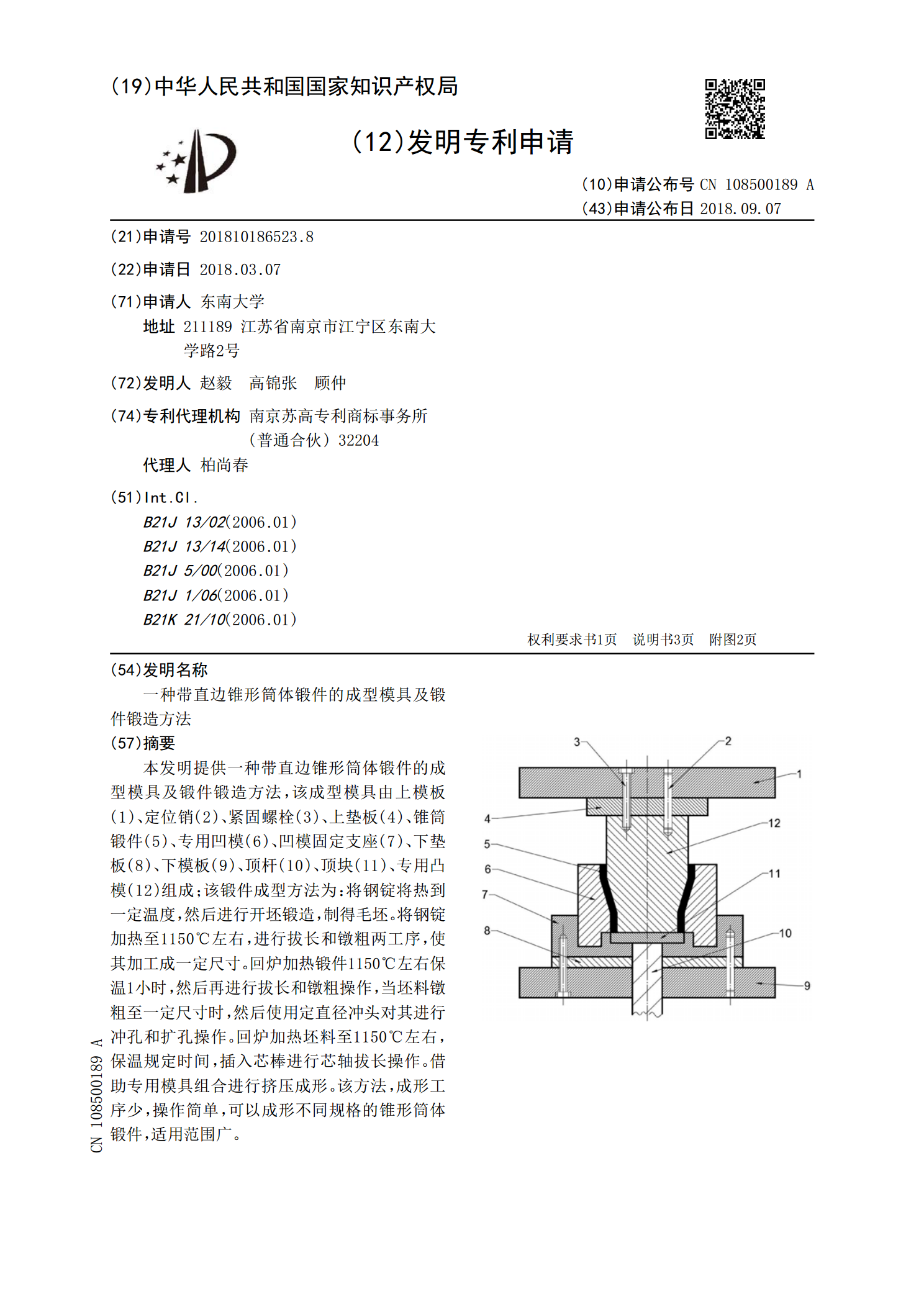
本发明提供一种带直边锥形筒体锻件的成型模具及锻件锻造方法,该成型模具由上模板(1)、定位销(2)、紧固螺栓(3)、上垫板(4)、锥筒锻件(5)、专用凹模(6)、凹模固定支座(7)、下垫板(8)、下模板(9)、顶杆(10)、顶块(11)、专用凸模(12)组成;该锻件成型方法为:将钢锭将热到一定温度,然后进行开坯锻造,制得毛坯。将钢锭加热至1150℃左右,进行拔长和镦粗两工序,使其加工成一定尺寸。回炉加热锻件1150℃左右保温1小时,然后再进行拔长和镦粗操作,当坯料镦粗至一定尺寸时,然后使用定直径冲头对其进行